Hoping someone might be able to help me out. I have found similar threads concerning offset, but I’m ending up with rotation error after flipping a guitar to mill the back side.
Details: 2-sided milling, using two 1/4" dowel pins on the Y-axis. (The stock flips left-to-right) I’ve maintained my X&Y zero in flash/EEPROM, only changing the Z-axis throughout the process. Homing and re-homing the machine does not produce a change. I’ve included six 0.5" reference holes to allow me to catch this error before ruining the guitar. Upon milling the back-side reference holes, I see that they do not meet up with the front side reference holes, and that there is a rotation about X/Y zero, creating approximately 3.5 mm of apparent offset in different directions. Looking at the directions of offset, it is clear that I’m getting a clockwise rotation after flipping the stock.
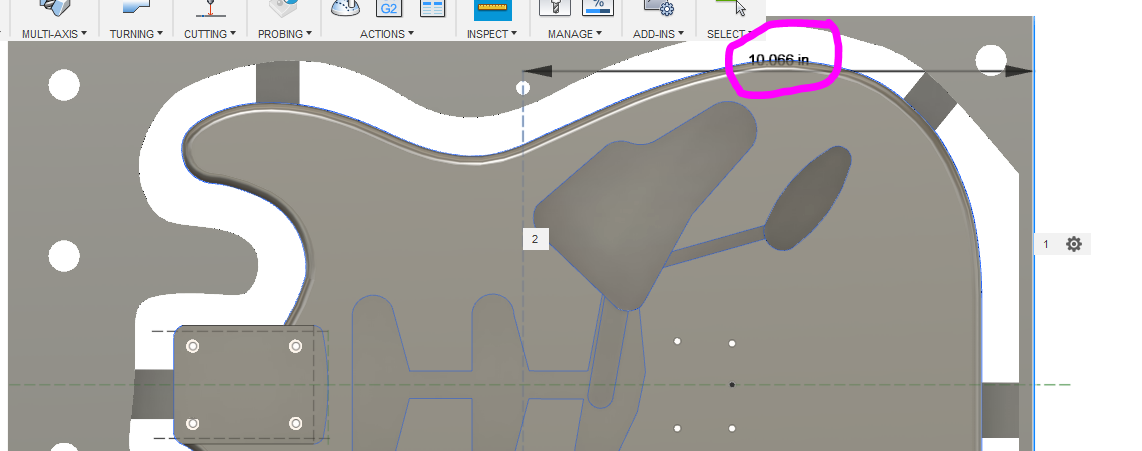
The reference holes (and guitar body) appear to be fine in Fusion 360. I’m using the latest Carbide3D POST with the arc correction.
This issue has plagued me through 5 guitar prototypes so far. Sometimes it manifests as an offset, but sometimes as a rotational error (much harder to calibrate out). No matter offset and/or rotation, the problem is very repeatable and persists through regenerating tool paths in Fusion.
The dowel holes were milled into the wasteboard and Top of stock using the same toolpath and Setup. The back-side dowel holes were milled by rotating the stock 180° left-to-right, creating a new, back-side Setup, and then creating the toolpath.
The WCS origin was left as-is, in the center of the stock, with the exception of flipping the Z-axis and X-axis directions in Fusion 360.
@gavloguy Your registration holes are not lined up with your WCS origin.
I’d recommend modeling a point where those constructions line meet very near the center of your stock and using that as the WCS origin or moving your registration holes.
You’ve got the same issue with the Y location too. Fix the sketch with those construction lines that locate the registration holes. (SC Raw Stock)
Either the software is wrong (not likely, should show up in previewing), the machine is out of square (possible — esp. check for even tension on the X-axis — check the belts by swapping the Y-axis belts between left and right), or there’s something wrong with the flipping methodology.
I would suggest if you’re doing through holes to consider including an L-shaped slot which you can use to register the Probe against after flipping, and a hole at the opposite corner to verify against.
Now that I look closely, there is both an X and Y offset with respect to the stock. Maybe centering these both will cure the problem. I will give it a try and repost.
I’m confident it will. I edited my post above a couple of times…I’m slow without a mouse on my laptop. I can’t figure anything out without my mouse wheel. I named the sketch you need to fix in the previous post.
Good luck!
I recommend that you use one of the dowels (holes for your X0Y0 since it doesn’t change, and that you set your Z0 from a 123 block somewhere on the table.
Watch a few of Winston’s youtube videos regarding double sided machining.
I do a lot of double and quadruple (4-sided) machining (Stainless Watch bodies, machine parts, Chippendale ball and claw desk legs, etc) with virtually no XY error, and the method of XYZ homing, and raw material preparation (Square, flat, etc) has been the trick for me.
So…I measured out and recentered my dowels on the centerlines of the stock. Then I flipped over the stock and milled out the reference holes, and they lined up nicely (Minus the slop in my setup).
I think this did the trick, and it solved a months-long problem I’ve been having.
Thank you for setting me straight!!!..(with no rotation)…Hahahaha.
My stock isn’t perfectly flat or square. This is also a contribution to my errors. It is great to hear that it’s as important as the toolpaths. This will resolve a large part of my residual error.
I’ve successfully milled out a guitar by flipping the stock using your inputs and deducing the problem and solution.
Thank you again for your help and quick replies!
In the end, my rotation error was caused by squareness (or lack thereof) of the stock. Dowels in MDF proved to be too error prone, given the play in the MDF. Cam-type clamps allowed me to compress the MDF and stock to conform to what I thought would be a centered stock…this was not so.
The fix: I clamped the stock down hard to the table, and squared the sides and face. I also ran a grid pattern toolpath onto the MDF wasteboard to give me a reference of what the Shapeoko considered to be square.
Then, I flipped the stock. The WCS of the Setup was placed to be the same corner as the Top Setup, except for the Z-axis. THe Z-axis was placed as the flipped, top of stock. After resetting the Z-axis and X-axis coordinates (leaving the Y-axis alone), the stock was aligned properly with the toolpath and the backside carve met up with the front side within 0.25mm …which is within tolerance of my setup.
Using reference “L” shaped holes in the surrounding throw-away stock, I was able to audition the alignment, and tweak the stock position a little bit more to create a really good front-to-back match.
The ThinLine Tele carved out fine with only minor sanding needed to erase the errors.