Say no more, fam, I gotchu (but primarily me, as a proof of concept):
centerbrace.c2d (14.1 KB)
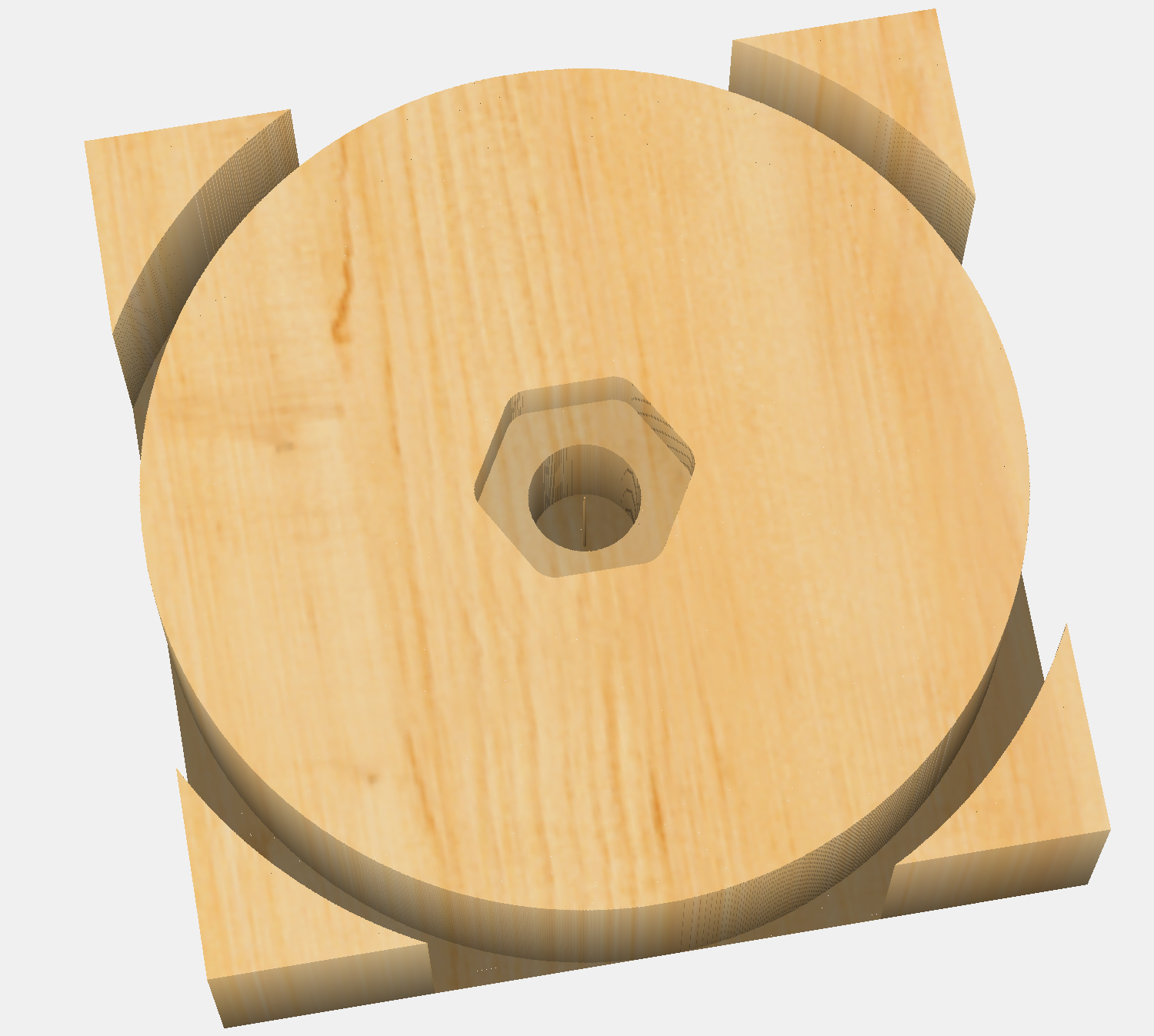
Designed to use 1/4-20 nut and bolt. Something like a 1" bolt will work on mine, and I’ll hot glue or epoxy in a nut and vibratite the bolt on.
Say no more, fam, I gotchu (but primarily me, as a proof of concept):
Designed to use 1/4-20 nut and bolt. Something like a 1" bolt will work on mine, and I’ll hot glue or epoxy in a nut and vibratite the bolt on.