What are some recommendations for PVC.
I did a final contour cut at 12500 RPM 80ipm and i was getting melting. it was multiple depth contour with a ramp.
.25 in tool
i tried a downcut tool as well
We have on ongoing discussion about proper feeds and speeds for plastics here but it got a bit long.
The short answer is you need to feed faster, try using the feedrate override to increase it gradually up to 200%, and see if the melting disappears and you make chips again. Or better, switch to an O-flute endmill if you have one, it will help a ton with chip evacuation to avoid melting.
Please tell us how many flutes your 0.25" endmill has to provide a more precise answer?
down cut 4 flute, i have an upcut 3 flute maybe ill invest in the oflute can you recommend a brand
Yeah 4 flute is not very good for cutting plastics, because:
- you need to feed super fast to maintain a decent chipload
- chip evacuation is likely to be an issue, especially in the profile cut that you do. Chips cannot get away easily, so they tend to jam the cutter, which leads to melting.
Switching to your 3 flute should help a little, and feeding faster should do the rest, until you buy that O-flute. I won’t recommend any brand because I’m in Europe and where/what I buy would not help you. Other people here may have good suggestions for you, but honestly I think any brand will do if your feeds and speeds are right.
Please report back when/if you get a good cut, it’s always interesting to accumulate information here about what feeds & speeds & cutters people used successfully for a given material
2 Likes
There are official feeds and speeds for PVC (w/ a 3-flute 1/4" endmill on a Shapeoko) at:
We recommend folks start with those basic settings/materials until they have a feel for what a reasonable cut/feed/speed/chipload sound like — once you have that down, then dig into other tooling and materials and so forth.
2 Likes
I ran a profile (slot) cut in expanded PVC last night with a .25", 2-flute upcut, 2.5mm DOC, at 5400mm/min. The fun part was that I left .06" for a finishing pass at full depth (12.5mm) at the same 5400mm/min. Enjoyable to watch those chips! No melting.
3 Likes
What router/spindle speed and CNC machine?
Dewalt, speed at “1”, so approximately 16k.
On a “stock” Shapeoko?
