Carbide Motion 618, SO5 4x2
Trying to make a pocket with 1/4" radius. The sides of pocket come out as expected but the corners come out dog bone shaped.
Is this a machine problem, software problem, grbl problem?
Could you post the file by any chance?
1 Like
Post a link to the Fusion 360 project?
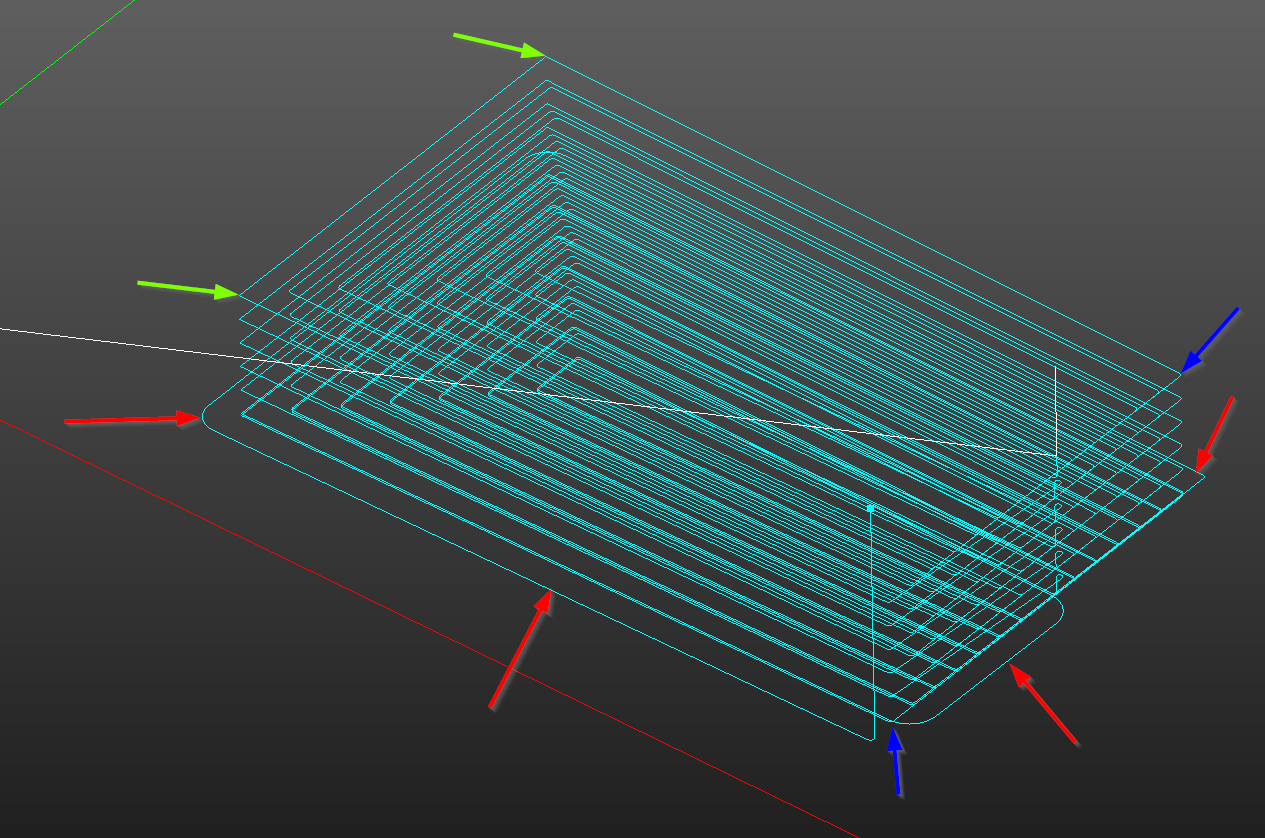
Not sure what’s going on here. You have some strange moves on the bottom layer (Red Arrows)
And the left end has sharp corners (Green), and the right end has small radiused corners (Blue)
But there is no dog-bones in the path.
I would suspect that you are digging in to the corners & creating too much force on the cutter causing the dog-bones from cutter/spindle deflection. Looks like you have about 0.100+ for your depth of cut. Maybe try a test with a much smaller depth (0.020 - 0.025?) and see if the deflection is smaller or eliminated.
But first identify & get rid of the weird moves on the bottom layer.
The ones you marked in red are probably the finish path, Biting off more than the machine can chew.
1 Like
If so, it’s not doing a complete pass all the way around. It goes around 3 sides, and then partially outiside of the right end. Unless that’s the shape of the geometry, rather than a simple rectangle???
(Or it’s open at that end???)



DOC is 0.100". Cutting MDF. All moves created by Fusion 360 cam.
I thought my SO5 could handle MDF at 0.1 doc.
.625" deep at 0.025" doc will take all day. I’ll cut it in half and see what happens.
Thanks for the input.
If Steve was right, and you have a finish pass that’s taking 0.125 WOC at full depth, then just change the amount the finish cut is taking to something smaller.
1 Like
I suspect your workpiece isn’t secured well and is shifting at the moment of direction change.
More likely it’s just how the cutting forces are applied to that material at that corner due to the toolpaths.
In my experience, the best way to address this sort of thing is to leave a roughing clearance and make a finishing pass, but I have no idea on how one would do that in Fusion 360.
In the spirit of “Customer Service”, I think Rob and Kevin need to up your game and provide you with a subscription to Fusion360.
2 Likes
That cut was with a 0.01" finishing pass.
I tightened all screws per S5 Movement guide pdf.
My Kreg 64x44 workbench with 3/4" plywood top and 2 2x4 braces, seems to shake quite a lot with movement direction changes. Do you think that could be a problem?
My liver wouldn’t be able to take the drinking I’d need to do to be able to put up with having anything to do with Autodesk again. I’d sooner quit.
In 2d contour, there is a box to check to “Repeat Finishing Pass”. Do you use that?
I haven’t tried Repeat Finishing Pass. According to F360 it only cleans up minor tool marks.
As you can see, I’m no Fusion 360 or cnc router expert. I’ll give it a try.
Thanks
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.