I posted this on another forum but I figured some people here would think it is cool and I wanted to share. I made all the small parts out of aluminum plate on my Shapeoko before moving to laser cut sheet metal. I have shown or talked about my work CNC machine a few times on here and this is the next iteration of it.

I have been working on an enclosed retracting ATC magazine since about July of 2023. I completed it in August of last year and I have done somewhere around 10,000 tool changes with it.

For some background, I have been running some version of an ATC on my machine since I first bought it in January of 2020. It first used an exposed rack on the left side of the machine to hold tools. It worked but I constantly had to worry about dust getting on the tool tapers an causing ejection failures. I had one failure nearly cost me a spindle so I decided to make something better after only a couple months. My second iteration was a disk of tools in a small enclosure with a door:

It worked reasonably well but it was expensive and bulky. It cost me about $4,000.00 in parts to make. There was a bunch of electronics, a couple servos, an expensive gearbox, fancy bearings and a few sensors. It needed 4 outputs and 3 inputs to work which meant I needed to expand my controller and I eventually switched to LinuxCNC. We used this for a couple years with few issues. I didn’t love it though and I wanted to reduce the complexity and size. I also thought I had an idea that could be sold if I could make it simple enough. I didn’t end up deciding to sell this because CNCDepot stopped offering the plug and play kit for Avid machines (probably because they are the OEM for Avid’s new ATC spindle) and I happened to still be in the beta group and browsing the forum when Avid published a post on here about their upcoming EX controller. I figured that they were going for ATC and I am just one guy and can’t compete with Avid. Oh well, I still got what I think is a great piece of equipment that is my most reliable iteration yet.
On my machine, the center-line of the spindle can reach a little bit more than an inch over the front edge of the machine. I had an idea one day that I could put a retracting magazine on the front that only required 1 output to work. I added another output and input to increase the reliability but they aren’t necessary. Here are some pictures:


