Hi all. I intend to split up my 4x4 to be part waste board part fixture plate (40/60) and I was thinking how useful it would be to be able to set multiple favorites for our zero’s to skip alot of the legwork as I find I’ve probably spent a good 5% of my time on the 5 Pro just setting zeros, jogging over setting my corner, measuring the tool, jogging back, setting my z zero then I can start my cut. Maybe you all zero from the exact same spot every time but I imagine anyone going from 3d flip jigs to 2d to largescale 3d on and off over and over again might really benefit from this.
I don’t know if I’m a niche case that would appreciate this but would love to hear from the community if this is something you would all like too.
Thanks Will, how would I go about that? I won’t be able to afford a professional fusion license for a while which is why I’d probably want the fixture plate on the right side of the machine.
Once you have set a X-Y zero once, you can record the Machine co-ordinates for that zero, and then use them in a Quick Action to easily get back to the same position.
That should be accurate to the accuracy limits of your limit switches.
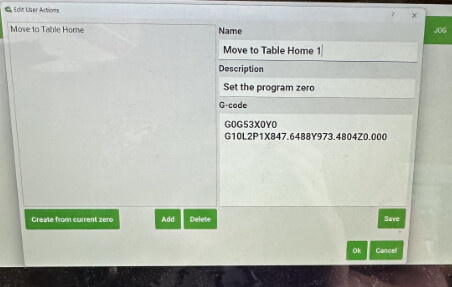
This is kind of already built into the Quick Functions under USER. There is a feature to set a zero point on the lower left part of the screen. It creates a macro statement that will push the new XY zero location into the control. To make it work I found you need to make the machine go home before it pushes the new zero to the control. Just add the G0G53X0Y0Z0 before the macro statement. You can create as many locations as you’d like.
G0G53X0Y0
G10L2P1X#####Y#####Z0.000
The X and Y values are metric.
Easiest way to do this is use the bit zero to establish the X and Y zero locations.
Then in MDI type G0G53X0Y0.
Machine will go to initialization home.
Write down those values and convert to metric values if necessary.
G10L2P1 should set the workpiece coordinate system (G54) relative to machine coordinates.
So all of your axis values should be negative, since the machine zero is at positive limits.
You should not have to move the machine to use this command, as long as the machine has been initialized to establish machine zero.
G10L20P1 should behave as you’ve described. It should set the current position to the values you enter. Axis values here would always be positive if you are at machine home.
Unless CM is doing some kind of magic to change the behavior of G10 ??