I recently noticed that I’m getting significantly more chatter when milling in the positive y direction, specifically when doing climb milling(ie moving positive in Y while cutting on the left side of an edge). My wheels and belts are tightened within reason on all axis, no binding but not too loose that I can detect play when flexing the frame by hand, I get +/- .02” or +/-.5mm total flex if indicating against a solid surface on the hybrid table and flexing the spindle mount by hand. Any idea what else could be wrong?
Stock Shapeoko 4 XXL, running a water cooled 800w 65mm spindle.
If the machine is mechanically sound, have you tried reducing the overall flex by minimizing tool stickout, and raising the spindle in its mount? (which will probably mean putting something under the stock to elevate it). This should minimize the lever effect/deflection in the Y direction and the risks of chatter. But then again chatter is a multi-variable thing, does this happen with all sorts of material and various feeds and speeds and DOC ? and irrespective of the direction of the grain? (if you mill wood, that is)
Thanks @Julien. This mainly manifests with aluminum but it’s present with various woods regardless of grain direction(not so much in MDF but soft and hardwoods).
Here’s the background: I was doing some semi manual “milling” through the MDI(I’m running Linuxcnc) cleaning the edges of a 1/2" aluminum plate. Speeds and feeds from HSMAdvisor and fairly conservative, 11mm DOC, .25mm WOC, ~8K RPM, ~850mm/min with an Amana single flute 1/4" HSS end mill. The moves along the X axis went flawlessly and I was pleasantly surprised since I never tried such high DOC before in any material…the end mill and spindle seemed happy although the spring passes removed a lot of material indicating high deflection, but otherwise really clean cuts with flawless surface finish. On the Y axis with the same settings, going up on the left side of the plate I could see the spindle mount shaking, very loud chatter. Tried the exact same move in reverse(going down on the left side of the plate) and it went flawlessly each time as I snuck up on the final dimensions of the part, also very smooth surface finish when moving down on the y axis.
My general observation is for standard CW spindle rotation, any tool paths that move straight up (+ve Y) on the left side of a contour or straight down(-ve Y) on the right side of a contour chatters to varying degrees…less so if slotting but very visible/audible when having anything less than 100% tool engagement. I figured the vibrations/chatter is a result of the tool pressure on the spindle mount fighting against the opposite pressure caused by the direction of motion.
I’ll try raising the spindle further to see if this help, at this point the spindle is as high as it will go while leaving enough room for the dust shoe. Tool stick out is usually as short as the flute length, so nothing much I can do there. Do you think tightening the x carriage wheels a bit further would help(at the risk of shortening the life of the derlin wheels)?
I’m planning a 15mm linear rail upgrade for the x axis because I figured the spindle carriage is the flimsiest part of the SO4 but I’m not too sure that’s why I wanted to get some advice.
This is pretty how every gantry style router Ive used acts, even professional ones with linear rails (to a degree). Cutting in the X direction is the strongest due to the spacing of the supports (bearings), -Y is usually better than +Y but that depends on what style bearings. On the S4 with its V wheels, X cuts are supported by two sets of four wheels and Y cuts rely on one set closely spaced to keep deflection in check.
There are a bunch of other factors, especially with V wheels, but I would try to lower the feed to around 500mm and try again. Also keep in mind that with the original style router, this is probably less of a problem. The heavier watercooled spindle is making deflection worse.
Mist coolant will also reduce cutting forces around 25%. And for high depth wall contours I would recommend a three flute for better, smoother engagement to help minimize chatter.
