Hey everyone!
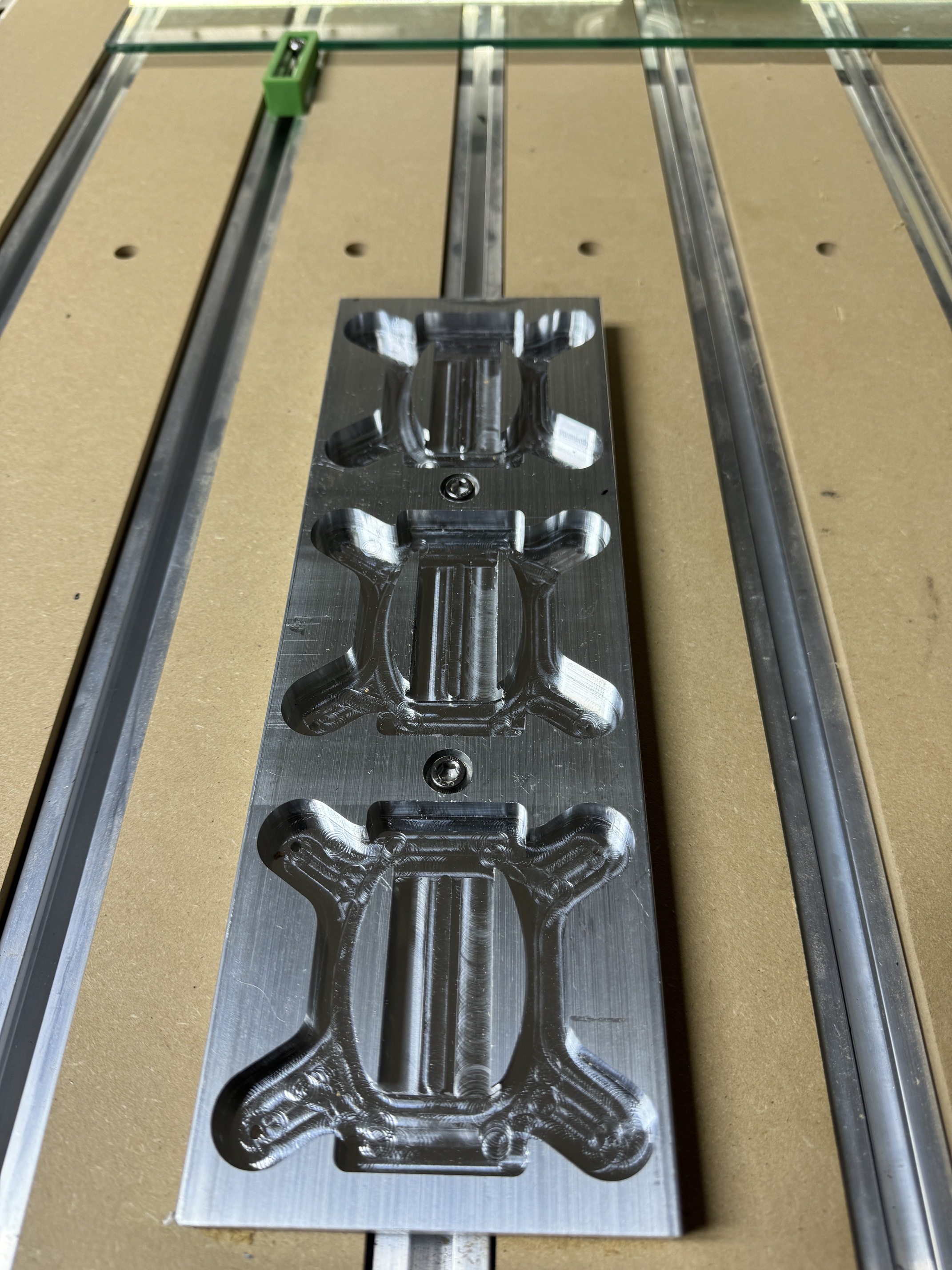
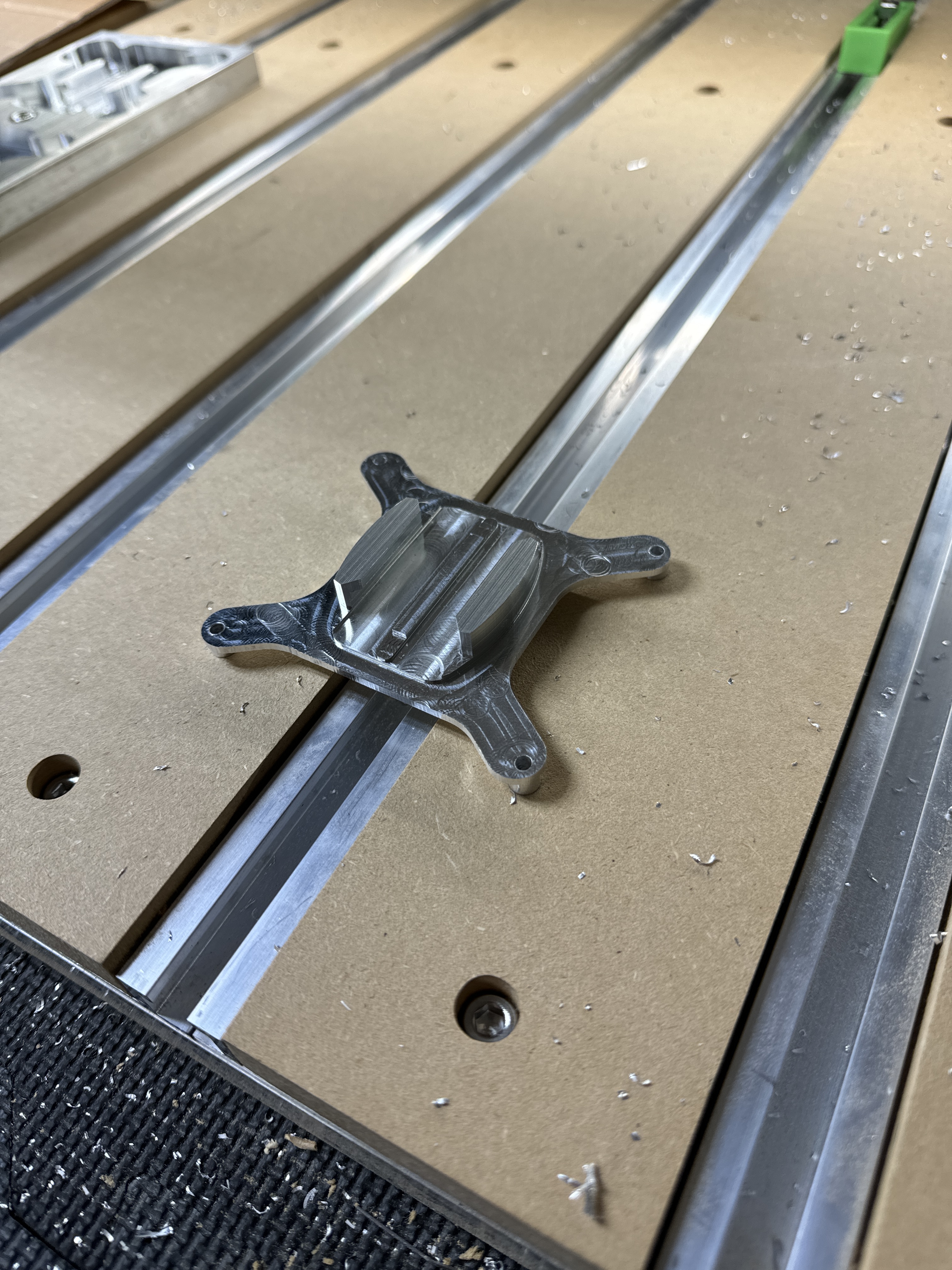
Just looking to see who is using their 5 Pro for machining aluminum and what spindle you are using. I am using a Makita router now but want to graduate to a spindle since my main work is machining small parts from aluminum stock.
Hey everyone!
Just looking to see who is using their 5 Pro for machining aluminum and what spindle you are using. I am using a Makita router now but want to graduate to a spindle since my main work is machining small parts from aluminum stock.
I don’t know how long it will be before Carbide offers a Er20 spindle kit but I would want a Er20 water cooled spindle over a Er11 air cooled unit.
The ability to use 1/2" shank tools is a big plus in my opinion.
