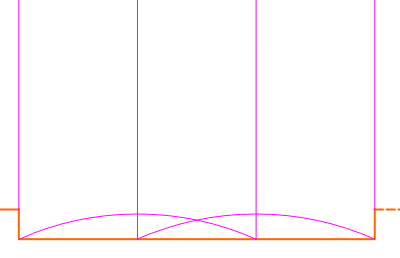
Not all endmills create a flat bottom when plunged, for example the Carbide #251. In general, you can assume an endmill is creating a flat bottom *only once it has travelled at least 1/2 its own width".
Edit: As Tod says below, the bit needs to move its own width.
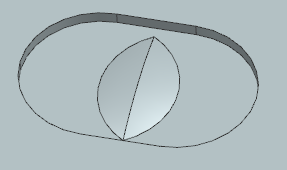
My current project is pocketing around letters, so the toolpaths are not regular shapes. In several places the toolpath is just a plunge with little to no travel, and in those areas the bottom is raised in the center because the #251 is what I think is called a ‘Fishtail’ bit.
The remaining toolpaths don’t fully pass over these areas (otherwise the plunge wouldn’t be needed in the first place), so I’m left with little mounds on what should be a flat bottom.
A lower stepover might fix it, but at the cost of large increases in machining time. If possible, if there is enough space around a plunge, moving the bit in any direction 1/2 its own width would solve the problem.
I looked at my 251 and it has a v shape (fishtail). I use Whiteside 1/4 inch up or down bits and they have flat bottoms so they would cut a flat bottom. The 201 has 3 flutes but cuts a flat bottom.