I’m thinking of driving it with a new controller but for now I’m just going to run it as a manual indexer. (USB from laptop to drive it)
If it proves precise enough, I’ll go through the controller efforts for continuous 4th axis control.
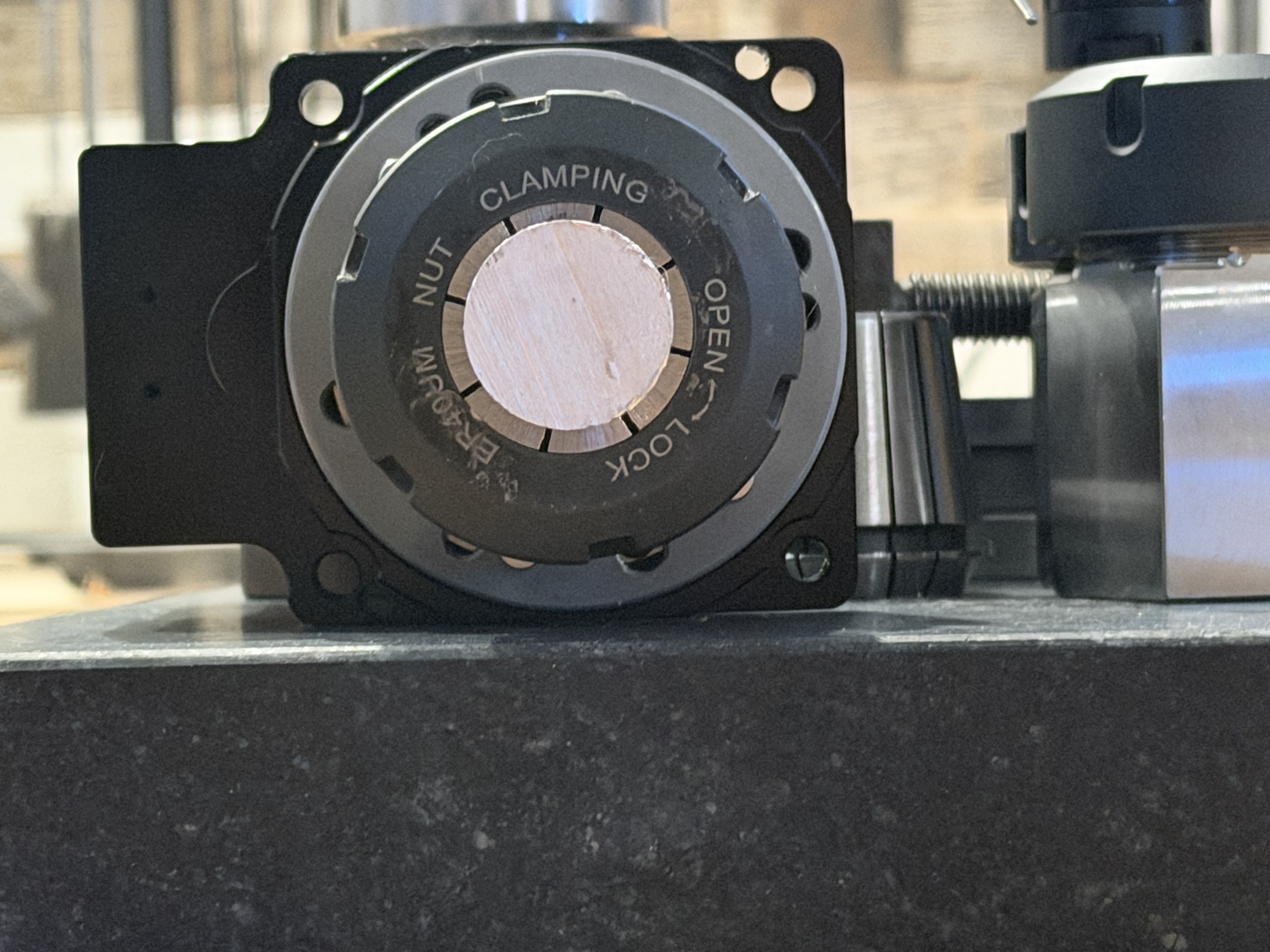
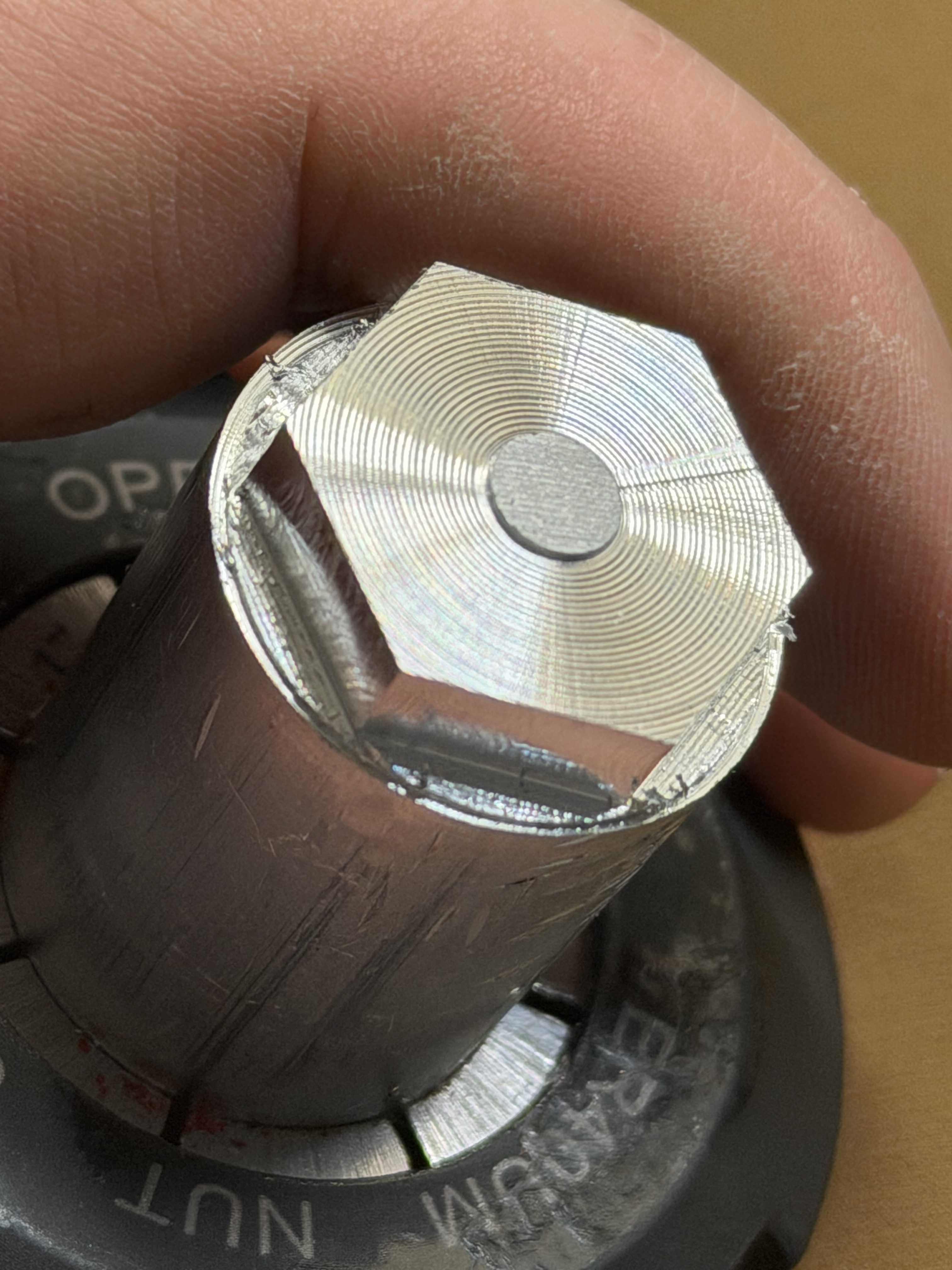
I want to run 1” bar stock on it so the ER40 was the best I could come up with. The driver is a little self contained all in one teknic clear path. Very nice with a price to match (not terrible for what it is but most folks could get away with much less…I just wanted to use this as a test case for evaluating other uses)
That looks great, @HeuristicBishop ! So that is 1" stock you’re demo-ing?
