I have a Shapeoko XXL (I think v3), with an upgraded z-axis and the Carbide spindle. I am trying to cut some heatsink like fins inside some 6061-T6 aluminum. Simple test was a 6"x6"x0.25" plate. I am using an Amana Spiral ‘O’ Flute bit, 1/8th inch.
First attempt welded the bit to the plate, looked very “fuzzy” if you will. My second attempt used the stock settings for the Shapeoko using Carbide’s 278Z bit and aluminum. Specifically 18 IPM, 18000 RPM, 0.01in DOC.
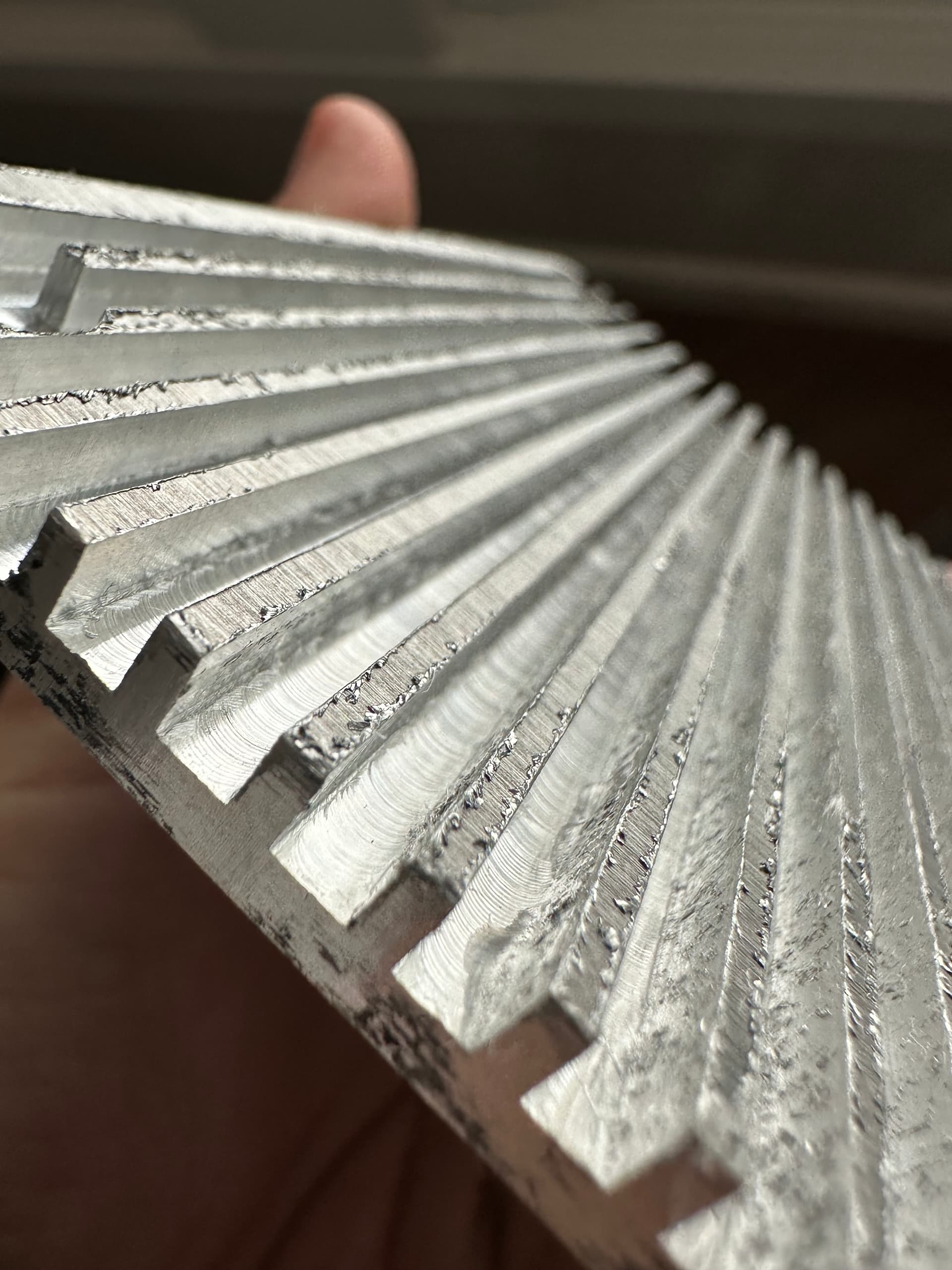
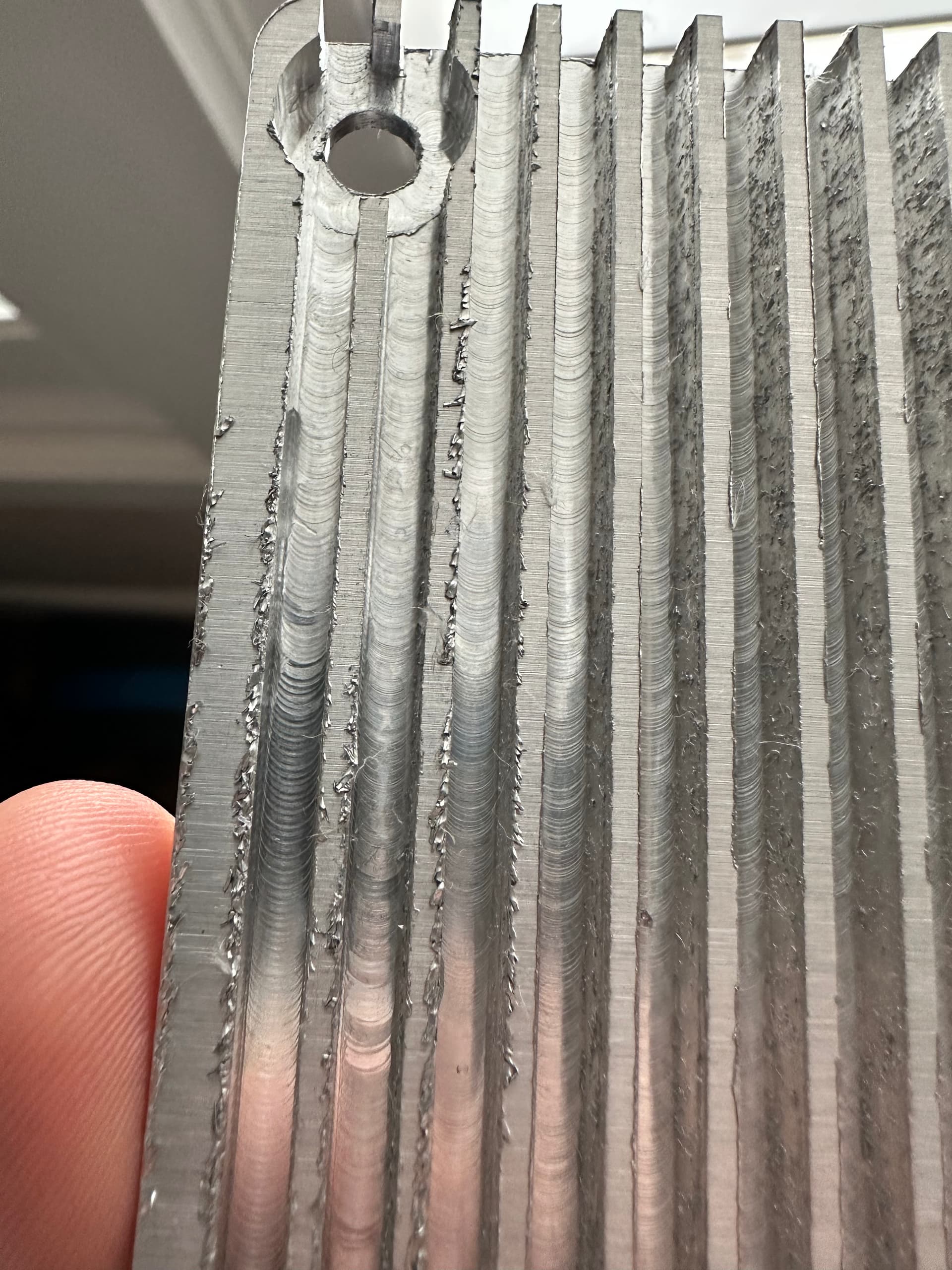
I made it through fine, though things were still a bit fuzzy, but much less. See the pics below. Given that this is basically slotting, this seems like a more challenging cut. I currently do not have air assist but I have the parts on their way. I will say adding some WD40 to the surface seemed to help a decent amount, meaning it looked less fuzzy.
