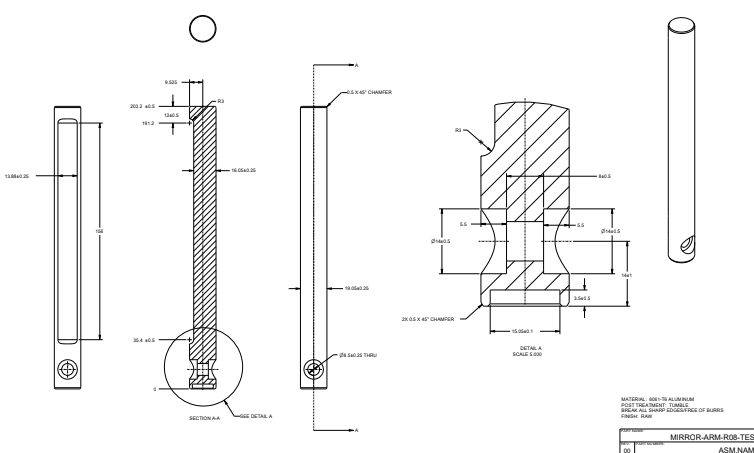
Hey Carbide community, I’ve been searching for a machine for a while and have lately considered a Shapeoko Pro or Nomad 3 for some 6061 aluminum parts. Workholding aside, would someone be able to help me figure out what runtime would be for a part like what is shown below? Ø0.625" 6061 aluminum rod, on one end a thru hole with counterbore on both sides, and then a 3mm deep cut along the side of the rod (to give the rod a D-shaped profile for a portion of it). Only looking for those ops, not the turned counterbore on the end or chamfers.
The part would be under 8" in total, but close to it. Just trying to get an idea of what runtime would be per part to help justify whether or not I could run batch production jobs of these. I can provide a STEP or STL file if someone is able to help, as well as a print if it is needed. Parts would be tumbled and powdercoated after machine.
If you want to minimize cutting time / maximize throughput / maximise the number of items per batch, you will likely want to go for a Shapeoko rather than a Nomad (if space allows in your shop). While the Nomad can certainly cut aluminium, it is not meant to do aggressive cuts in aluminium, and the working space is obviously limited.
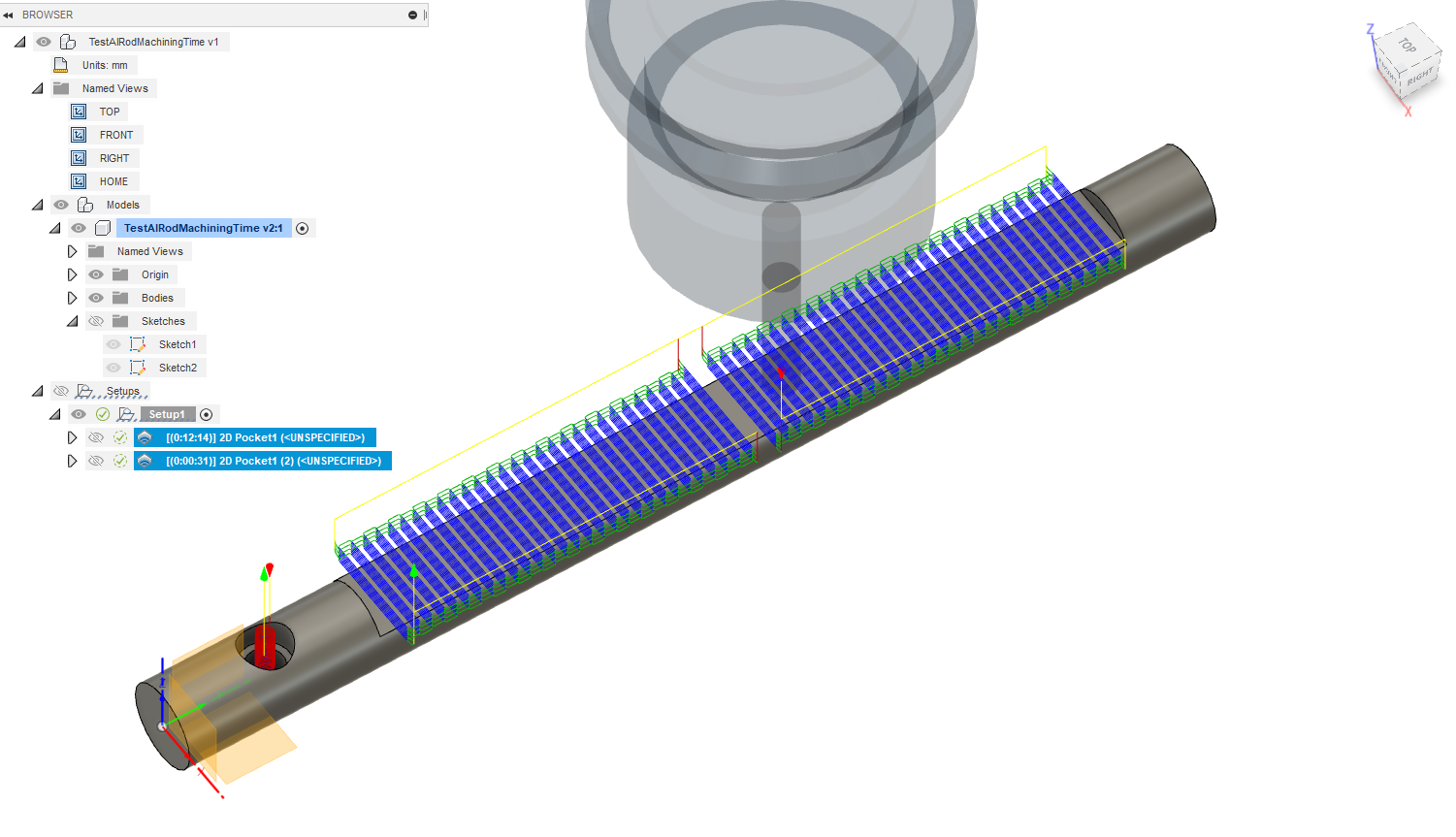
Here’s a quick and dirty modelling of your piece in Fusion360 (guesstimating the dimensions, I can’t read them on your picture) with two realistic toolpaths using a 1/4" single flute endmill running at 18 000 RPM with a feedrate of 30ipm and depth per pass of 0.025", stepover of 40%: the flat part and one hole amount to 12-13minutes (another 1min would be needed for the hole on the flip side
There is scope to push cutting parameters (much) farther (i.e. using a 3-flute endmill would allow to triple the feedrate, hence more of less divide the cutting time by three)
So I would say “somewhere between 5 and 10 minutes”