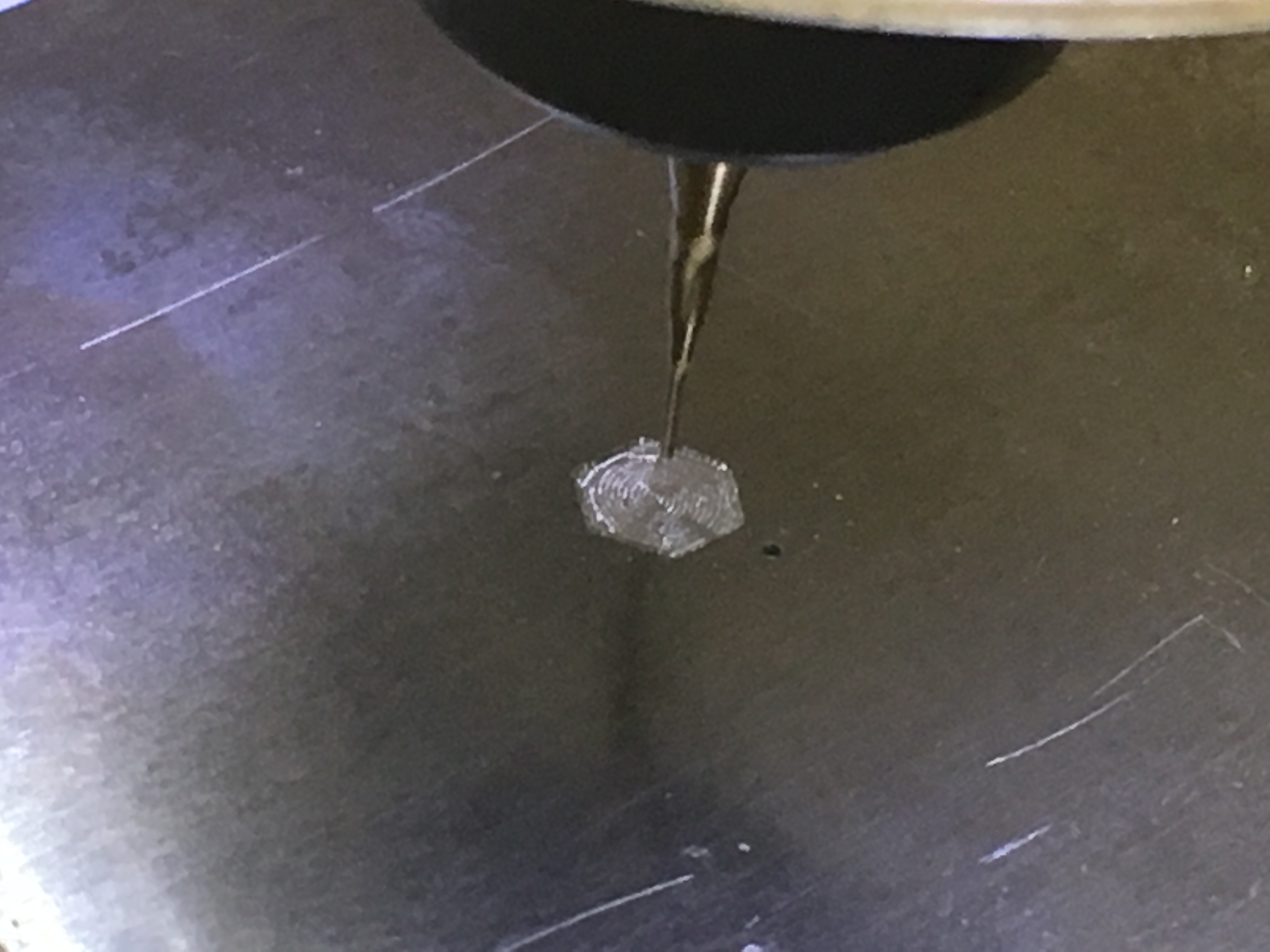
Am I a complete fool thinking that I could use these micro bits (0.5, 1.0 mm) with the DeWalt router?