My guess here, and I am hoping someone more experienced than I can chime in, is that I have a chip evacuation issue. Going slower, going faster, neither seemed to change the outcome. Also, the photos below are basically two passes through the cut, it a bit more clogged up/fuzzy, so I ran the cut again but at 200% speed which seemed to clean it up quite well and didn’t seem to have an issue.
Also, I am wondering if the stock carbide 278Z might do a bit better at evacuation? The Amana seems to be more “spiraled”, where the 278Z just seems to be more open.
Did you use the 201 endmill that came with the machine? If so, 3 flutes is your main issue, and I’m surprised it finished the cut. With the high RPM we have to run, single flute are WAYYYYY better for aluminum and plastic. The 278Z would be my recommendation for the proper endmill.
Also, this is going to sound counter-intuitive… you need to at least triple your feed rate. Aluminum likes fast feeds so the already cut material makes chips and carries heat away as they evacuate. Going too slow melts the aluminum and makes it stick to the endmill and material. You have a nice, conservative depth of cut, which I recommend for people just starting out in aluminum.
I am using the single flute Amana 1/8th inch linked above. Right now I should be at the .001 chip load I keep reading about here, but sound wise it felt like I could go faster.
I did try faster, maybe 30% faster using the real-time adjustment during the cut. I can’t say I noticed a difference but maybe 30% wasn’t enough?
I see the speeds for the Shapeoko 5 are much faster, not sure what I can push given my upgraded machine tho.
Ah… somehow I missed the endmill used. In that case, maybe start with double the 18 IPM. Again, with your shallow depth of cut, you should be good to go.
The “fuzzies” is just aluminum that has re-melted to the material.
is you endmill still sharp ? use a loupe to inspect the cutting edge, if it’s a bit dull the likelyhood of rubbing and therefore melting material increases a lot. Was your endmill hot at the end of this cut ?. If increasing feedrate did not seem to change the situation from “melted fuzzies” to “sprinkle of metal chips”, it may be because the tool is dull.
are you actually slotting, i.e. are those fins exactly 1/8" apart ? If so, any possibility to widen them a bit ? Slotting is the worst case scenario as you know, that single flute edge will cut material for 50% of the rotation, while in situations with less tool engagement, if will only cut material for a small fraction of the rotation time, therefore it has less time to “cooldown” (very relatively speaking). Since using a smaller (1/16th) endmill may be challenging in your situation (deep slots between fins), I would try to make the inter-fin gap just a bit larger than 1/8th, so that you end up pocketing rather than slotting.
finally, are you positive that your material is 6061 ? other types of aluminum sometimes don’t cut very well despite doing “all the right things”
As you’re on an XXL, are you getting audible vibration during cutting?
Where on the machine are you mounting the workpiece and how? It’s worth moving to either the front left or front right corner of the XXL to reduce workpiece vibration as the base of the machine is quite flexible unless bolted down to something rigid.
Both endmills were brand new. The first one literally broke off welded to the piece of aluminum, so the second shot was also with a brand new Amana bit.
I am actually slotting. The goal was to create some fins like a heatsink. I can certainly widen the gaps a bit. Would even 1/16th help?
