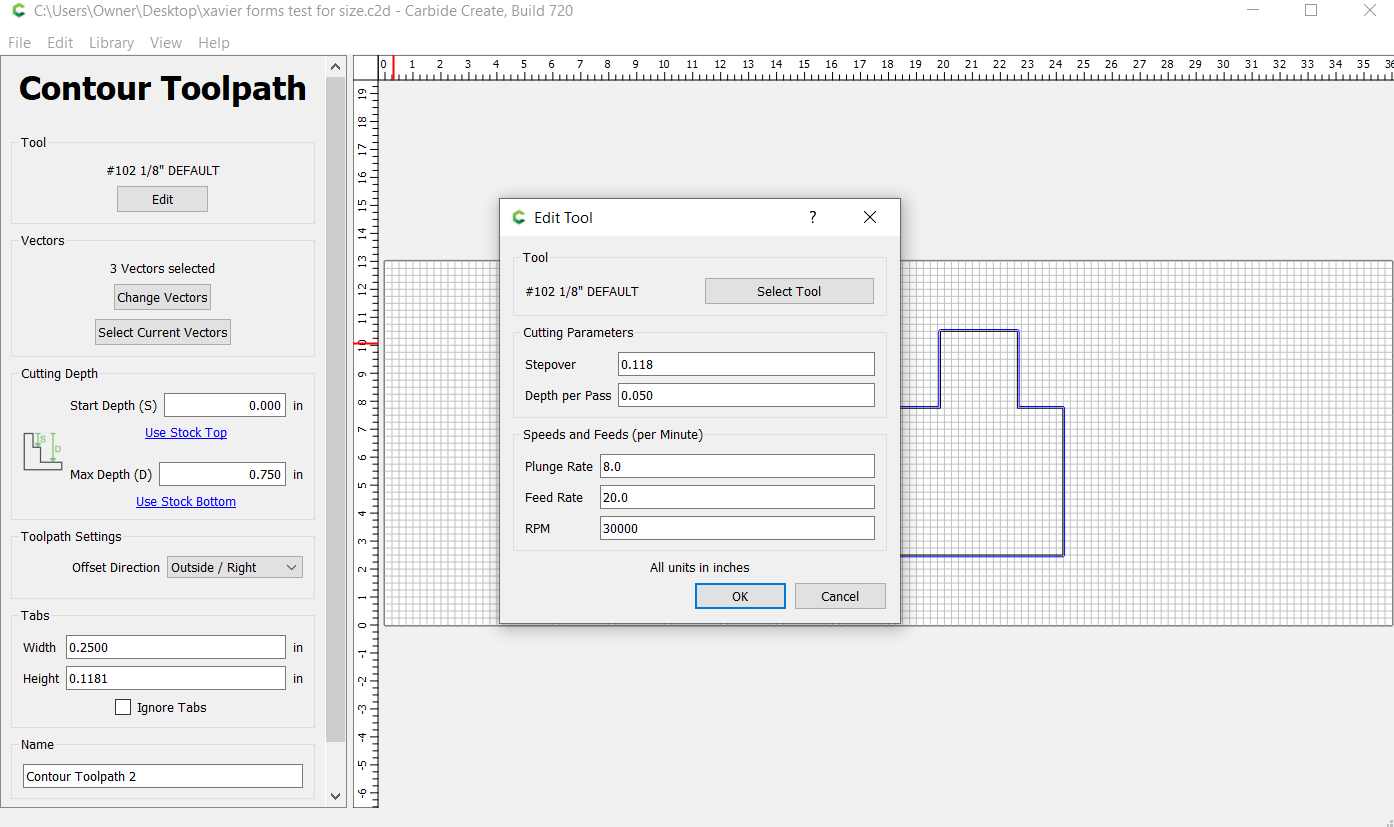
Hey all y’all! Thanks for all your help on my previous questions. I’m looking for optimized speed and feed for some very basic shapes I need to completely cut out of MDF with a 1/8" endmill. I cut these three out and it took an hour and fifteen minutes which seemed very long. I’ve got 15 of these to cut out and don’t have 5 hours to sit with the machine I don’t wanna overdo it and hurt the machine. I’ve attached the images of my setup so far and what the shapes look like. They’re the grid is set up for 1/4".
I have a 1/8" compression bit and run
0.158" depth
75 ipm feed
I change the depth so that it doesn’t do more that 5 total passes.
These pieces should cut out in minutes not hours.
The 1/8" bit does not have a .75" cutting capability it only has .5" and your cut depth is .75" The 1/8" bit may not be the best choice for your cut outs. Is the cutout part what you want or the female void what you want from your project? If the cutout part is what you want then try like a #251 down cut. Now the image that I can see above that has the inside square corners will have rounded corners by the “head”. You could clean that up with a chisel if it requires sharp corners.
If you require the 1/8" bit then the only way to increase the speed is to change the cutting parameters. You can deepen the depth of cut and increase the IPM and plunge rate. The 1/8" bit is fairly rugged but if you get too aggressive you may break the bit. Since you are cutting MDF I think you could safely almost double the cutting parameters.
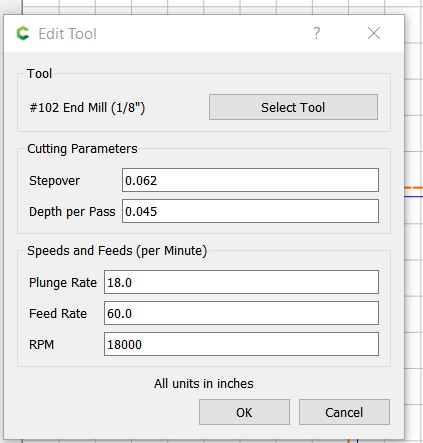
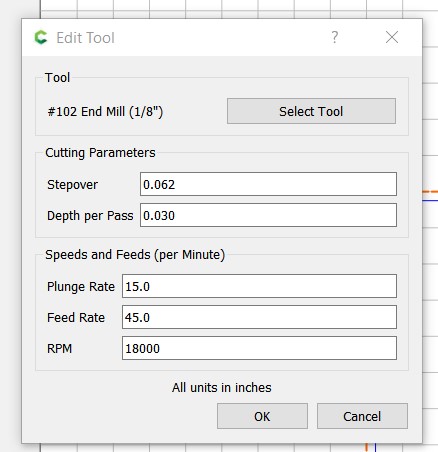
I drew a square in v7 and did a contour and I have different parameters than you. I chose the softwood #102.
Here is the #102 in Hardwood
’’
Even the Hardwood #102 has more aggressive cutting parameters than your tool. Which #102 are you choosing?

 ’’
’’