I need to do something embarrassingly simple, but cannot figure out the right/simplest way to do it, and the posts I read confused me.
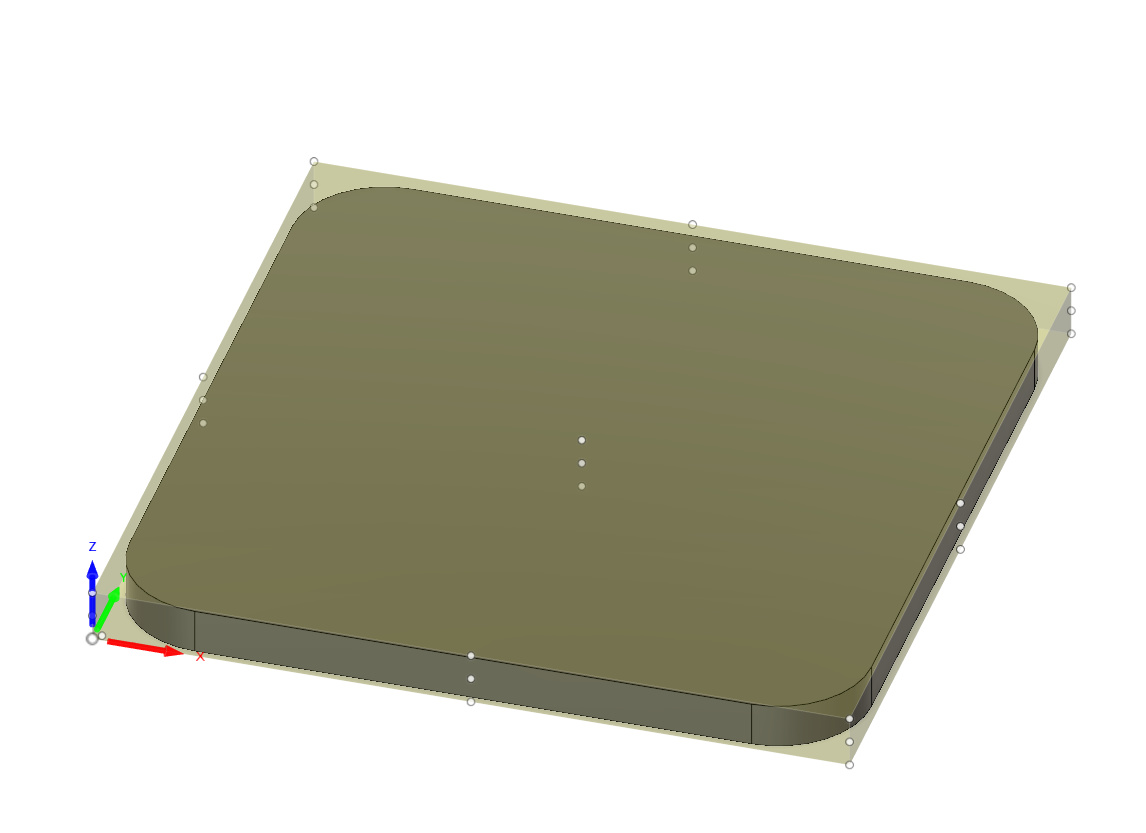
So, I have Vcarved and cut a set of coasters, put epoxy resin on the carved part, which I then want to surface, flush to the coaster’s top surface:
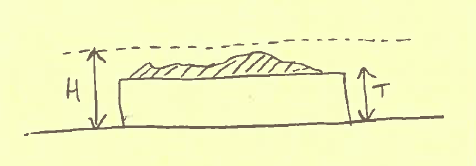
I would like to create a surfacing toolpath that starts in the air from height H, and cuts down to H-T. I cannot zero on the coaster’s top surface (there is an irregular resin layer across the whole surface in some cases).
I can think of setting Z reference to stock surface in CAD, making a pocket toolpath of depth H-T, zeroing on stock bottom (i.e. the spoilboard), then raising Z by H-T, and resetting Z zero there. It feels like a workaround.
this seems like a usecase for setting Z reference to stock bottom, but I do not understand how to adjust start/end cut depth then (I am using VCarve Desktop, but could use CC) to get what I want. The preview shows a toolpath cutting a pocket below stock surface, and refuses negative Z values.
I’m sure it must be dead simple, please enlighten me
I would say set your zero to the bed height then cut down to the thickness you want the piece to be. It’s easiest to start with a known value for zero.
