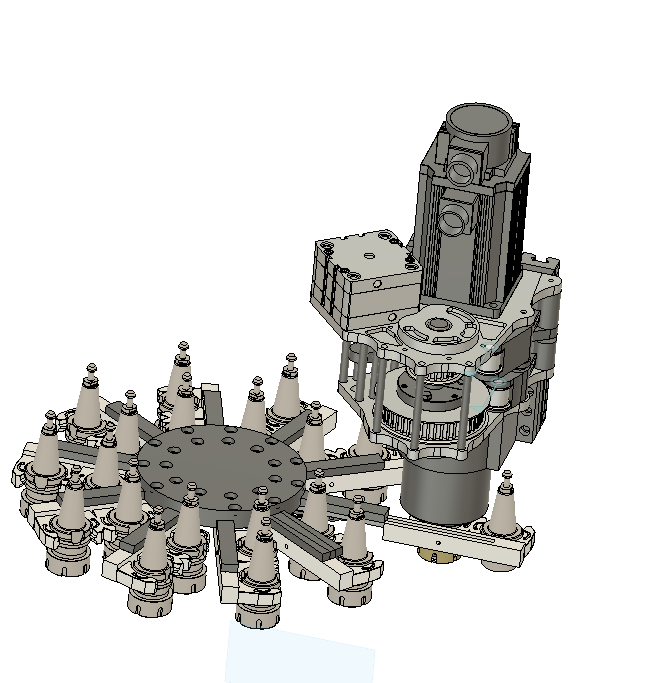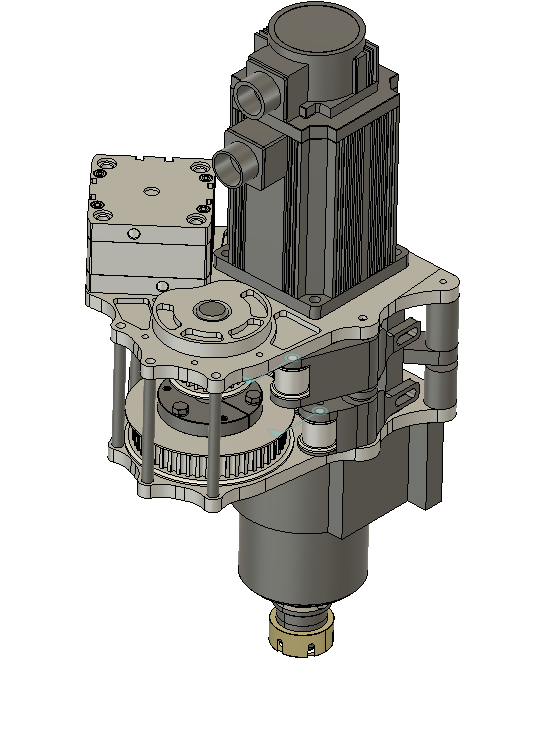

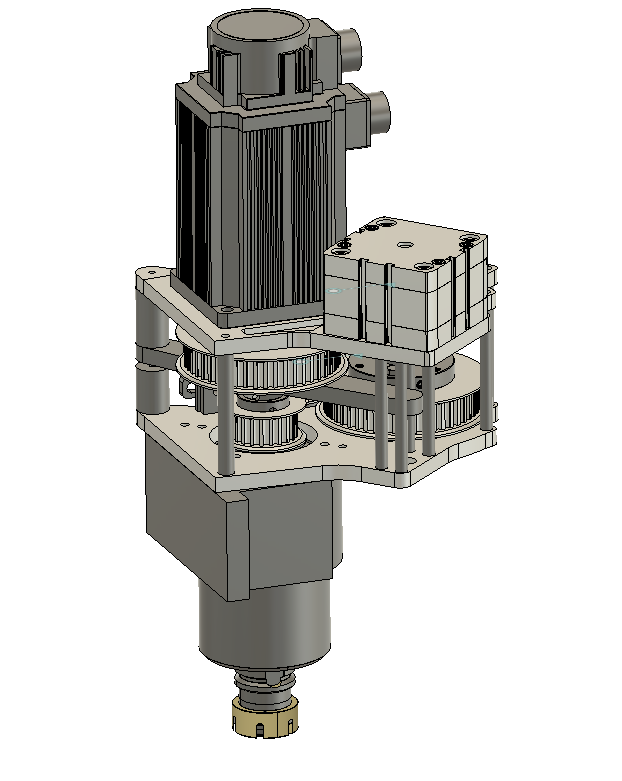
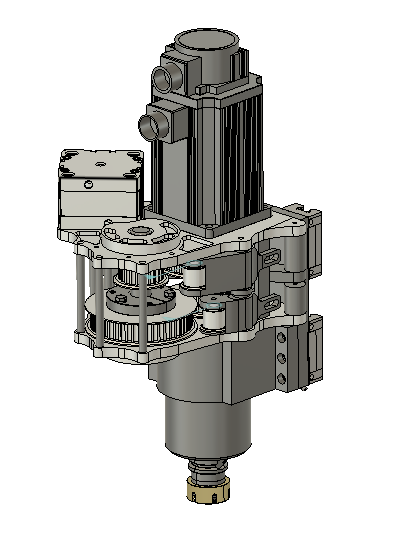
latest and final spindle set up.