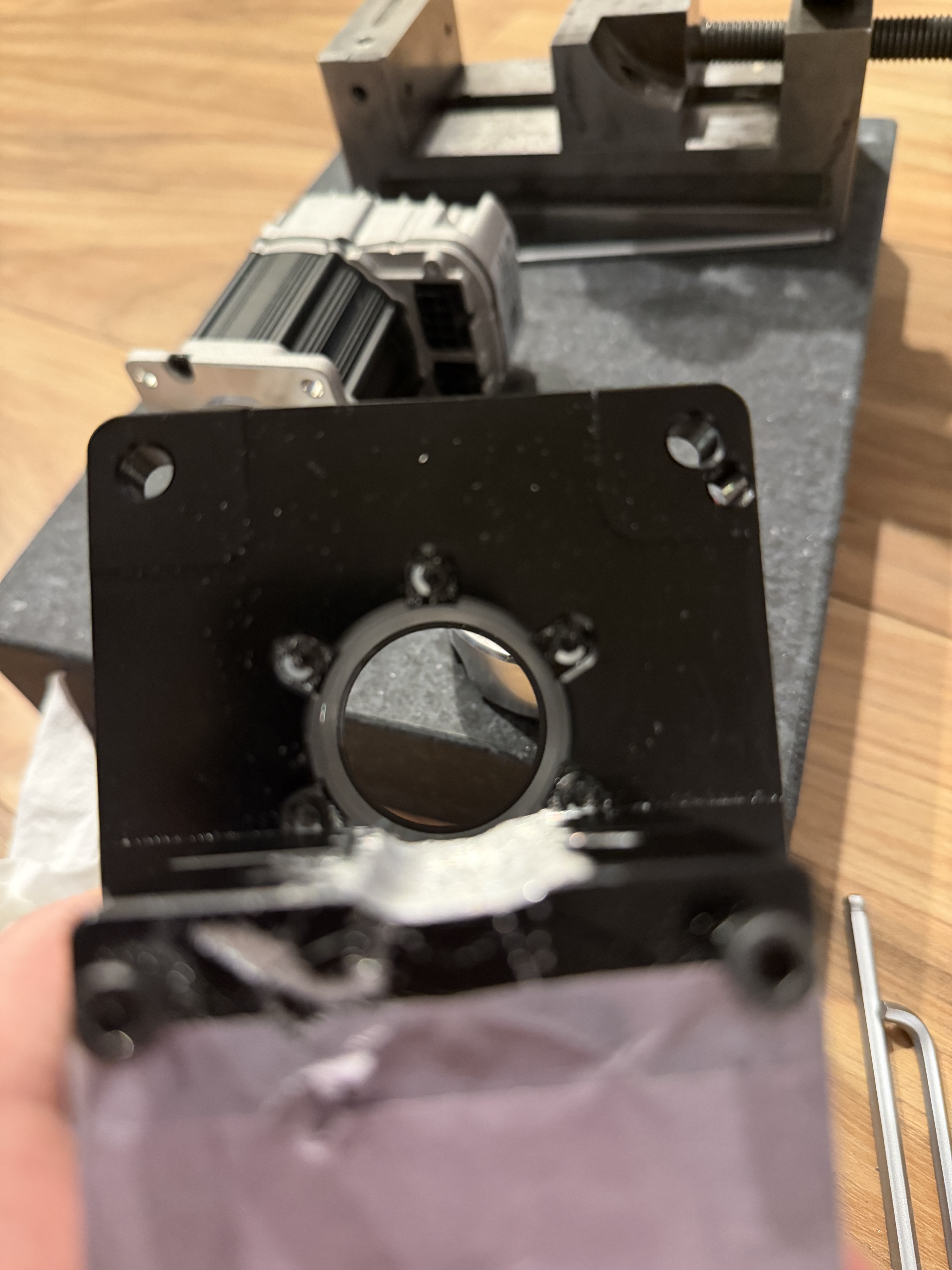
Can you mount the device as shown in the third photo–i.e. does the mounting flange clear the chuck baseplate? I’m guessing so because it doesn’t look rocked up on the surface plate…
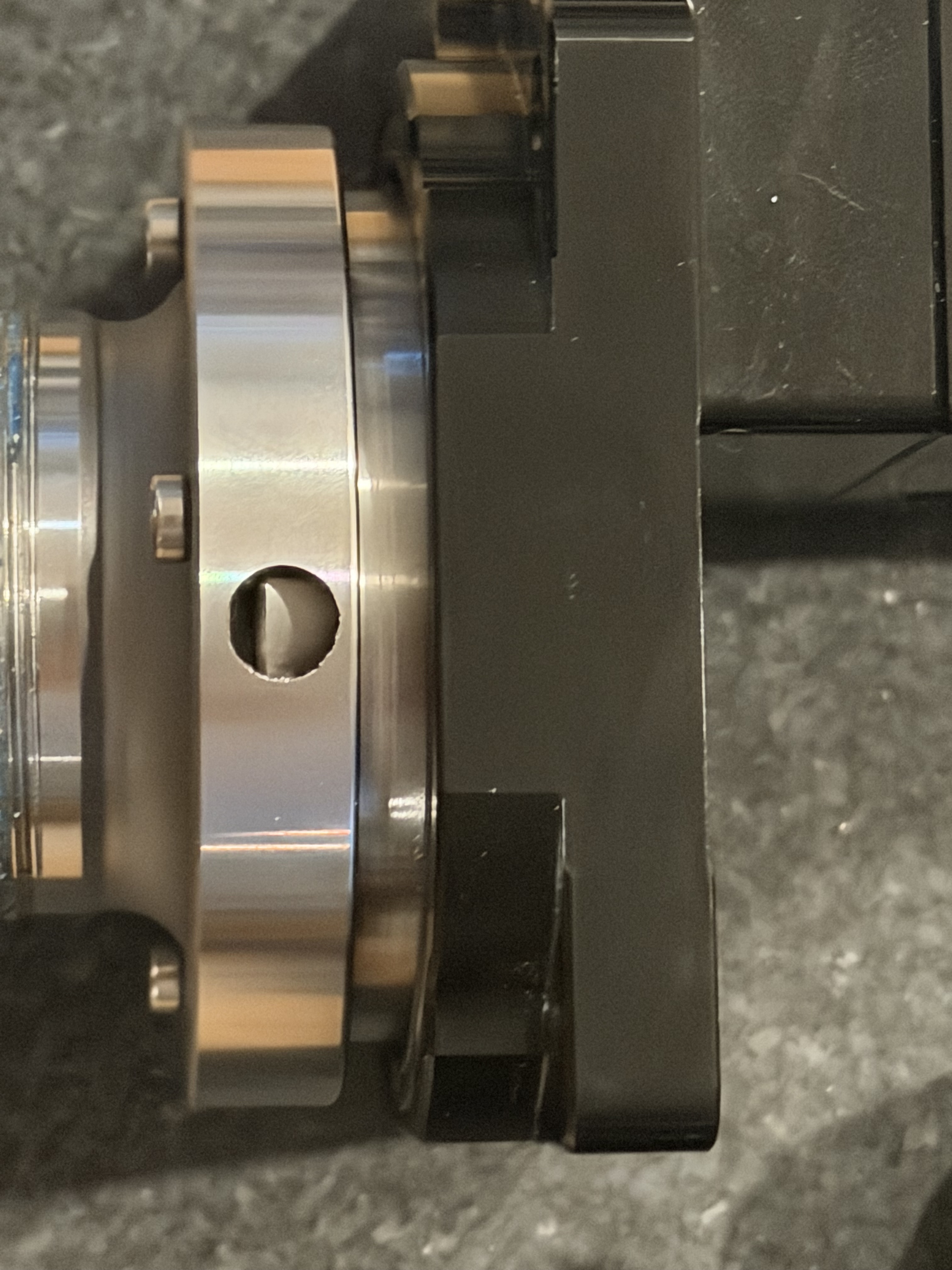
I’ll have to get clever with the auto homing though. Probably a magnet mounted somewhere like the hole that’s no longer necessary. Hall effect for homing sensor
And I’ll be making a base plate to ensure alignment with the y axis of the machine. Given the SMW locating pins with the SMW base plate, it should be trivial to make something reasonably accurate and repeatable. In theory