Looking at what I ordered on Amazon, it was 6061 T651 - maybe that was the issue? I thought it was just T6. From Google: " The difference between T6 and T651 of the 6061 aluminum plate is that the internal stress of T6 will be relatively large, it is easy to deform in processing. -T6511 is a subset of the -T6 temper with eliminated internal stress, so it’s more suitable for processing ."
LiamN - It didn’t sound too strange to me or vibrate harshly. I could see some of the shavings slightly vibrate in the grooves but was really subtle. I am mounting the small plate with strong double sided tape. I had to pry it off which was a pain. I have it front center of the machine, I can try a corner too.
If you can widen the gaps to, say, 4mm, you can keep using your 1/8" endmill but it will avoid the slotting (for half of the cut). You could alternatively select a 1/16" endmill keeping the gaps at 1/8", but you may not be able to find 1/16" single flute endmill with a long enough length of cut.
It doesn’t seem like it’s far from regular 6061, so probably not.
An air blast (which I understand you have ordered) should help, in the meantime spraying lubrication manually during the cut should help too. You can definitely push feedrate, but the golden 0.001" chipload you have now should work though.
I was hoping that since the slots are not even as deep as the bit itself that it wouldn’t be so much of an issue. But, I have a bunch of stuff to try.
Going Faster (maybe 36 IPM at 18K RPM)
Adding Air Assist
Trying true 6061-T6 Aluminum
Adding more WD40
Adding some space for Pocketing rather than Slotting
I guess one question I still have is the Carbide bit vs the Amana bit I am using - any comments on the plusses or minuses of the Amana? I did order the Carbide bit (single flute ZrN 1/8th). Amana recommends a more aggressive DOC and IPM, but I know that heavily depends on the machine.
I have used both and could not tell one from the other looking at the results.
Amana does recommend more aggressive DOC, and you may be able to pull off using their recommendation, but indeed they tend to provide values for more rigid machines than a SO3. (SO5/HDM is a different story, I could not comment on those). My crowd-sourced rule of thumb is to limit depth per pass to 5-10% of the endmill diameter in aluminium. Multiple people have reported that on a SO3, you are better off using low DOC, and compensate with higher WOC and feedrate. There’s a great video from @Vince.Fab on this.
Avoiding the chips being recut or the workpiece getting hot is key, as you’ve discovered, when Aluminium gets warm it gums up the cutter. Feed speed, air blast and lubrication all help with this. If you’re going air blast then a mister or fogbuster (or an eBay knock off) are well worth it.
In terms of cutter, the ZrN coated C3D cutter will resist aluminium sticking to it better than an uncoated cutter. I’m informed that one should avoid anything with Al in the coating as that will stick to the Al in the workpiece very quickly. I’ve had good luck with DLC coated as well, even been able to peel gummed in Al off the cutter and go again without resorting to chemicals.
I cut quite a bit of aluminum. Well, actually I have kids on my robotics team that do almost all of the CNC running to cut aluminum. Almost all of it is slotting as we are cutting from sheet aluminum parts for the robot. Some of the parts are then bent on the brake after cutting.
Our standard recipe is
1/8" single flute bit (cheap 10 pack of HQMaster from Amazon)
0.01 to 0.015" depth per pass
35 ipm (sometimes bumped by 10%)
16K RPM (slowest on the Dewalt router)
Dust shoe with vacuum - moves air and keeps chips out of the slot.
I think we can do more per pass but haven’t experimented on this yet
The holes we mill are usually 0.15". Once in a while will use adaptive clearing for a small pocket. All the outlines of the parts is just slot cutting and that ends up being probably 80-90% of the cutting time.
Now when we do occasionally cut something thicker like you have we will use a cheap mister with denatured alcohol. This cools the aluminum and keeps it from getting gummy. We always have a small spritzer bottle of denatured alcohol next to the machine. If the part feels even slightly warm to the touch it gets a couple of sprays. The rapid evaporation cools it quite well such that it feels cool to the touch.
Julien mentioned using a loupe to check your bit and I heartily agree. We’ve had several times where things aren’t cutting right. Swap the bit and it starts cutting better. Inspect the old one and the very tip of the end mill is chipped.