Good evening ladies and gents I hope everyone is well. Been getting to grips with my SO3XXL and I am taking more steps forward now than backwards, a good feeling for sure!
However I just cant get rid of (possible not able too) the screaming bit when I am working with ply, I made myself some more clamps after re-evaluating the design of my original ones, but when it is cutting out the contours and pockets it screams like a banshee.
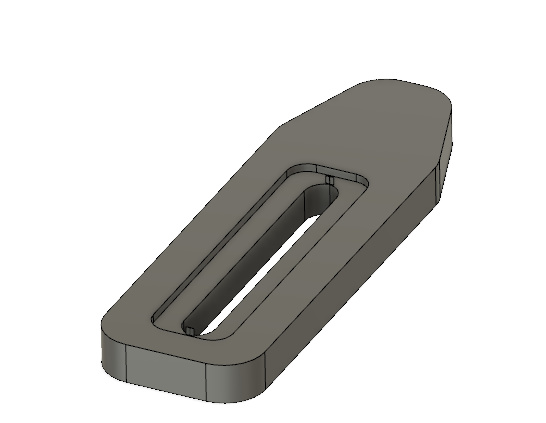
Here is my design (may not be the best but it is mine and it works )
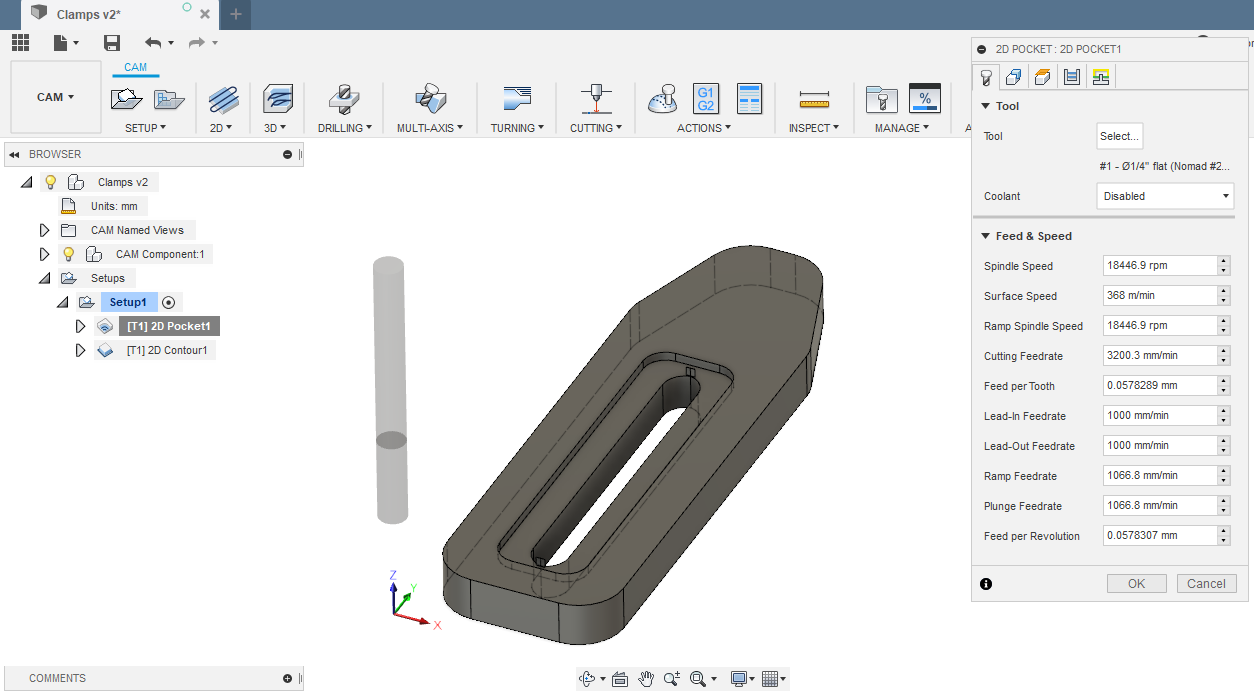
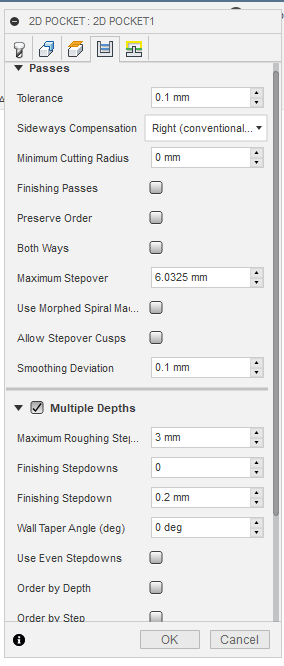
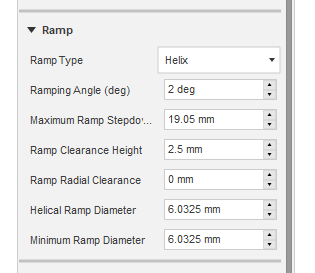
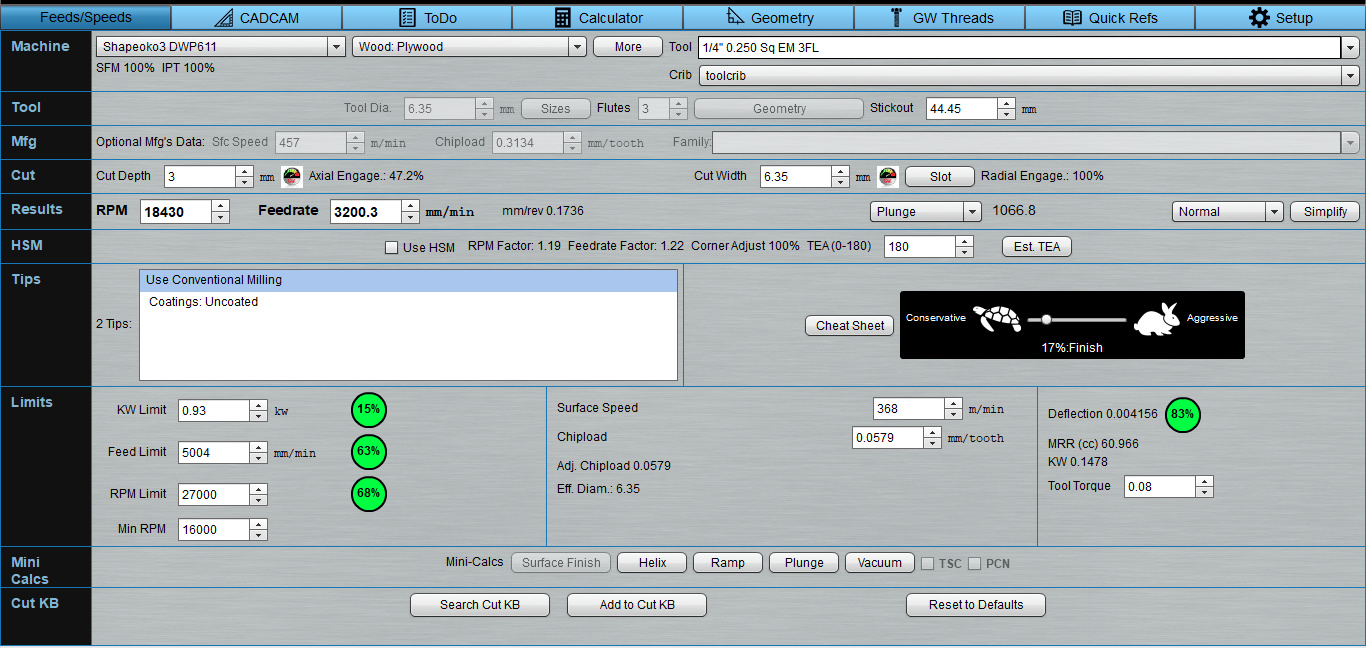
feeds and speeds for pocket cut (same F&S for Contour)
I have slowed down and that does not seem to help that much, not really sure what else to try it is cutting fine just noisy, the bit is not hot and the chips coming out from the cuts seem to be a good size so a bit lost as to what the problem might be.
As always any help, feedback or suggestions gratefully received
If you need any additional info please let me know.
3200mm seems fast to me. I think 60-80ipm might be a better starting point. But I haven’t even ran my machine just speaking from past exp. If your bit is screaming like that most of the time it means your forcing it through the material, I’ve never heard a bit scream because it was going to slow.
Your max stepover is 6mm that’s the width of the bit, Rule of thumb is max 1/2 the Diameter of the cutting tool even less in some cases.