Some lightening done and belt tensioning added.
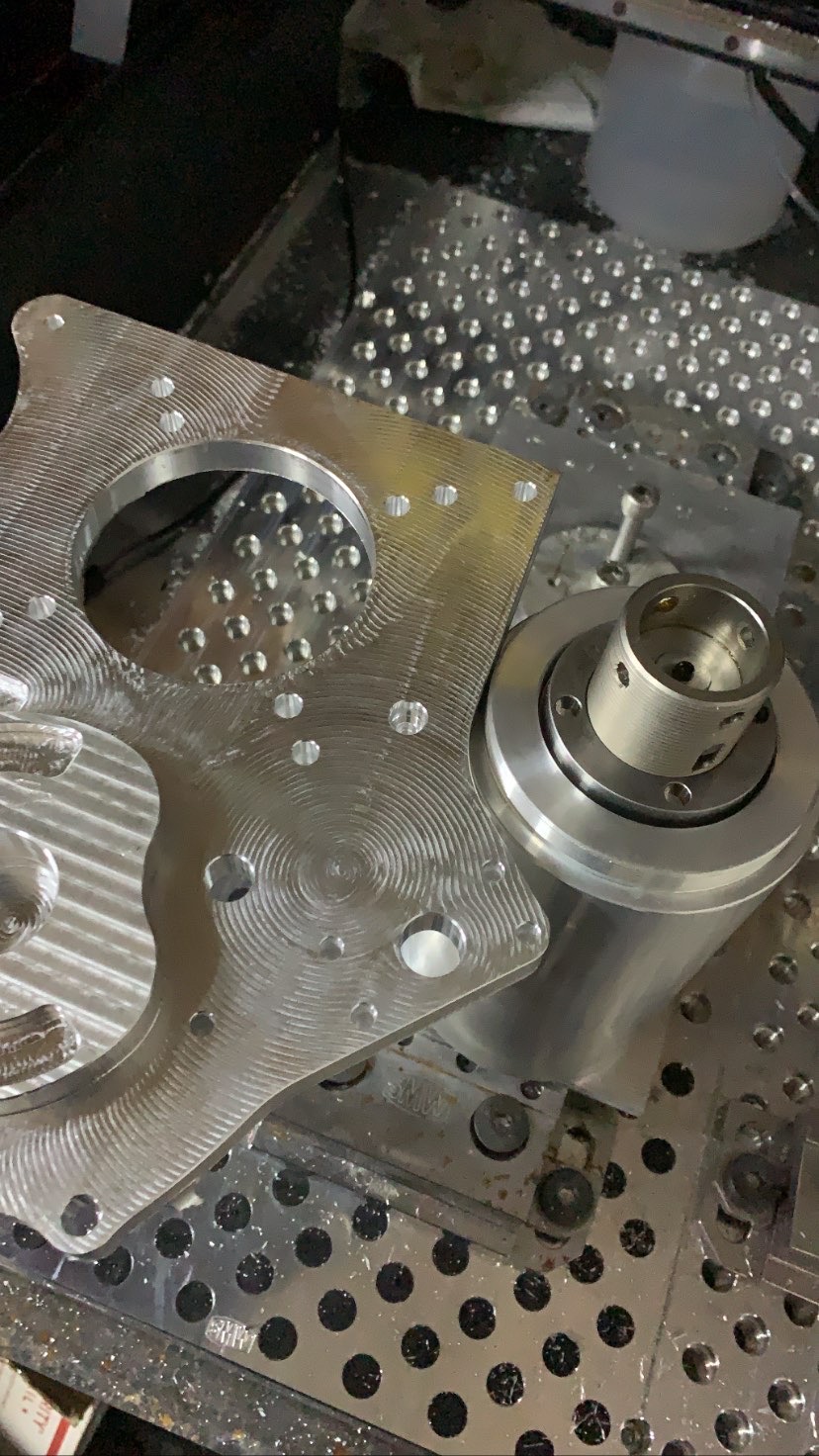
Thank the lord for mid process dimension checks
I originally mirrored the bottom plate to the top and then