I was cutting a couple of simple circles out of 3mm fiberboard that needed a row of holes 1/2" in from the outside. I set up an array and used the drill option for my toolpath, created the
gcode.
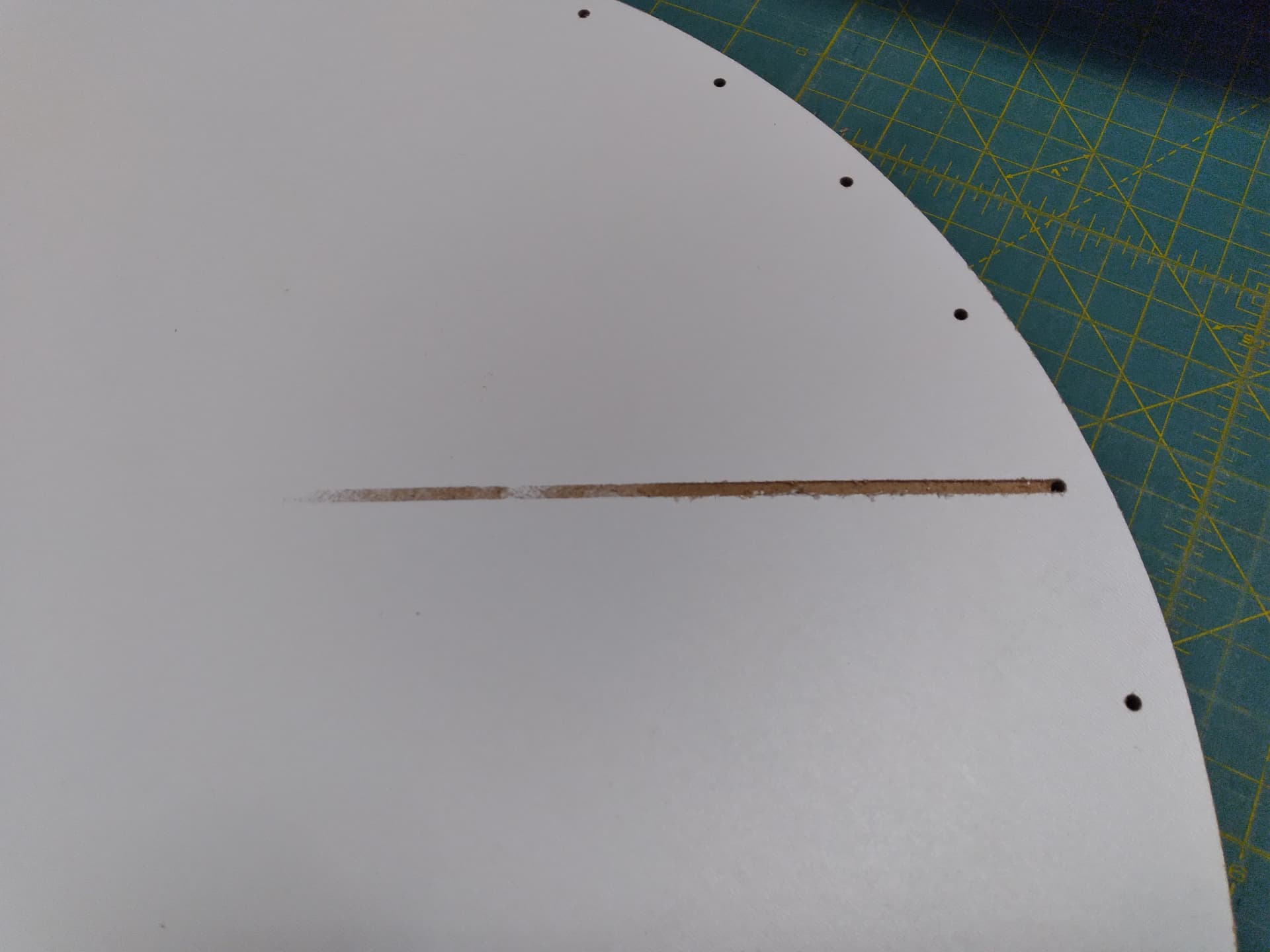
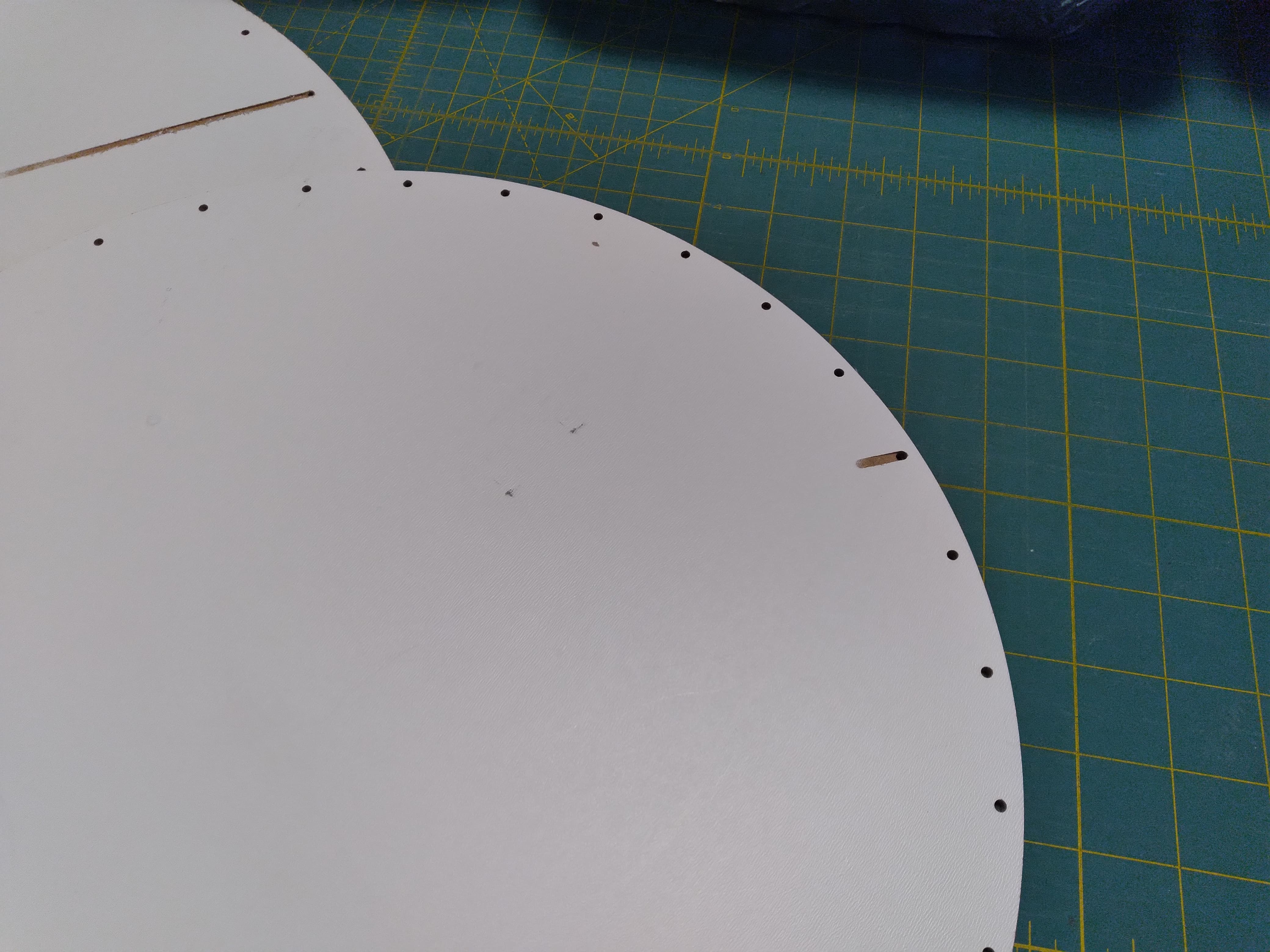
When I ran the program the router traveled approx 12" towards the start but then began to “ramp” down as it got close to the first hole leaving a 6" scar. All the other holes were drilled just fine.
It happened on all four pieces but only on the first hole of each circle even though they were 4 different files.
I checked the settings and it doesn’t look like there is a ramp.
Is there any where to change this or have I just missed something?
Checked my retract height (12mm) and stock thickness (3mm) so all is good there. Spoil board was just surfaced but it’s possible the fiberboard wasn’t 100% flat.
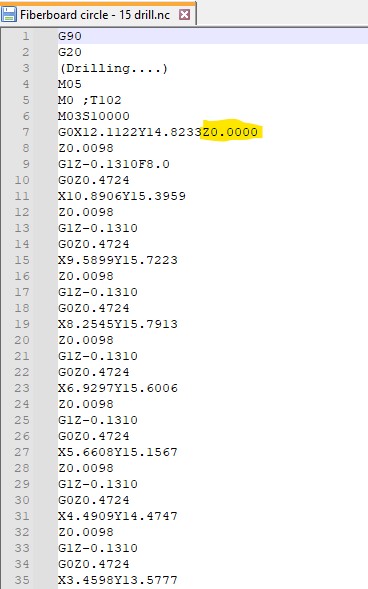
It appears that when using the drill toolpath CC wants to start the bit at Z0.000 .As soon as I hit run job, Z slowly moves from the retract height 12mm to 0.00mm and as the fiberboard wasn’t 100% flat it ended up cutting into the stock as it approached the first hole location.
Doesn’t make any sense to me, I’d have thought it would move to the first hole before it started drilling or moved the the retract height as an alternative…
I’m glad I was using a scrap piece of wood!
That Z0.0000 you have highlighted should be Z0.4724 (Retract Height).
You could edit it, or delete the Z from that line altogether since it rapids down, then feeds down in the next 2 lines.
I’m not seeing this problem in newer version of CC (764).
I deleted it from the code and it ran fine. Now I’m aware of the glitch I can work around it easily enough.
Thanks for checking with the latest version, I’m using gSender so have to stick with V6 for the time being.
If you are logged in using an e-mail address which is a member of the “Owners” group here on the forum — this seems to happen automatically for folks who buy new machines.