This has been posted about before, but those threads are now closed.
(I am running Build 640 for Mac)
I’ve been using the ramping option cutting aluminium. I have to say that it’s a great option and I always cringed when the cutter plunged (0.2mm) into the stock.
But is there any reason why the ramping tool path for pockets starts at full retract height? I am milling into Tee-shaped extrusion so the retract has to be about 20mm above the flat stock so it’s quite a journey before any cutting happens.
(The contouring tool path behaves as I would expect)
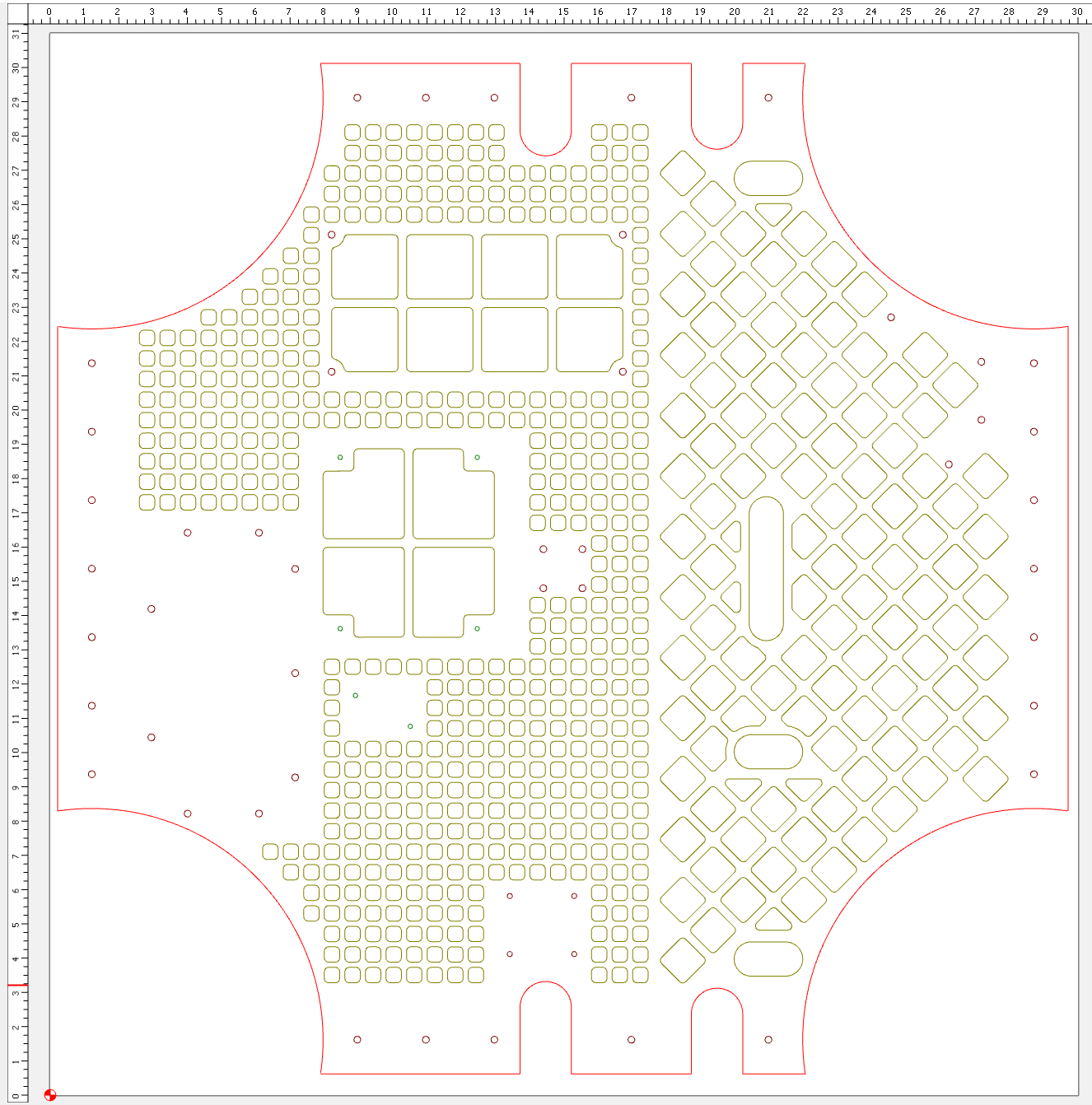
I would like to second this request! I’ve been cutting a lot of aluminum sheet metal (0.080") with pocket operations to create a panel with a grid pattern. Even using a 5 deg ramp and reducing my clearance to 0.25", the ramp down to the surface cumulatively can add an hour to my cut time (already at 5 hours). Ideally I would like to plunge to a defined height above the surface before starting the ramp.