I don’t have the software in front of me, but I think when you setup a Pocket toolpath in V-carve, there is a start height, and a depth field, as the first entries on the top of the workflow. If you set the zero to bottom of stock, you should be able to set your start height at 1.5" (or whatever H is), and cut down H-T, right? I don’t think you would need a negative value anywhere in the form???
Edit: Found this link. It says to set your material thickness to H, and then run the surfacing operation starting at 0" to a depth of H-T.
I did try with positive values for start depth, in the hope it would start the toolpath H distance above the Z0 plane, but it does not work that way, it seems that all values are applied “below” the Z0 level (negative), so I ended up with a pocket going under the stock bottom…
Thanks for the link/hint, so that is the catch, one has to cheat V-carve into thinking the material is actually thicker, and cutting down from this “virtual” top surface. Makes sense and it will work indeed, it just seems so un-natural to me…I would have expected to “just” be able to tell Vectric “here is my Z0, please produce a toolpath that starts at positive Z1, and cuts down to positive Z1-xx mm”. Anyways, I’ll try this trick and report !
I assume by “set zero to bed height” you mean zeroing on the bed level (i.e. the stock bottom) ?
Sure, but what I fail to grasp is how to produce a toolpath that does this, in VCarve or CC, since they both seem to only support pockets in the negative Z direction ?
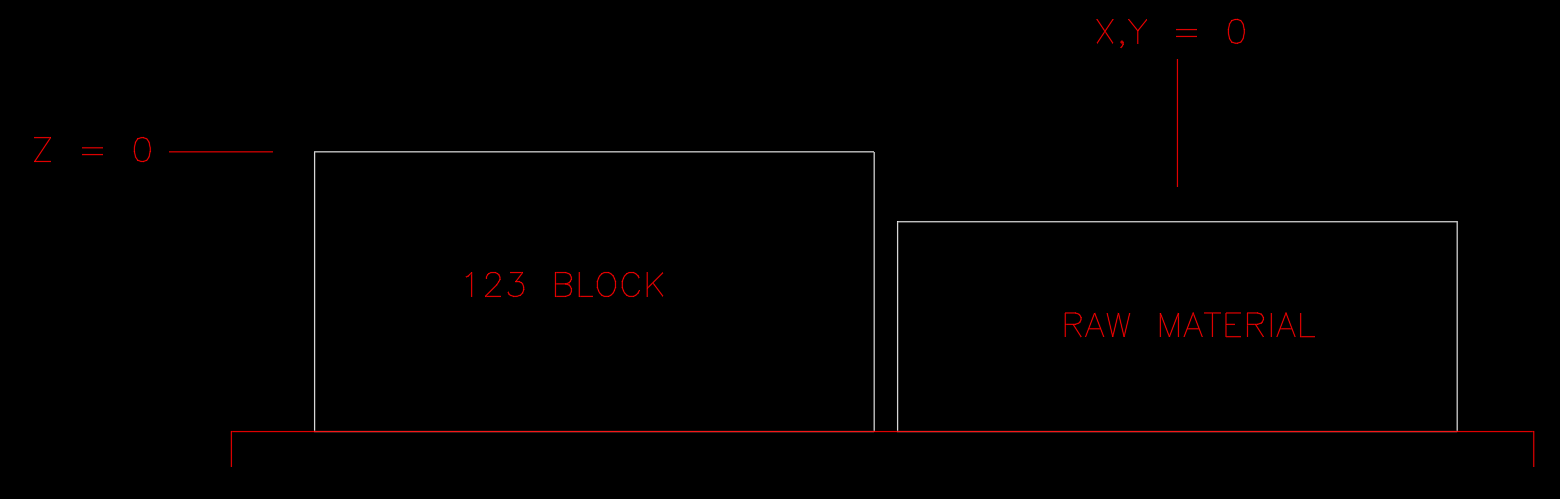
You mean zeroing on the top surface of a 123block thicker than the part ?
Ok thanks for this alternative tip, which leads me to believe that there is no other/more elegant way than faking a Z0 higher than where the material actually is, and working down from there.
Thanks. I’ve tried Fusion360, liked it, but did not find a really good incentive to learn it for real, so maybe this is the opportunity. I’ll still double-check the V-Carve Desktop documentation and/or ask around on their forum, to confirm that faking the material height is the recommanded approach for this usecase.
@Julien How much are you taking off? Why not just jog to wasteboard, jog up to desired thickness + cut depth, set zero and run your pocket operation at that depth.
