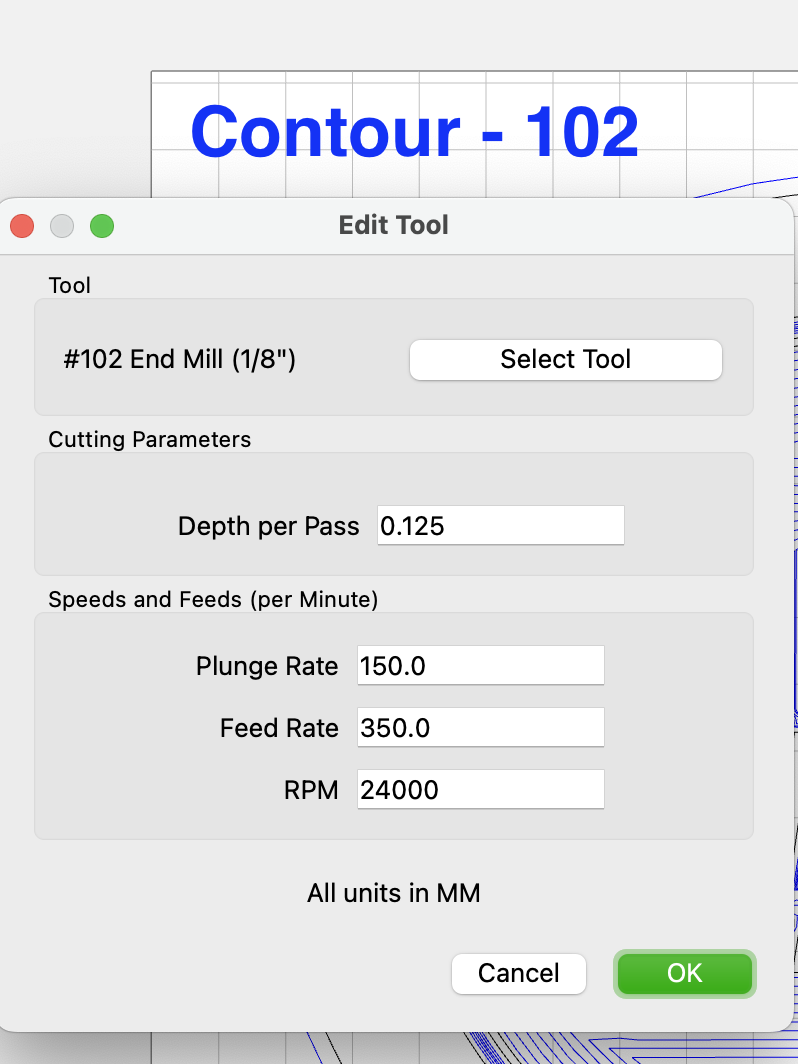
Im using a #102Z End Mill to cut out circles on .125" brass. The edges are kind of rough and chippy. Is it because I’m running it too fast or to slow? or something else?
Can you share settings and/or a file? There’s not enough info here to help diagnose. Also, do you know exactly what alloy of brass you have?
3 Likes
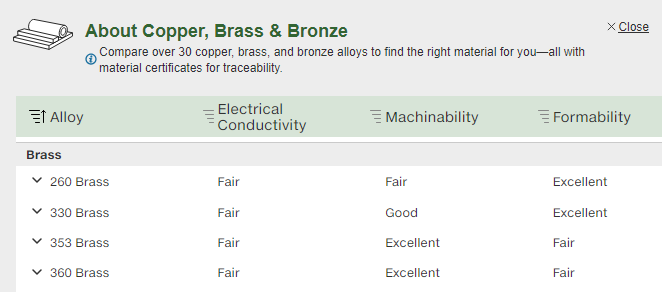
The brass allows alloy makes a huuuuge difference. For example, the coin is 360 and the rainbow is 260 (better forming, worse machining)
I haven’t quite figured out how to get a clean cut on the 260…working on it ![]()

Cutting common brass cleanly with a 102 is definitely possible ![]()
1 Like


Per McMaster, 260 is one of the alloys that is going to give you a headache. And your results line up pretty closely with what I’ve seen when using an unfavorable alloy/temper of a given metal.
Maybe someone here has a specific speeds and feeds recommendation that could help. You can also query the internet/ChatGPT for some tips. But in my experience, it’s better to just cut your losses. Get a different alloy, because this one will always fight you to some degree. As a workaround, you might be able to chamfer your edges, to remove the worst of the burr.
2 Likes
Might also be worth doing a very light facing to see if that breaks your edges if you don’t have anything to chamfer on hand.
I’ll be playing with the 260 I have on hand over the next few days. I’ll ping the thread if I find anything that works well (but I’m not holding out hope, I got this stuff for the purpose of bending/forming…cutting is just testing for fun)
1 Like
So why are the edges your only issue? What’s different than the rest of the piece from the edges if you are in fact machining more then just the edges?
This topic was automatically closed after 30 days. New replies are no longer allowed.