started making changes. Missed this one but thankfully it was on my notes under critical dimensions.
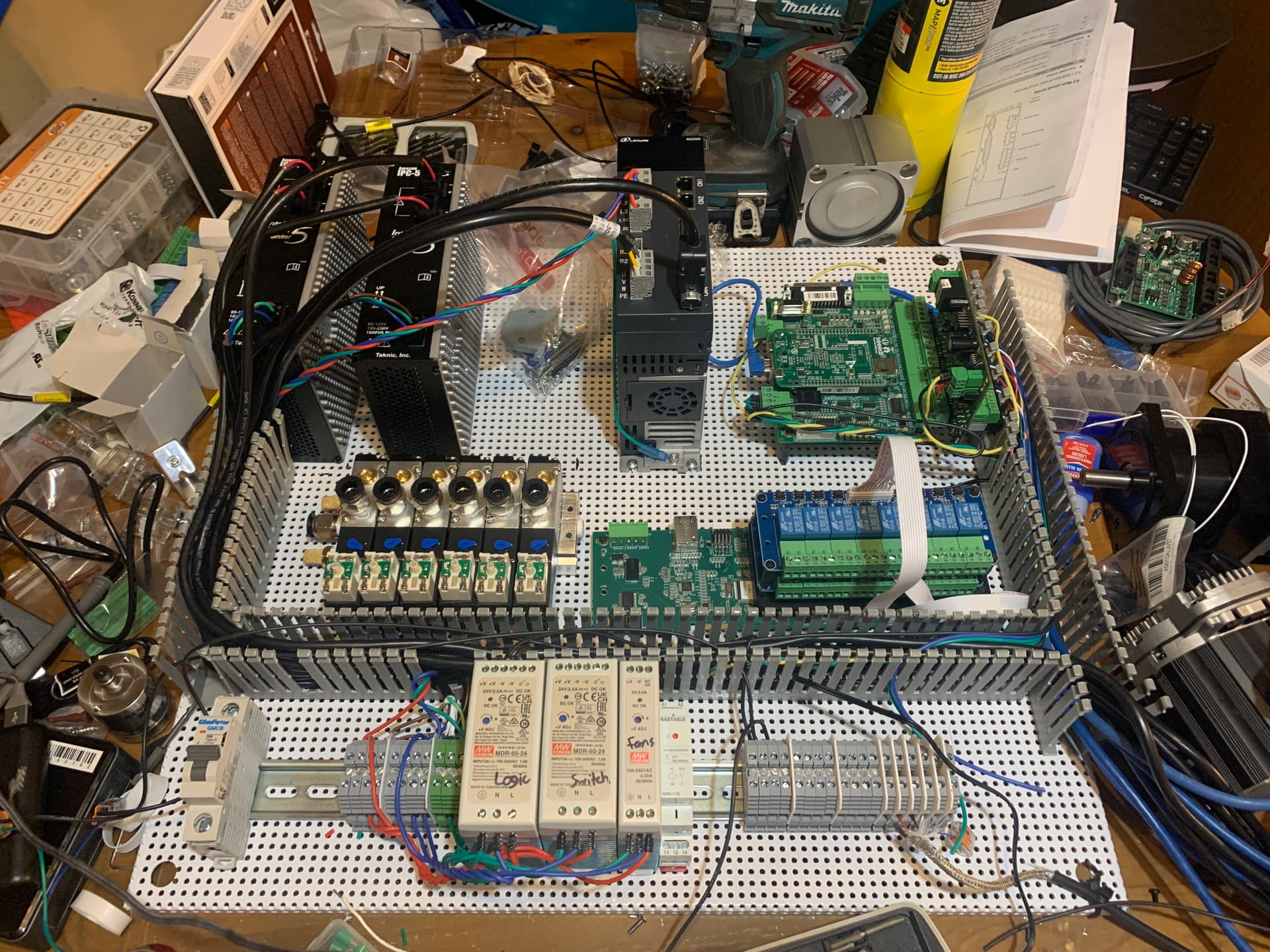
Spindle came in and working on my electronics build.