PWN has a Er20 kit with 1.5kw or 2.2kw options in both air and water cooling if you don’t want to wait for a C3D version.
It uses the same VFD as C3D and has some extra features built in but it does cost more.
That was kinda my thought too. I like PWN’s options. I suppose the Shapeoko 5 Pro has enough ridigity to really push a 2.2kw spindle properly.
A couple thoughts:
The 65mm VFD spindle is already capable of a lot. This was a test where I pushed it very close to stalling, but if you back off the speeds just a little bit it can be run reliably: https://www.youtube.com/watch?v=UqL-VyHb8l0
Yes a larger collet is nice, but in aluminum I would basically never use a 1/2" endmill unless I was doing light surfacing. Bigger endmills have to be run at lower RPMs, and you’ll fall out of the torque band of the spindle. The sweet spot for aluminum machining on a CNC router IMO is 1/4" to 3/8".
If you really want to push a machine that hard, you’ll also need air blasts (minimum) or some form of mist coolant because things are going to get HOT. I rarely push the HDM’s spindle to it’s max because then I need to stand 5 feet away to prevent getting burned by scorching hot aluminum chips. And that’s with it running on 110V and rated for “only” 1.5kW.
If you are making small parts, and will mainly be using smaller endmills, power shouldn’t be as much of a concern.
Unless you are drilling aluminum you won’t get close to maxing a 2.2kw spindle. Like Winston mentioned heat will be a problem long before power.
I went 2.2kw to reduce the load on my 110v circuits in my shop and only ever stalled it running a 8mm drill.
I use the 1/2" collet for face mills, big chamfer mills that are great for single pass chamfers, and my conductive edge finder. I also have some PCD insert mills I will be experimenting with that need 10-12mm collets.
There are a lot of 1/2" wood working router bits at good prices as well.
I don’t like bringing up a competitors product but it has features worth being aware of when deciding.
My hope is C3D releases their own version with the same features.
Thank you both for your reply. I am not so much concerned with stalling a 2.2kw spindle. I was just wondering how the S5P’s ridgity would handle running at faster feedrates and greater DOC.
I really hope the C3D releases their larger spindle as well. Excuse my ignorance, what is special about the HDM’s spindle that does not allow it to be mounted to the S5P?
Winston,
Curious as to why you went with a 3 flute cutter over a single flute on this test? Also, would you use a different end mill for finishing?
I was using a single flute endmill (#278-Z). I like it because it’s very clog-resistant in deeper pockets. A 2 or 3 flute would be fine as well, but the need for air blast or coolant increases significantly with those cutters. However, if you want the absolute best surface finish on walls, switching to a multi-flute endmill would be better in those cases because they are more rigid than a single flute.
There’s nothing that inherently prevents the use of the HDM’s spindle on the Shapeoko 5 beyond the need for a beefier mount and some extra hardware. I’m hoping it’s released soon, almost all of the technical challenges are solvable/solved.
Hi Winston, what were the toolpaths you used to get the machine to hog out the pocket in a circular motion, vs the finishing pass in a linear motion? Seems more efficient to do the circle.
Usually such toolpaths are termed “adaptive”, another term for them is “trochoidal”:
Winston- what are your thoughts on the shallow adaptive shown in Vince’s video? This is what I have been running thinking it was the best option for roughing. I also run the Datron 4in1 single flute for most of my operations.
That’s how I cut for quite some time. It’s fine to do, and very forgiving. The only downside is you are focusing the wear and tear on a smaller section of endmill. But for most people, it’s not a big deal. You’ll get hours and hours of use out of an endmill regardless, and the cost as a percentage of that endmill’s life vs the value of making an aluminum part yourself is not all that significant IMO.
Winston- How would you modify your speeds and feeds in the video you shared if the tool paths were not adaptive? Most of my operations and 2D pockets and 2D contours in Fusion for this particular small part.
I would start with the default speeds and feeds in Carbide Create, and then use the feedrate override function in Carbide Motion to incrementally speed things up until the cut seems aggressive without sounding bad or becoming unreliable.
On a non-industrial machine, if you take too deep a cut, no matter how much you back off on feedrate the machine/spindle is going to be unhappy. But if you take a shallower cut first and then play around with the feedrate, you can usually hone in on a decent compromise of speed and reliability.
This topic was automatically closed after 30 days. New replies are no longer allowed.