I believe this issue was addressed for CC v8 - possibly in later v7 builds. The ramping code had a flaw in which it would start the ramping from way too high up instead of the retract height. I suggest trying the latest CC version out - just be aware that significant changes from version 6 to 8 have been made & you may not be able to use/load v6 files directly in v8. But you can have both versions installed on your design system. CC v8 will not overwrite the v6 installation.
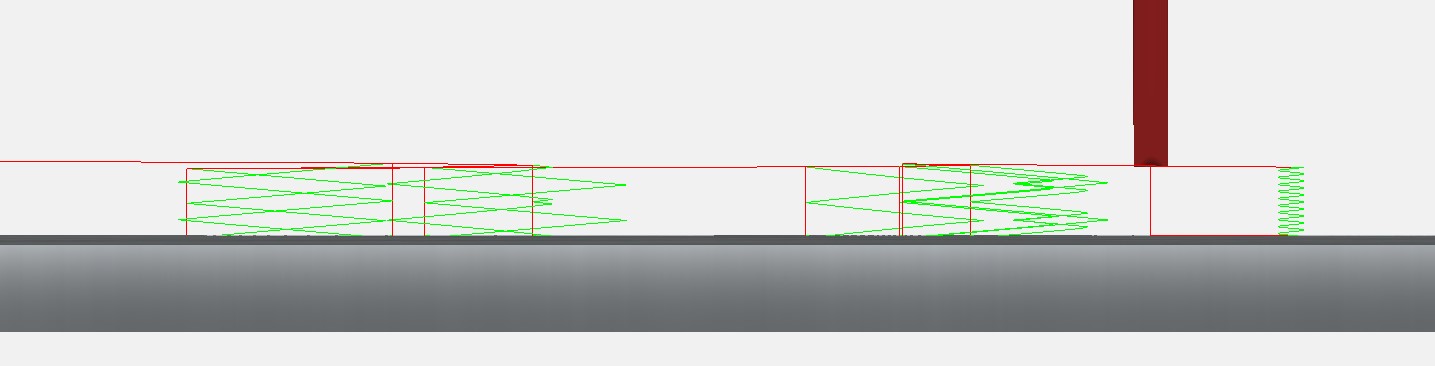
Even starting at the retract height is too high… but just to check, I loaded up the latest beta release (2025-01-15) and as you can see in the attached image, the ramping still begins at the retract height. Ideally, it should plunge closer to the surface before ramping.
But you can set the retract height much closer than 0.25" to start just above the stock surface. Previous versions did not consistently start from retract height.
I often use a retract height of 0.75mm if I know the stock material is really flat & consistent.
