Per a separate post, I wanted to cut a perfect 8x8 square, perfectly out of the center from a perfectly pre-cut 12x12 piece, but there was some concern about exact centering without a jig or bit zero.
That makes a lot of sense because there are numerous factors to consider, such as having the piece clamped perfectly square and the bit itself not having a point to touch the exact corner of my board. I’m not cutting out the whole piece, so that leaves some margin of error, right?
So…what are some tips for this?
Do I center on the outer left corner of my piece to the outside diameter of the bit? …or “eye-ball” the center of the bit?
Should I center on the the center of the pre-cut square that has the center marked?
Is there a way to give multiple points of a symetrical piece and have it auto-calculate?
What do I square my work-piece against on the CNC bed?
If I run a second job without re-centering again, does it hold the coordinates accurately? When I added some addition designs on the same piece, but using a second file of the same size, it seemed a little off on the design cuts relative to the zero point I originally set.
For #4, fasten a piece of scrap to the bed, then use the machine to cut an edge to create a fence. Now just align the piece to the edge, it’s now square.
Thinking a bit more on this, you could cut an ‘L’ shaped fence, then without turning off the machine , you can exactly position to the angle of the ‘L’. Use that as the reference.
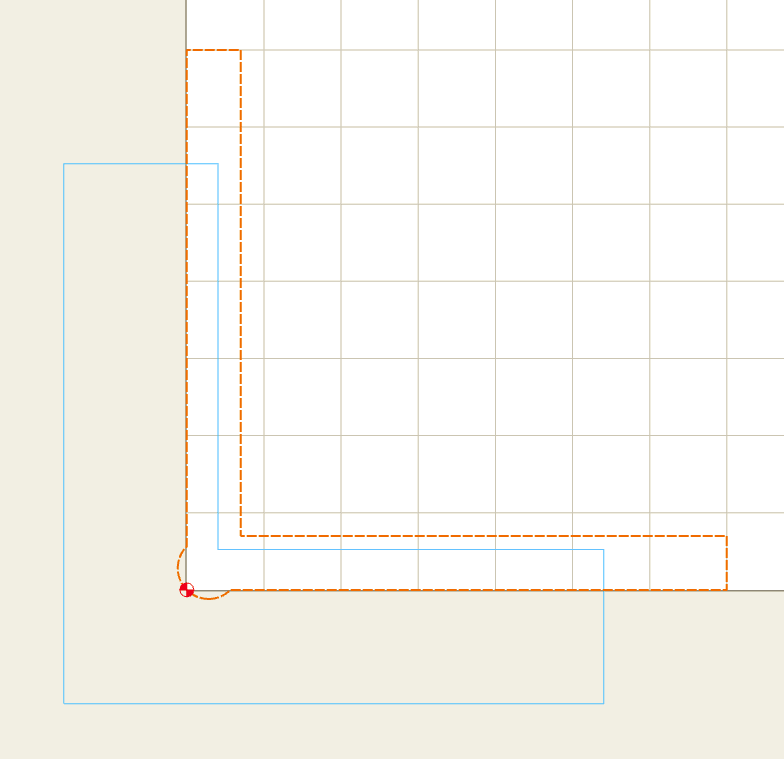
The blue is the scrap piece you will make a fence. Orange is a pocket, once it is cut you can then place your piece against it and your X-Y zero will be exactly at the corner.
Basically, instead of trying to set the X-Y zero against the piece, create an X-Y zero that the piece will locate against.
You want to do this step plus your cutting in the piece in the same session. If you create the fence, and do your cutting in another session, then the homing process may not return exactly to the same place.
I swap in a small V tool when I wish to “eyeball” center[1]
That is a valid approach, and probably the most common one.
Not using Carbide Motion — unfortunately, Grbl doesn’t do math, and Carbide Motion doesn’t have scripting in Quick Actions beyond the G-code which Grbl supports.
The usual choice is a “Corner Square” — we have one for the SO5 Pro at: Corner Squares
Yes, to within the precision of the interaction of the stepper movement and the homing switch sensing precision/accuracy
Do as mhotchin suggests. Get a piece of material 24”x24”, cut with the cnc or drill bolt holes and use t-nuts to attach to the T track. Then make a pocket cut as described above. By cutting the pocket you have a perfect 90 deg fence to use as a “square” so you can set your X/Y once. Then keep placing the 12x12 job in the square and your reference is maintained. Be sure to clear the fence of sawdust etc prior to placing the next project in the fence. Even small amounts of dust can allow misalignment between the fence and stock.
Regarding question 2 - I do what Will suggested. I substitute a 30° Vee bit with a sharp tip, lower it so it is very close to the stock, and eyeball-zero X and Y on the marked center. Then I put the actual cutter back in and zero Z.
Another option for getting your 8x8 cutout exactly centered in the 12x12 is to use a piece of stock bigger than 12x12 and use the CNC to cut both the 12x12 and the 8x8 cutout. It’ll be perfect every time without the need for an alignment fence or precision X/Y zeroing.
Am I able to do multiple projects with the X-Y Fence, so long as I don’t turn off the machine? Sounds like changing the project (with each one that needs the fence) will be obvious - is that right?
Re: Drill bolts method - are you suggesting this as a permanent solution that will always be square, even if I turn off the machine? …or do I need to find a new 24 x 24 each time I need such a solution?
Yes, no problem. Just have each project use Lower Left as the zero.
Depending on just how accurate you need to be, you can even use the fence after re-initializing the machine. Once you have created the fence, you can use a Quick Action to store that location for later use. Just jog to that X-Y zero, then use the “Create zero from this location” button in the quick actions. When you execute that quick action in the future, it will set the Zero to there.
In my experience, the re-initialization process is almost always accurate to under 0.5mm. For my projects, that’s close enough. The fence will always be square to the machine, it’s just that the X-Y might be off by a little.
Yes, you can use the square/fixed mount for numerous projects. All you have to do is reset your Z if you use a different stick thickness. As mhotchin suggests above.
I was under the impression that the machine resets what is “square” each time, but are you saying that once you’ve set the Y axis jig square, you can use it every time you need to cut something square (relative to a pre-cut square piece), even if you’ve turned off the machine?
I understand this video, but can I trust the jig every time? The issues tonight where it bumped the bit setter made me think it needs to be recalibrated almost every time, but maybe not?
You may want to set your X/Y and then Z each time until you get more time in the machine. Once you get time on the machine you can set up your x/y and leave it. There are new setting in V8 that allows you to set your own permanent X/Y. Which what some of the other guys were talking about.
We have a fair number of customers who use such a fixture, set the origin once relative to it, and never change it — until they upgrade to a new major version of Carbide Motion and having forgotten how to set zero, contact support in a panic over their machine not working as they expect.