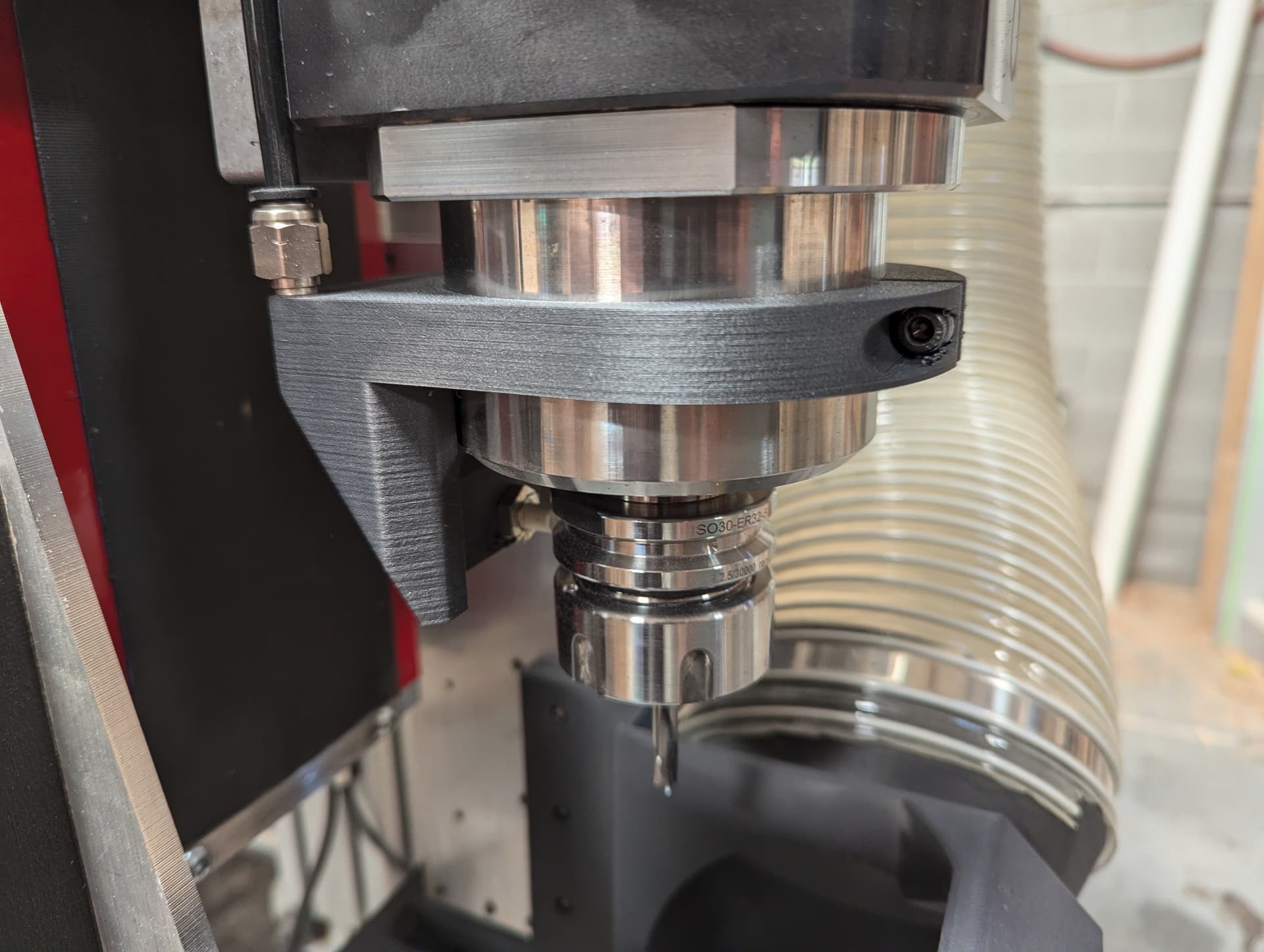

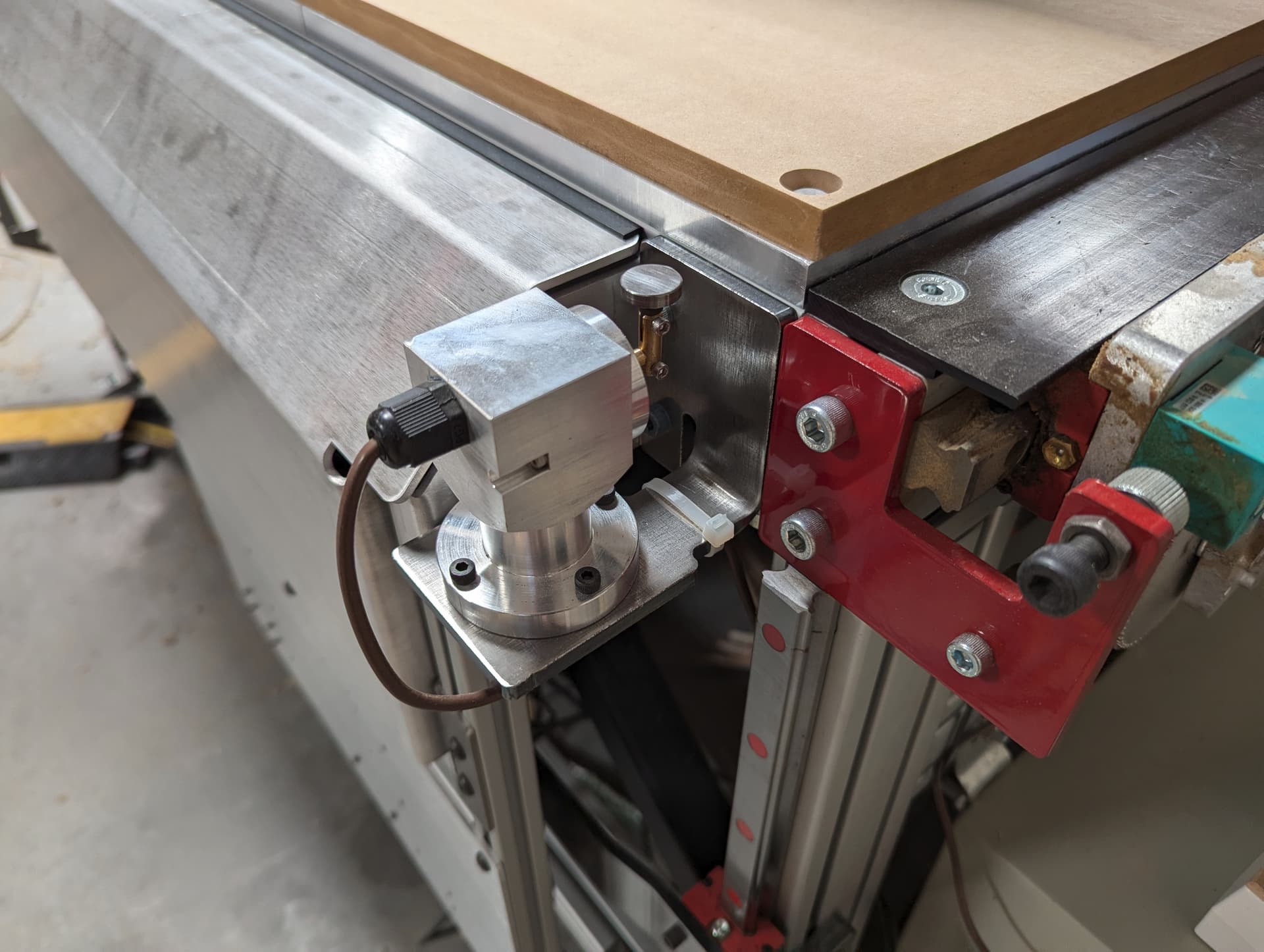
The whole thing is built from laser cut and bent parts, 80/20, a couple rails, 2 pneumatic cylinders, one inductive sensor and a couple solenoids. On my 5’ wide machine it can have up to 20 pockets (I am only using 18 right now). I use a pneumatically actuated z-axis independent dust shoe but this whole thing would work with a spindle nose mounted dust shoe if you reduced the number of tool pockets. The cover is mechanically linked to the magazine and the joints use dry bushings to make it last longer in a dusty environment. One solenoid actuates the magazine and the other is used to blow off the tool taper before picking one up. There is an inductive sensor mounted to the spindle nose to verify that a tool is present or not present when it should or shouldn’t be. The tools are held in a custom designed pocket that does not require perfect placement or motion control to pickup or put down. They can handle any reasonable length of tool less than 7/8" diameter or tools up to 1-1/2" diameter at a length of 2-1/2" or less. The pockets are mostly 3D printed and have held up extremely well to use. I put several of them through a stress test of 20,000 cycles and never saw any appreciable wear before we started using them. These 2 are still in the machine and working great. There is also a mount for a tool probe that holds it below the surface of my table to protect it. I think I went through about 15 design iterations in CAD and 2 hardware prototypes before landing on this final iteration. Not counting my time (at least 1000 hours for both the hardware and software design) I am into this development about $6,000. The final BOM cost is about $2,300 at a quantity of one. I imagine if I had pursued selling that I could have gotten it down further through bulk and a little more optimization.
My machine is running a customized version of the Probe Basic UI for LinuxCNC. Each tool pocket is numbered and can have any tool number assigned to it. This allows me to have tools setup in holders but not in the machine. The tool change macro is smart enough to know when a requested tool is not in the magazine and automatically move to the MTC location and ask you to insert the right tool.
Overall, I am quite happy and proud of this ATC design. It is definitely my best yet and has proven itself to be quite reliable over the last few months of use. It actually is about 20-30% faster tool change time than my last one which is a bonus.
I have an idea to do something similar with my Shapeoko and a custom enclosure. I may not end up doing it but if I do I will be sure to share it here.