Agree with Bill. You’re cutting too fast. SLow down to closer to 2000mm/min
@Bill_AGI, the default Max stepover for a 2D pocket in Fusion is 95%. That’s for a flat end mill. It will also take into account an end mill with a radius. I always thought the rough guideline for 1/2 the bit diameter was for depth.
My experience has been that plywood screams. I’ve cut a fair amount of it and it’s definitely the loudest material to cut. As Will mentioned adding extra geometry to avoid slotting helps. I use a 1/4” single flute straight bit and although it screams, it leaves a really nice surface when it’s done. It’s really kind of odd, with the noise I would expect issues with my cuts, but the cuts are great… I wear earmuffs when I cut it. Maybe there’s a better way, I dunno? My neighbors probably hate me, but no one has come knocking on my door…yet.
3200mm a minute is way too fast especially at 3mm DOC. I normally do 2000mm a minute and 2mm DOC at around 20,000 rpm. Depending on your cad program it will recommend different stepovers. For a good surface finish I normally do 30-40% of tool diameter.
Scientist here who studied chatter (noise) dampening, etc… Two choices: Go slow (quiet) of Go Fast (Noisy) The XXL’s length lends itself to this harmonic distortion. We bought a Hobby Machine, and there are consequences. ((This is why I stay with the 16" size= more rigid))
You should experiment to find the sweet (quiet) spots (Some are at high speeds, but often they are at low speeds).
 )
)