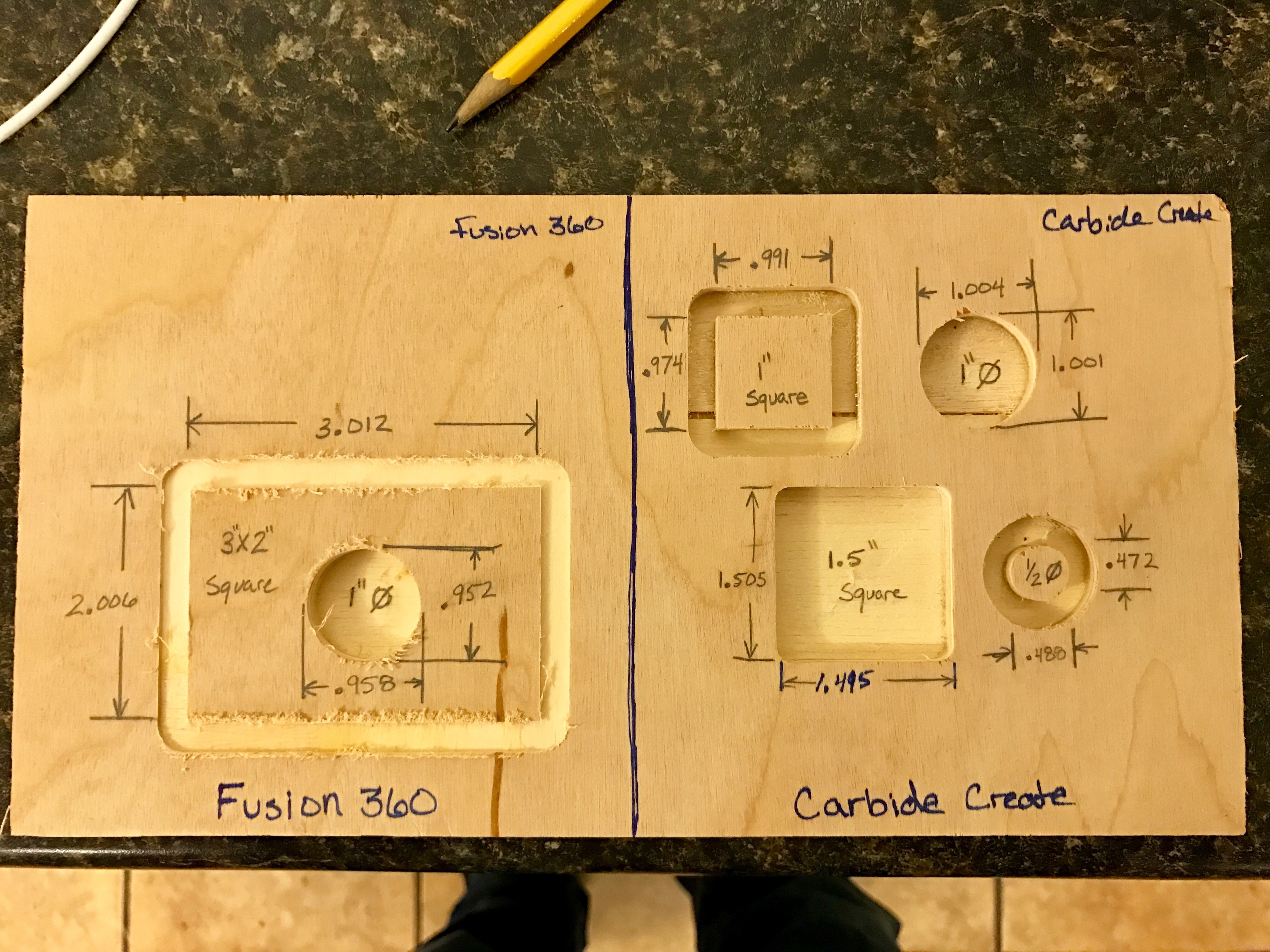
I am attaching a picture of some simple shapes I tested this evening. I tried them post processing with Carbide Create and Fusion 360…I am getting great precision at times and then it will be off quite a bit other times. Here is the picture of the shapes labeled what they are supposed to be and then dimensioned at what they actually are. Each side is one Job/Setup in each program. I seem to have the most problems with circles being too small.
Ok, first off, I’ve re-tightened all belts, and checked all set screws and still having issues.
Assuming you’ve got the machine electro-mechanically sound and have calibrated it for belt stretch the usual way to diagnose this sort of thing is to cut a circle-diamond-square — mark it as to orientation when cutting, then determine what aspect of the machine is flexing or giving way.
http://docs.carbide3d.com/article/42-how-to-calibrate-the-machine-for-belt-stretch
http://www.shapeoko.com/wiki/index.php/Calibration_and_Squaring_the_Machine#Diagnosis
One possibility is climb vs. conventional milling — might help to cut the profiles as pockets where possible, leaving a roughing clearance on the finished portion of the cut, then make a finishing pass.
Will:
I did do a finishing pass on the circle cut with the grbl from fusion 360. I had previously read the article about calibrating for belt stretch before I posted this question, but I was thrown off because the error in the final cut is not consistent. Some of them are perfect and others are pretty far off along the same axis…Should I still go ahead and do the 3 circles at a 90degree angle? And is it just literally boring 3 holes? Or do I need to make larger circle pockets?
AIUI, there are several things in play here:
- how much the belts have stretched — the calibration technique allows one to correct for that
- how much the endmill, spindle, carriage and gantry are pulled/pushed away from plumb / square
- how much runout the spindle / endmill have
Precision has to start somewhere, so we begin w/ a flat base, and a machine assembled square and plumb to that. Then we adjust for the belts, then we work out everything else.
The big thing is not to get in a situation where you’re chasing your tail — set up your tests / changes so that you measure and correct one thing at a time, then move on to the next.