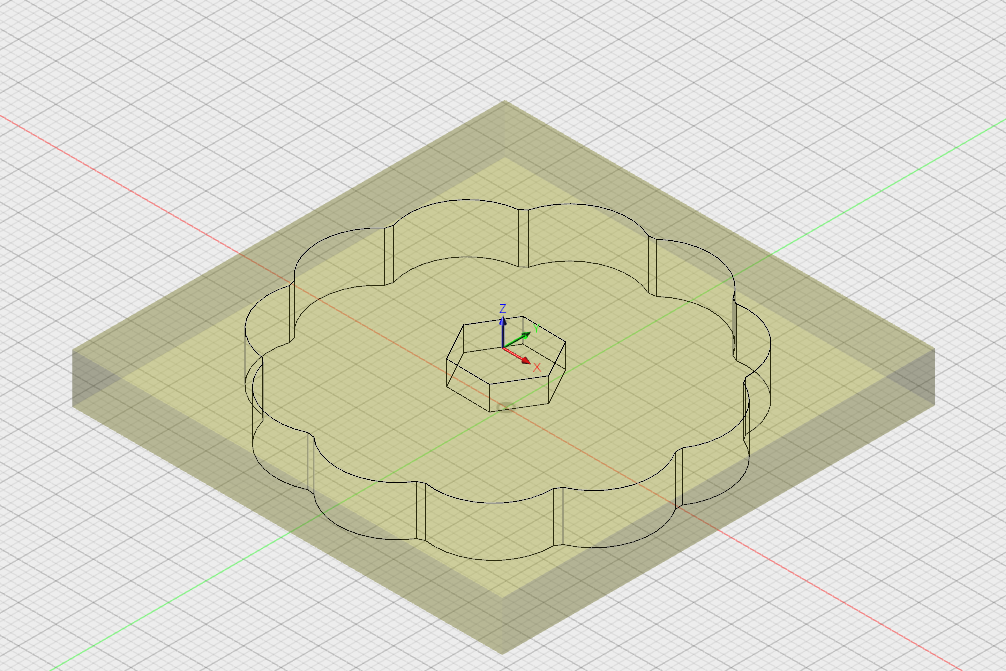
My goal is to create the following object which is 20 mm across and 3 mm thick, out of aluminum 6061 stock
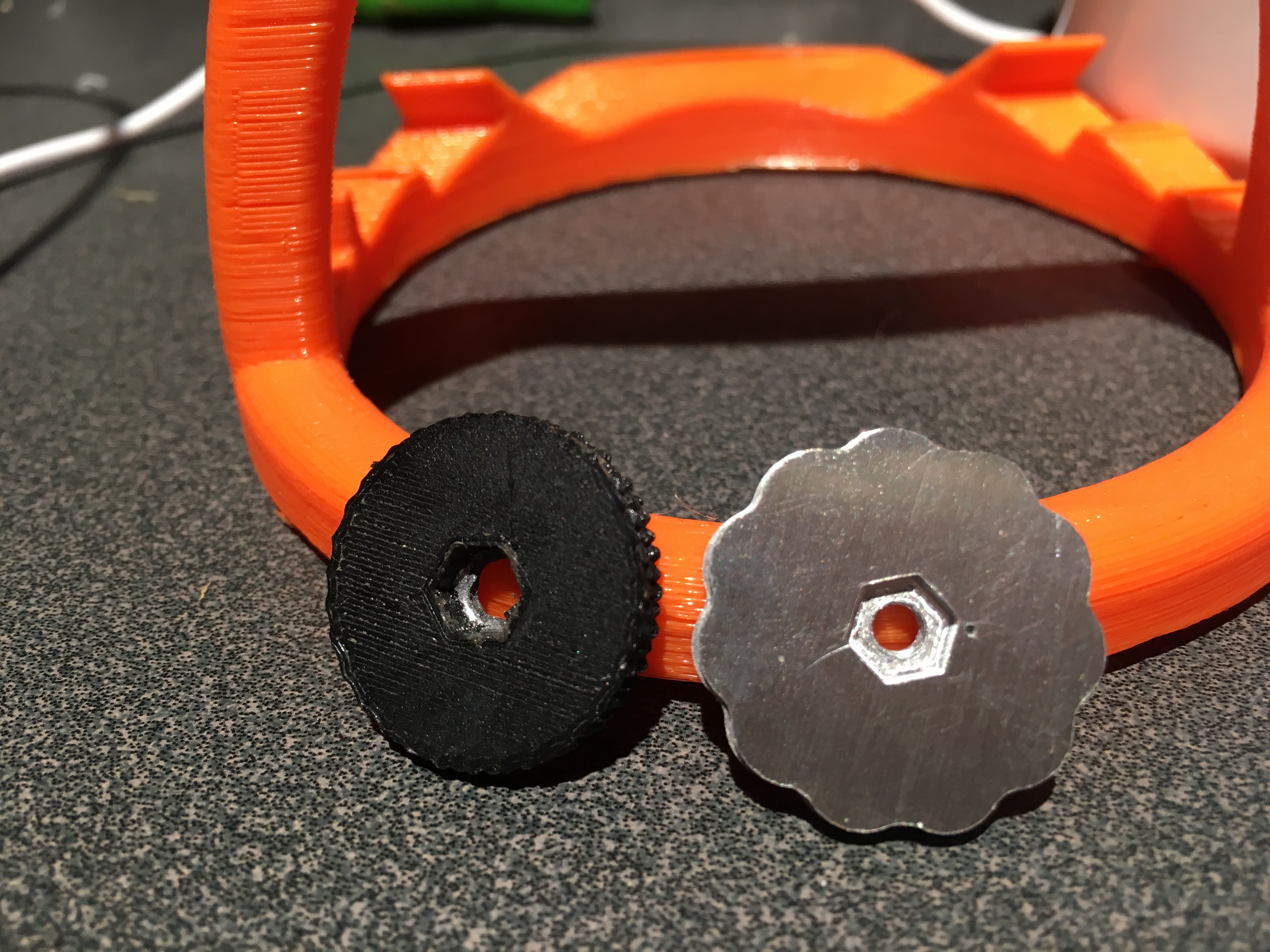
There is also an hexagonal slot for a M3 nut.
What are you feeds and speeds? Are those diamond cut carbide burrs? I have not used those for metal. I use mine only for cutting FR1 and FR4 circuit boards.
EDIT: I don’t cut aluminum, but I use bits from 0.2500" down to 0.0110" in exotic hard woods and plastics. I know, not the same as aluminum, but it’s the only info I can give you.
Yes, you should be able to use such delicate endmills (EDIT: if they’re good quality) — but possibly not with the stock collet, and rather than our precision collet — see:
If you use proper end mills suited for the metal (not just some cheap Chinese generic), and follow their recommended speeds and feeds, AND use a proper coolant to clear, cool and lube the cutter, you will be fine. I use small cutters/drills all the time.
Those “gold” mills on the left look suspiciously like the sets they sell on AMZ for $15 or so… spoiler: they’re garbage (ask how I know this). You should be able to get quality 1/32" solid carbide end mills with a 1/8" shank from C3D. “Drillman1” is a seller on ebay who I (and others) have had excellent luck with.
Can you do it in multiple passes? I’ve been keeping my 1/8" bits to milling 3mm each pass in wood so, smaller bit in metal I’d keep it shallow and do multiple passes if possible.