Got some cool stuff coming from for the atc design, machining and the rest of the Z axis.
what media was used and how long was each part tumbled for?
Nice looking control cabinet build, solenoids too, lots of toys ![]()
I’m gonna be honest here.
Tumbled to taste. Maybe hour each
Plastic media and then ceramic burnishing media
All the toys, and a few yet to be revealed
Finished this 90mmx1 threading last night.(had alittle power outage during that was very exciting ![]() )
)
Bearing pressed in, onto machining threaded pulley and all the standoffs.
Should be together in no time.
What tumbler? When I look around online, they are Harbor Freight specials or for industry.
Mine in an industrial one.
After going through 5 harbor freight specials and a cement mixer special it just ended up being worth getting a quality tumbler.
And to be honest…I wish I would have done it way sooner.
I can fit bigger parts than the harbor freight.
the quality is much better(1/2” thick plastic).
it’s quieter, getting parts out and changing media’s easier.
Easy coolant/wash system in it.
Holds 50lbs of media
It’s just a no hassle, it works and that’s it kinda deal.
At the end of the day, I’ve always tumbled my parts because it makes it so customers can’t tell if I’m using hobby machines or a 80k mill. Which is exactly what I want and this makes it that much easier.
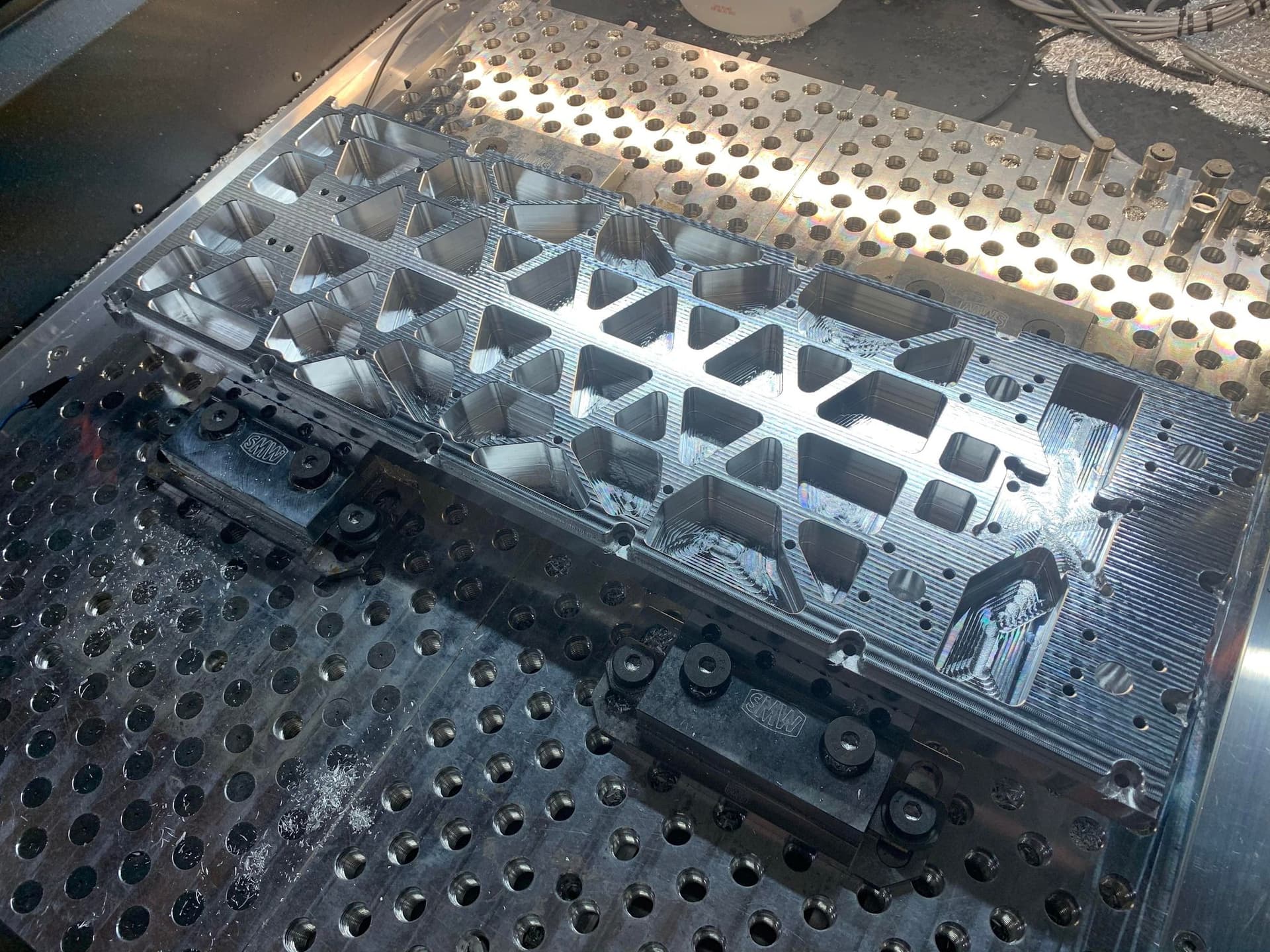
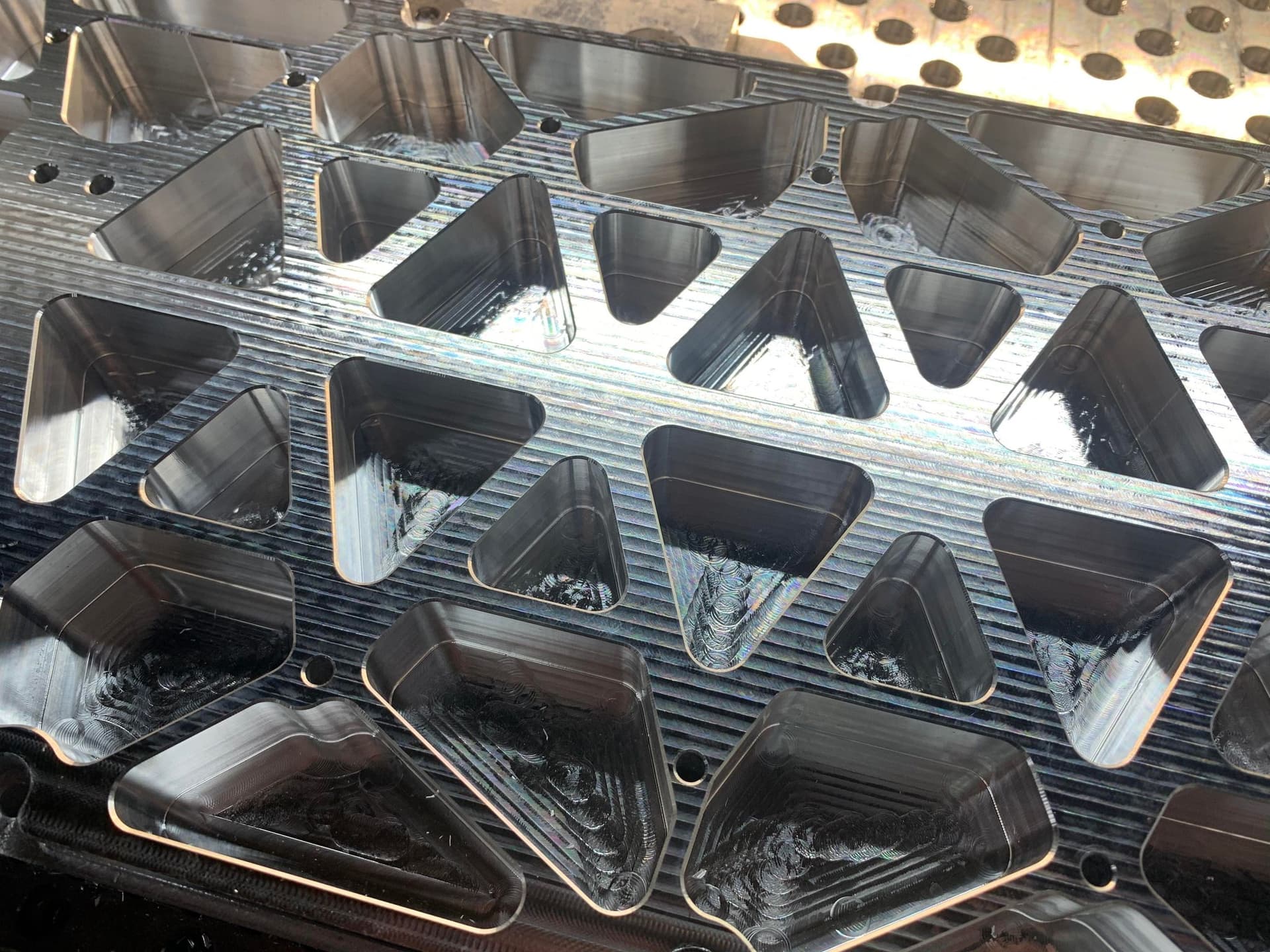
HDM plunging at over 100 ipm. Helical tools held up so well.