SO3 upgraded to XL. Everything stock except the HDZ. Regular old (9mm) black belts.
What feed direction?
The slot profile was counterclockwise, and the finish pass was a climb cut in the clockwise direction.
It was an ellipse with more travel on the X than Y.
Superglue and tape.
As a step in the right direction, use an upcut to allow for good chip evacuation - you don’t want to smash them down into the material you are cutting in this scenario. You could even just use a 2-flute 1/4" endmill as a start. Single flutes are harder to find but 2 flutes are pretty common. Try drillman1 or Rogue Systems Inc. on eBay for some inexpensive selections.
These are two good options:
Edit: After searching a little harder, I’d highly recommend going with a single flute if you can.
These are really nice and I use nearly identical ones in polycarbonate frequently.
If you need 1/4" diameter
3 Likes
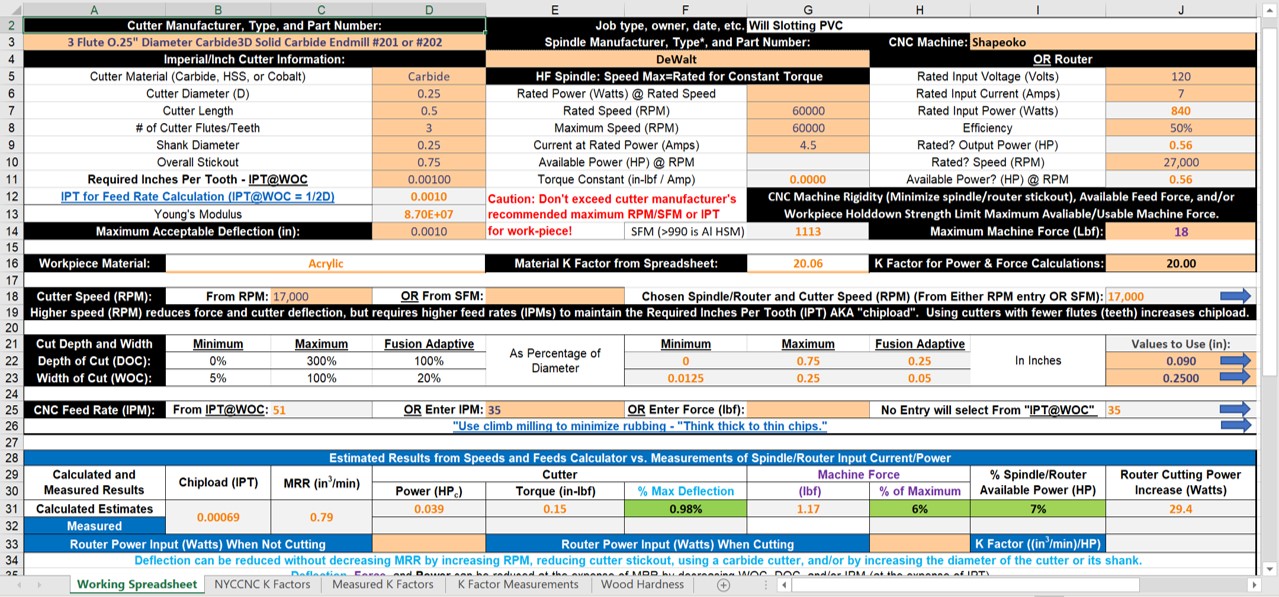
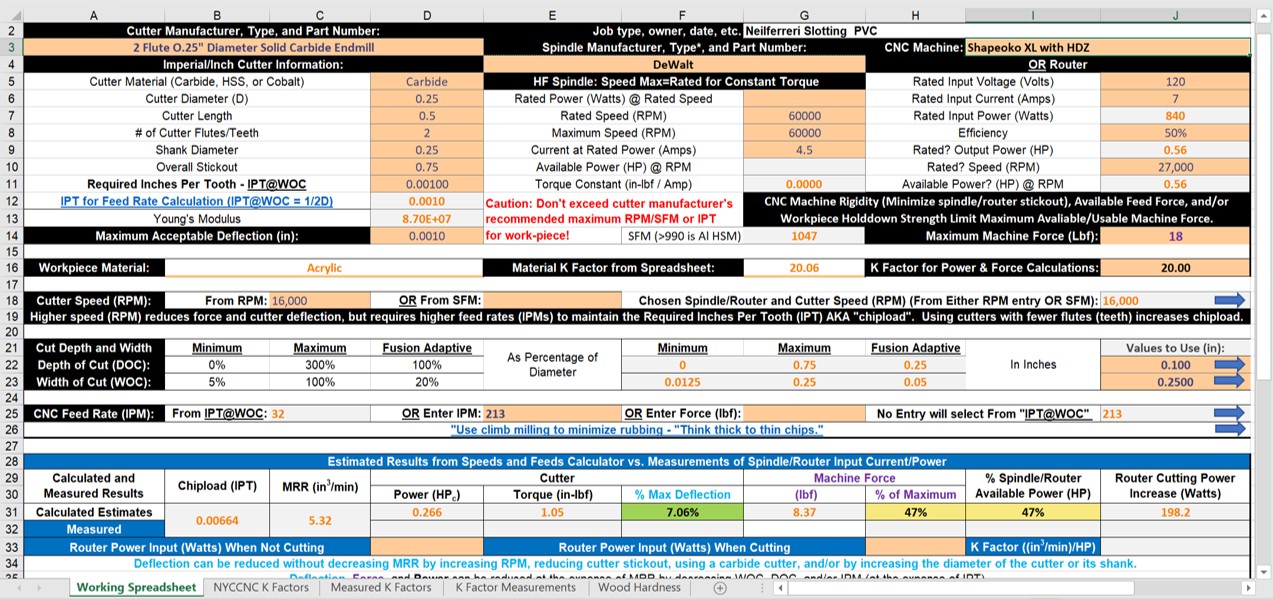
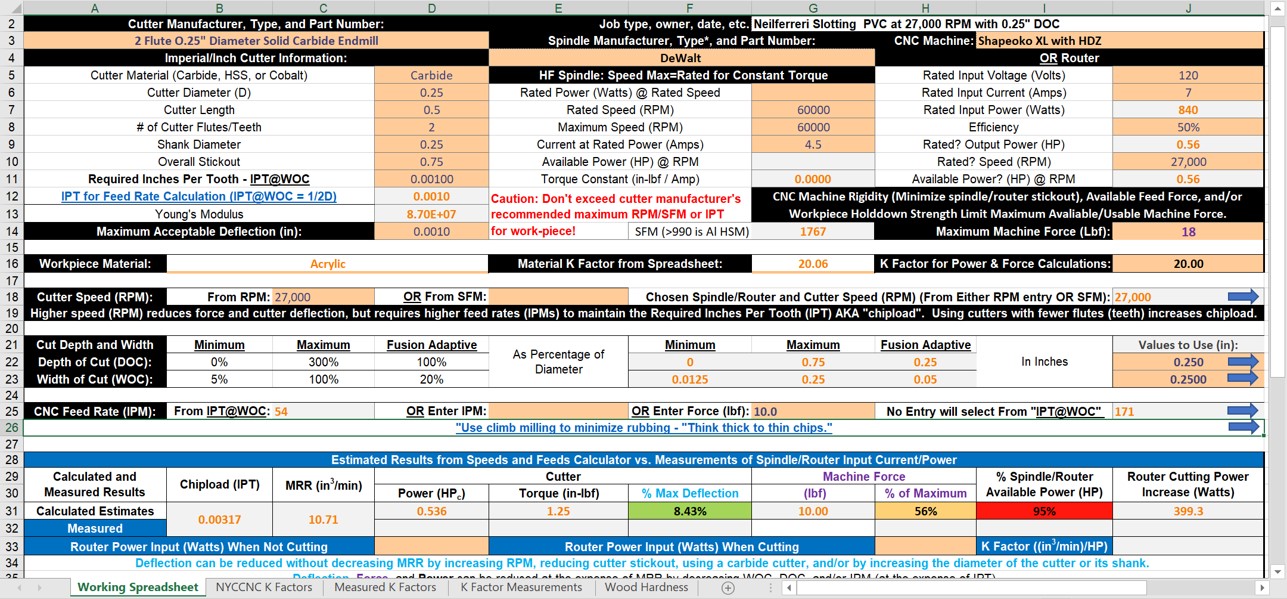
Assuming the K Factor for PVC is the same for PVC as it is for acrylic (~20 cuin/min/HP) rather than GWizard’s 11 cuin/min/HP, the following shows the cutting parameters/predictions