@Vince.Fab thank you so much for this valuable information. I’m glad that my understanding of the issue seems correct. Great info on the impact of mist cooling, I just had it turned off because I figured radial engagement is so low and I won’t have any issues with chip clearing, but a reduction of cutting force is still generally desirable. Also excellent point about the 3 flute cutter, and like @SLCJedi already comments, increasing the RPM to reduce shipload and therefore cutting forces would be another alternative. Sounds like the linear rails would be a good easy investment to improve the SO4…I really wish I bought the Pro
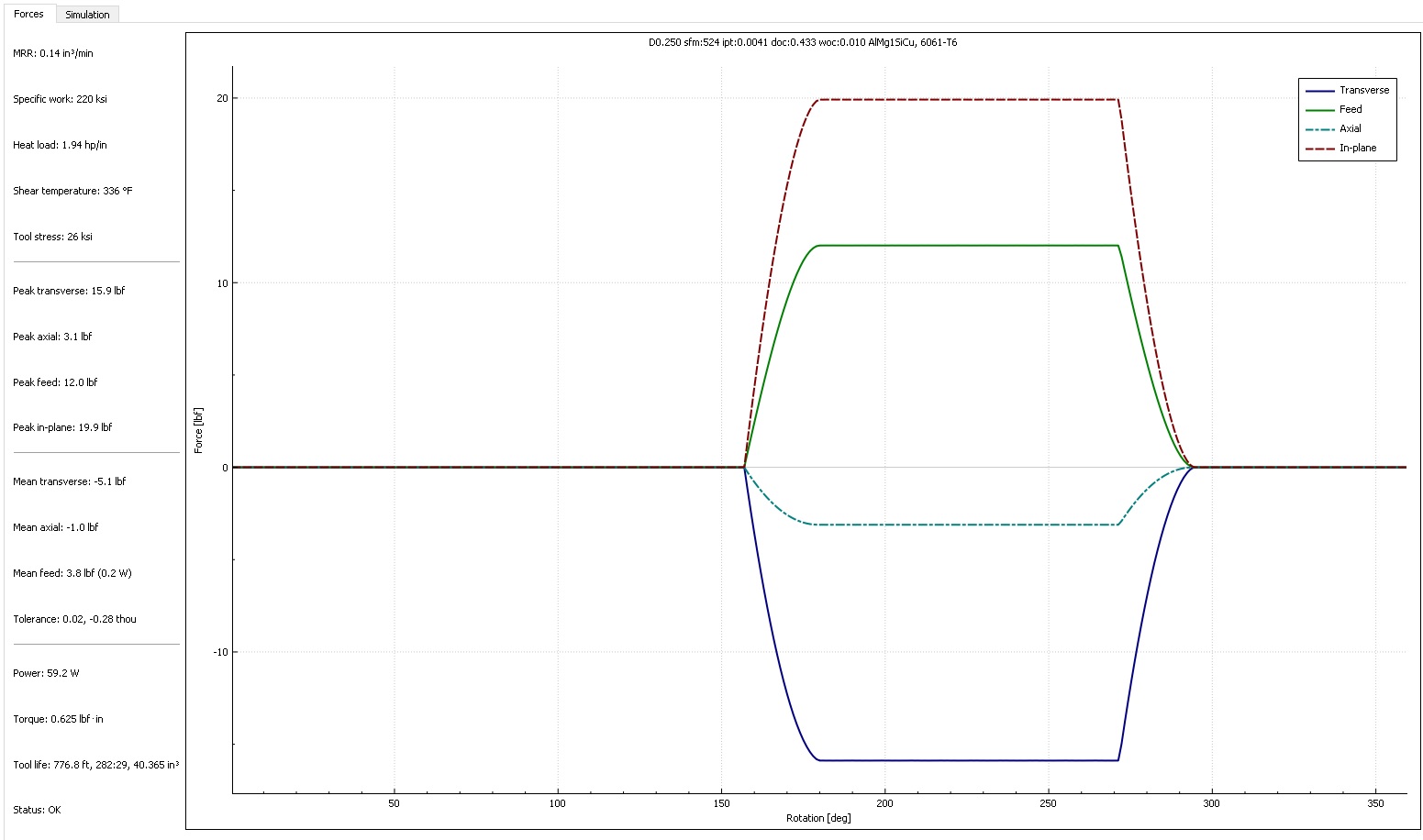
Out of curiosity, what analysis software were you using to generate the above graph?