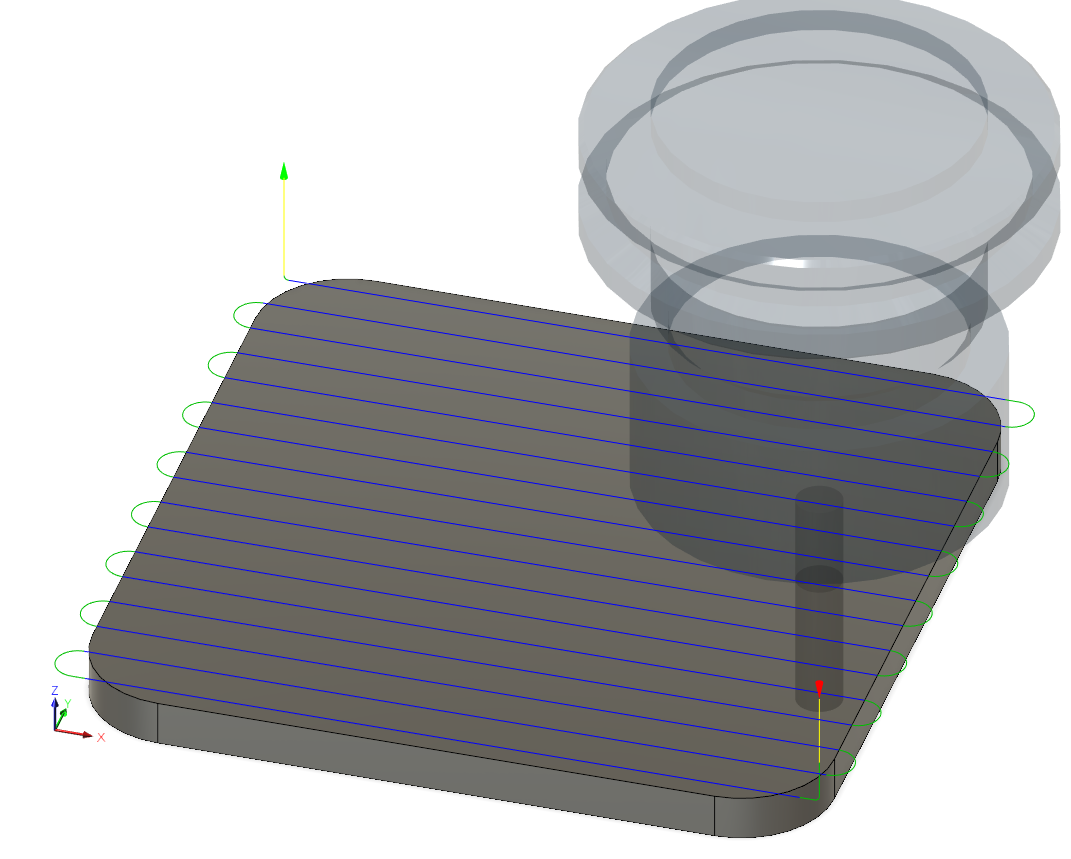
For a circumstance like this, if the entire surface is close enough I can do it in one pass using a surfacing pass (as shown by Aaron) I generally set up a surfacing pass at z=0 (using Fusion360 or Inventor or whatever other tool I have open, or just modify an existing surfacing job in a text editor) to a boundary just larger than my part, set my zero to the desired finish height, either from the bed or from a point on the part, and have at it. If I need a better surface, I will do the same thing, but use a roughing and finish pass (often 0.1 or 0.2mm for the finish) referenced to z=0.
This circumstance comes up a lot: rough sizing stock before machining (drop z, set zero, cut, measure. repeat if needed until desired rough size), surfacing the off side of stock so it can be mounted, surfacing a part for finish after other work (what you are doing) and so on.
If I know the presurfacing dimension and condition (flat, parallel to base, how high, etc), I might reference to the bedplate surface to achieve a precise dimension. Often it isn’t the precise dimension, or I need to feel for the cu because stock isn’t square, or I am looking for a particular appearance, and will make a few passes, lowering a small bit each time until I get what I want.
Agreed, this is definitely another way to do this, which is also equivalent to the other two i.e. it boils down to setting Z0 “in the air” above the material at a precise height (H in my sketch)
Fully agree this is simple enough, I guess I initially thought there would be a way to setup CC or VCarve to not even have to do this, and that it would generate a pocket operation from Z=H (referenced from wasteboard) to Z=H-T. Which apparently Fusion360 can do.
Thanks for all the answers, so all in all many simple ways to address this, and at least one directly at CAD/CAM level. Off I go to the garage to test this !
Worked like a charm (I finally went for the “let’s pretend the stock is thicker than it actually is” option, in VCarve)
Thanks again for the various tips !