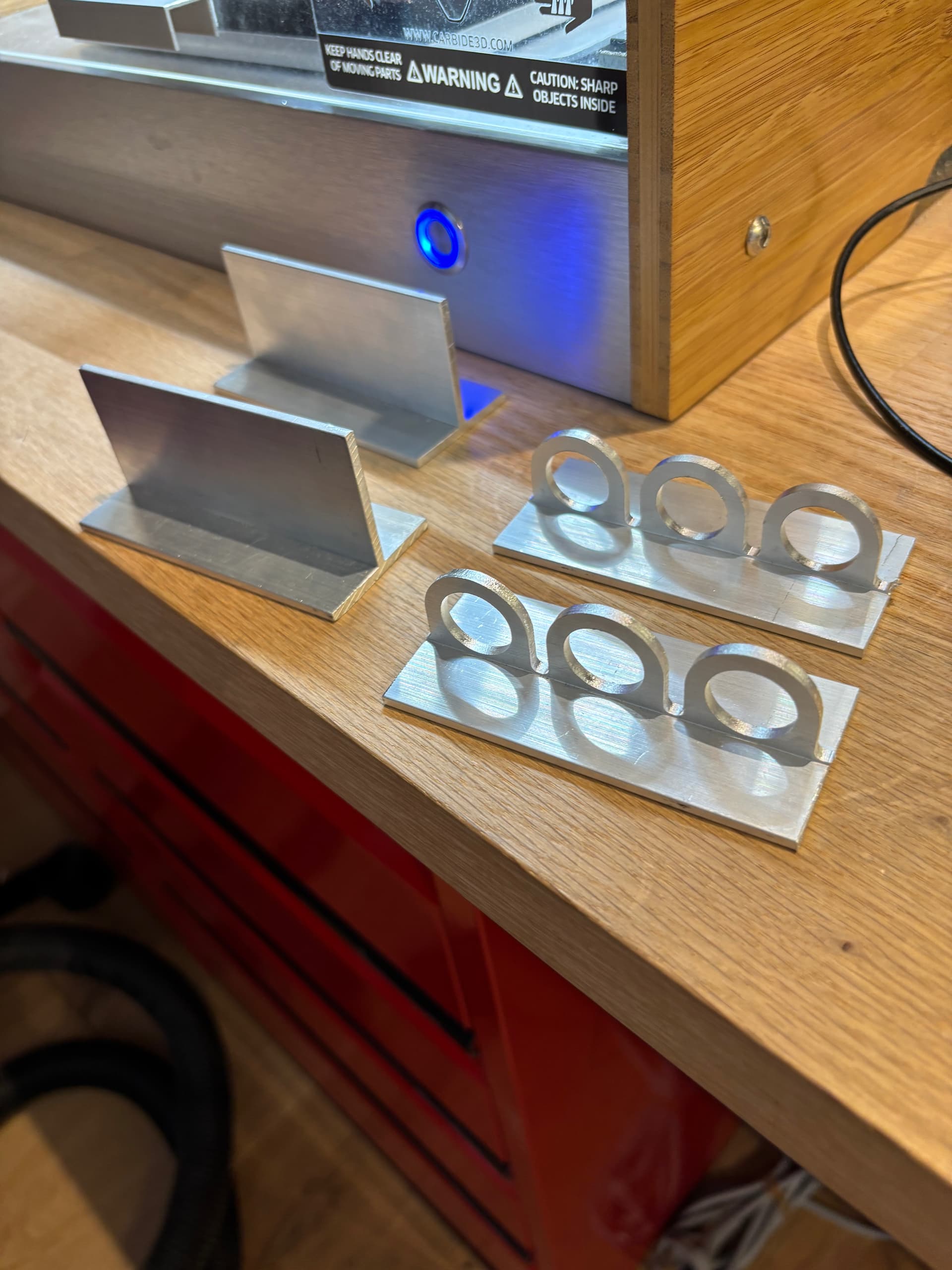
This picture shows why I need to set the retract height set so high in this case.
I’m making little “pad eyes” from extruded Tee-section. The picture shows what they look like after the first set of machine operations. In the next set of operations, the machined profiles are put “tab down” into the vice and the base is further machined and then sectioned into individual parts.
But to get this far I had to ensure that the cutter clears the roughly 20mm from the side of the base that is sticking up, opposing the side of the base that is clamped into the vice. I hope that makes sense.
Yup, makes perfect sense - kinda figured you probably have a non-typical stock setup.
Unfortunately CC doesn’t have parameters for working around that more efficiently. Only way I could see improving it would be to manually edit the G-code from CC. Locate a position in the spiral ramp to XY & then Z-jog down to & then let it start the spiral from there. Use a G-code simulator to look at the changes made before doing air-cut test runs.