Also i believe it was @SLCJedi who said to drill the holes first for cutting the cogs(over on fb, i could be wrong)
but ended up doing that on this go round
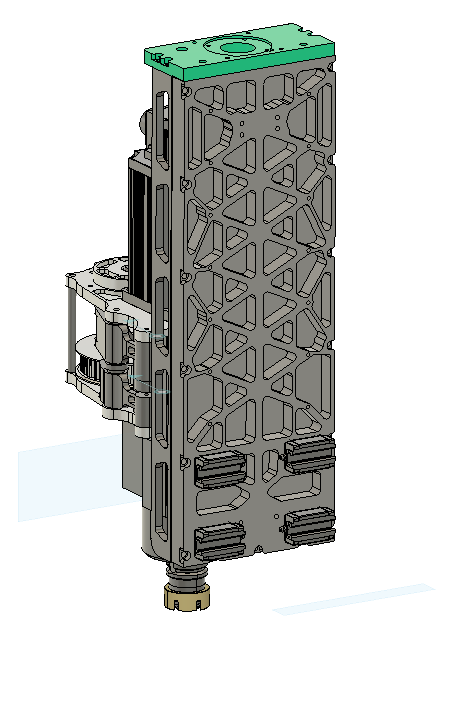
Also got in stock today for the rear of the z axis. so that will get getting machined.
ended up doing some FEAs and found a happy medium with this design
no tumbling for these(hand deburred), M40x1.5 threads and a 25mm shaft(will get a set screw for the key at somepoint) but its a tight slip fit right off the machine.
some video of my mounting plate for the spinde to the z rail. kinda fat might need to go on a diet.
as well as some video of it being machined.



videoed the whole thing, its about 2-3 hours long. im going to post it up on youtube. wont be Winston level elegance but at least a snapshot into what ive got going on.