for the @WillAdams way and the @neilferreri way of milling PVC. Chipload fans should note that Neil’s chipload is ~10 times that of Will’s. Force fans should note that Neil’s MRRs and forces are ~6 times that of Will’s (it’s fortunate that Neil used a HDZ and had the workpiece properly secured.) If Neil had maxed out the router speed, he could probably have milled plastic with GWizard’s 11 cuin/min/HP K Factor.
Let’s do it. Give me a feedrate. I’ll have to check my $110 & $111.
1 Like
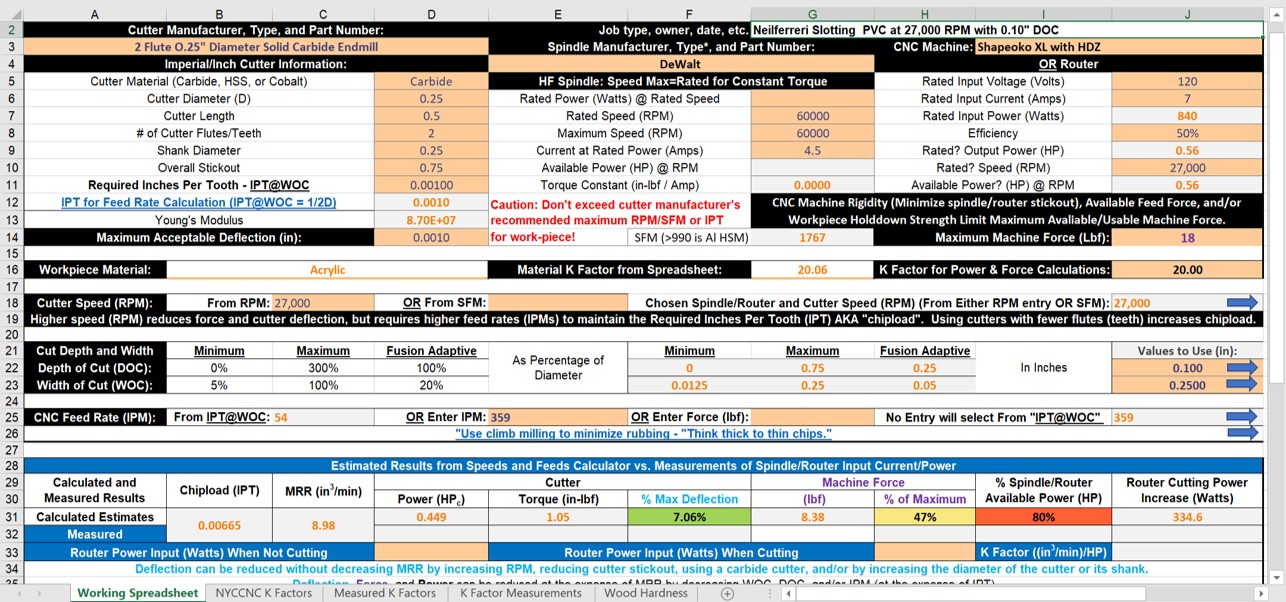
I’m confused! Are you saying you want to increase your feed rate to the amount enabled by a speed increase to maintain the same chipload? If so, you would increase it by a factor of (New RPM) / (OId RPM), or a maximum of 27000/16000 = 1.69 (from 213 to 359 IPM) as shown below.
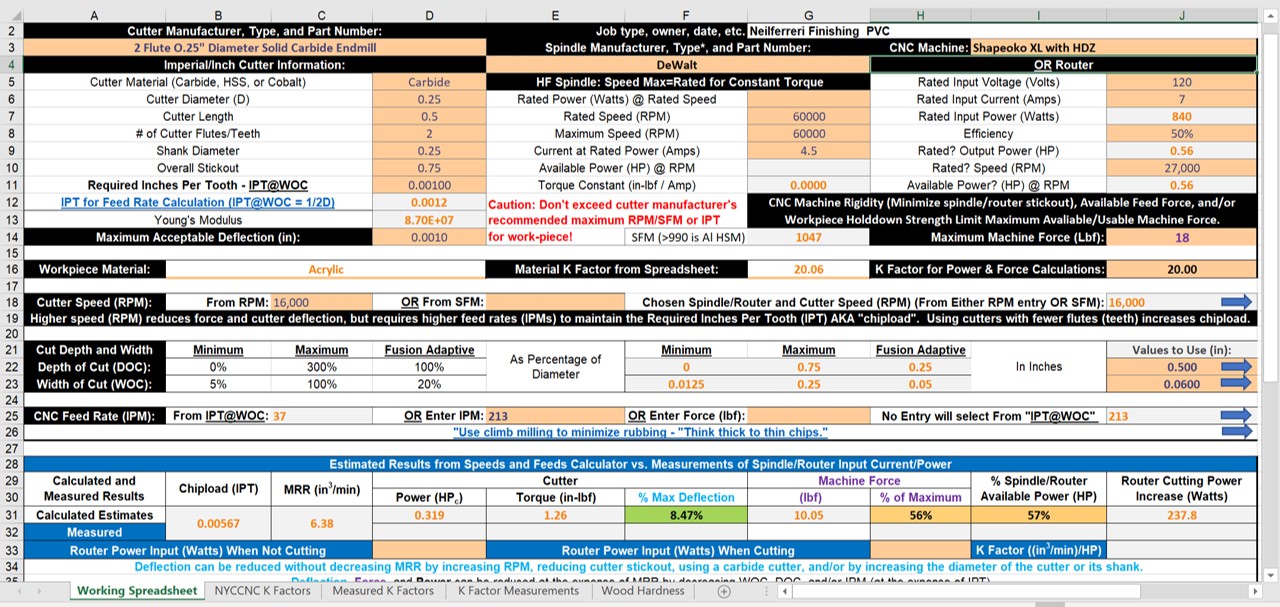
If you’d rather reduce increase your slotting DOC (at the expense of chipload) - you could increase it from 0.10" to 0.25" without exceeding the forces likely experienced in your 16,000 RPM finishing pass as shown below. IMO that’s the better option.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.