I am experiencing an issue with a few consecutive projects that I’m sure I understand what the problem could be. If you look at the attached photos you can see that with these coasters have ragged/rough edges on the tops only. All the edges are smooth. Does anyone have any idea as to what the problem might be? I’m using an Amana bit 46625-K, downcut 2 flute .125 bit.
I assume that the tops of the coaster the gantry is moving in the X direction. I would think you have a mechanical problem. The line is straight on the bottom but at the top it is crooked. Is it possible you have a bad belt or depending on what type of Z you have maybe you are losing steps. Post your file and gcode and maybe we can figure this out. It could be the feeds and speeds or the type of bit. It is possible to be a mechanical but why only on the top and not accross the bottom. Of course the direction on the bottom is most like the opposite. On the top the direction would run left to right and on the bottom right to left. It is possible your depth of cut is pulling the work into the bit or pulling the bit into the work. Are there any tabs you have sanded off or what method are you securing your work down.
Adding to Guy’s and Jeff’s answers, I would think: loose v-wheel and it only shows on the top parts because when the cutter moves there, it’s going in a different direction than when it is cutting the bottom parts, and maybe the mechanical defect is not behaving the same in each direction. The top of the “S” has it too.
Anyways, inspect every single v-wheel (including the 4 ones in the Z if you had a belt-driven Z axis), they should be just tight enough that they cannot spin freely.
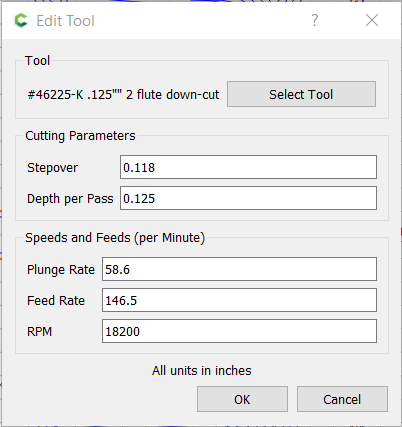
Thanks all. I will certainly check the mechanics. I am uploading create file and gcode for review. Honestly I’m not really good with judging feeds and speeds yet and I purchased a download of feeds and speeds specifically for Amana bits for Shapeoko from a guy on Etsy. I have run this project before with out issues using the bit speeds for the .125 bit that is preloaded into CC although using a generic bit. The project came out fine numerous times but with those F&S the project took nearly 45 minutes. With this tool and F&S it takes less than 5.
Here is a comparison of the #102 Tool with the Carbide3d recommended feeds and speeds and your Amana bit you have set in the job for the cutout.
Feed Rates
102
Amana
Step Over
0.118
0.118
Depth of Cut
0.05
0.125
Plunge Rate
8
58.6
7.25 Times Higher
Feed Rate
20
146.5
7.3 Times Higher
RPM
10K
18.2K
RPM Good
The feed and speeds set for your Amana as you can see are quite high compared to a #102. I think you are drawing the bit into the wood on the left to right pass. I do not use the Amana bits but they seem quite high compared to a 102. The two bits are not exactly alike but both are .125 1/8"
For routers t he rules of thumb is never more than 50% of width for depth of cut. On a CNC it usually quite a bit smaller depth of cut as with the #102 it is 0.050" and you are cutting 0.125" depth of cut. A 1/8 inch bit cannot take that without having problems and I think you see the problem. Plus you very high speed your bit and/or work is chattering.
I would try to edit the tool in the tool path and change your feeds and speeds by 50% or less and try again. As you said you ran this before with no problem and now with the Amana you are having problems.
I think the mechanical defect is behaving differently in different directions because the v-wheels for the X-axis are loose and in one direction the cutting force is adding to the way gravity wants to go anyway so things hold firm, but the other direction of cut the cutting force is against gravity and can cause movement by lifting the axis. Or, like everyone else says, check the v-wheels!
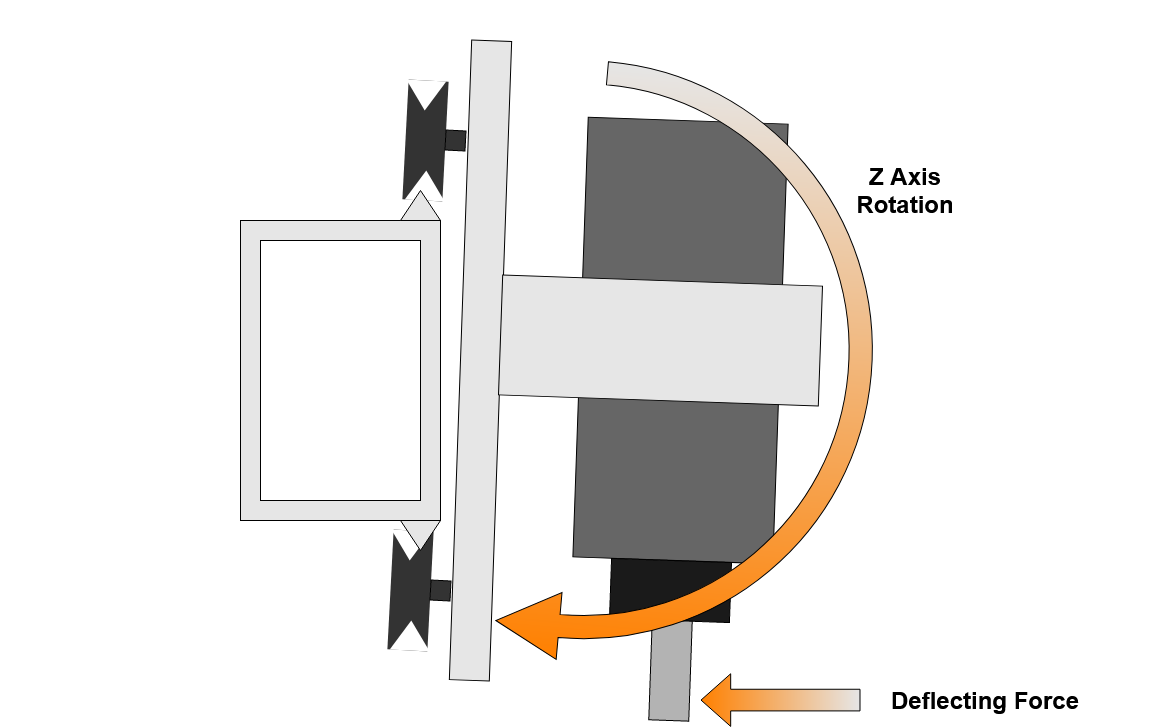
The nodding deflection on the Z is asymmetric because it’s a coupled forward / backward and up / down so the weight of the spindle & Z assembly tends to hold it down and back.
This tends to mean that when the cutter pulls into the workpiece during the cut it moves forward & up more easily giving these sorts of wiggles. I would expect to be able to see the Z waggling about given the size of these errors on the part.
As others have said, wobbly V wheels, first check the Z axis V wheels and then do the Y plates as well.
I would grab the collet and pull forward a little, you only need a few pounds not gorilla strength and watch carefully to see what moves, does the Z carriage move but the X beam stays still? Or does the whole X beam rotate and the Y plates move against the Y rails?
So I used a little bit of advice from column A (adjust F&S settings) and column B (check mechanics) and now everything seems to be working out fine. Thanks for the assistance.