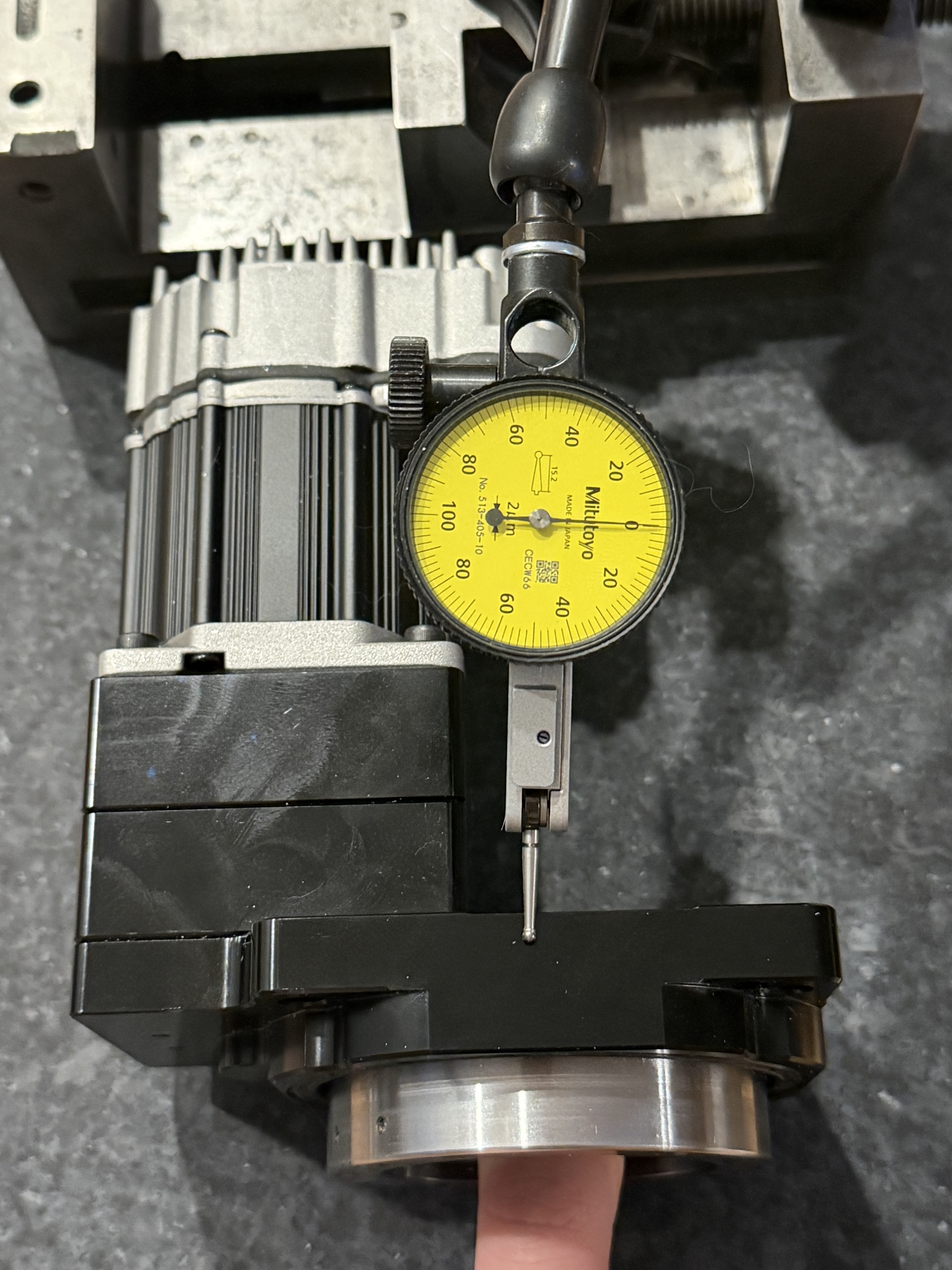
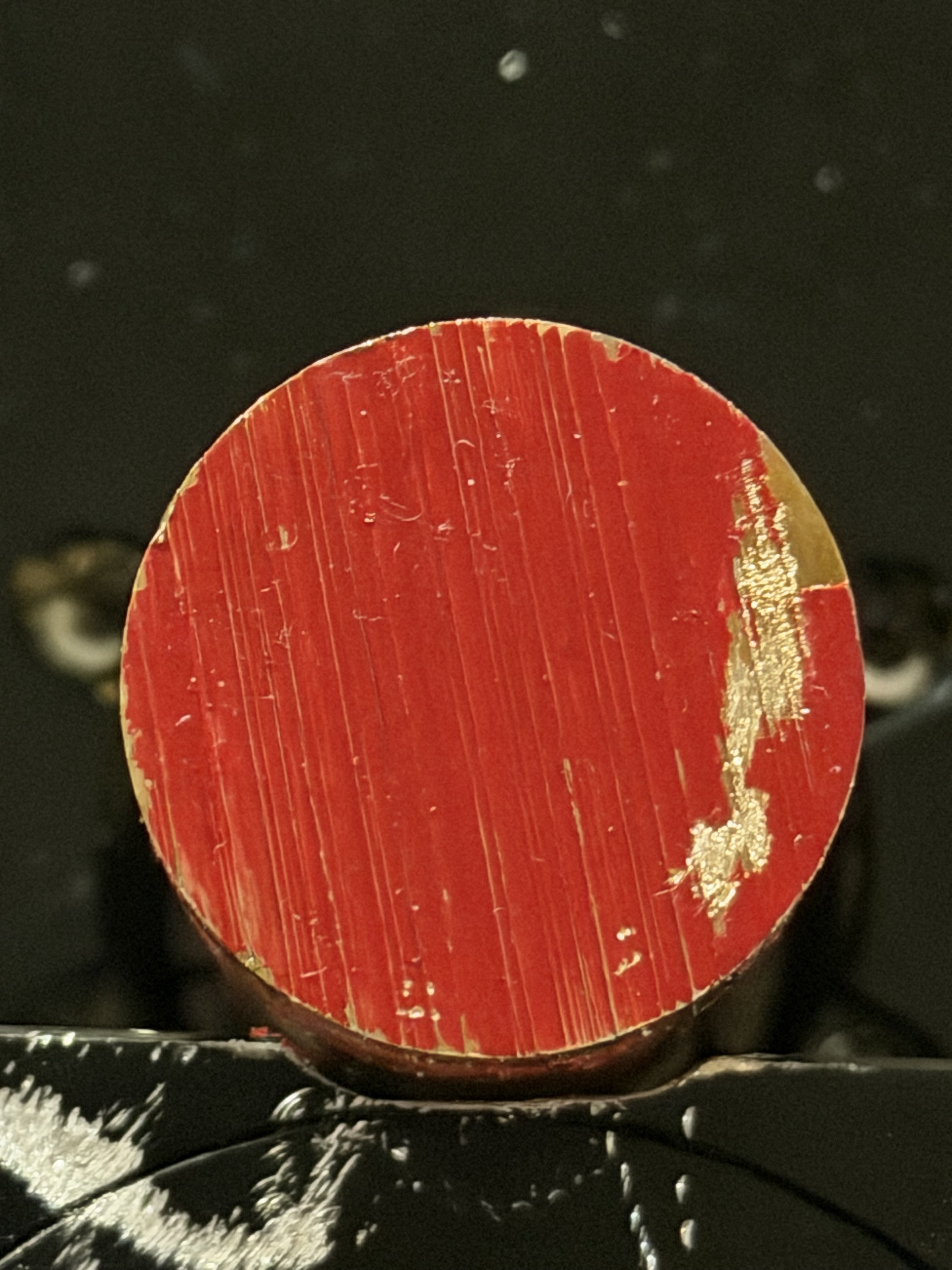
just a bit of debris. It’s accurate to about a micron across the top (according to a Mitutoyo 2um dti, import quality surface plate, and my own shaky hands…your mileage may vary )
I’m kind of assuming that you will rotate the motor/driver 180° so that its cables aren’t pointing right down the chuck axis, once you modify for thru-positioning the stock… That is one serious looking motor/driver BTW…
I’ll probably rotate it 90 degrees.
The motor driver is the nicest one I could find in this size that has a reasonable chance of spinning fast enough with enough power to do continues 4th axis milling. With the reduction of the rotary gearbox, we need to spin fairly quickly to maintain a reasonable feed.
But yeah, it’s a beast of a little driver and I’ve really enjoyed just playing with it outside of any useful endeavors. It “just works” which is so much nicer than the usual stepper/driver experience.
That was done with very light cuts because I’m using a 3d printed bracket to hold the rotary to the table. I need to make a bunch of modifications before commissioning one out of something real like steel…though I do have a giant block of 7075
Do I trust myself enough to make the final piece of the puzzle to spec? Probably not
That is fantastic, Tyler. Look at the mirror finish on those hex facets!
But for the life of me, that facing cut looks like you spun the 4th axis while you were feeding down in Z… For me, that would be a “halfway pressed down on the estop button” situation… Much respect to you!
It sure is pretty, though to be honest it’s probably just from such a low feed that the tool effectively burnished the surface
That’s another neat surface. This one is caused by a chip breaking mill. I’ve had good luck with them over the years as the broken chips seem to require less constant spindle power. A side effect being the striations on the walls.
Regardless, my hand was definitely on that estop the entire time