OUTSTANDING work @patonclover and again thank you @Julien i love re-reading this E-book, every time i do i get a AH HA! moment to further zone in on my knowledge, or something clicks with me again to go and do further reading, as i said before the High speed cutting was the best video i have ever seen to make things click with me - Bravo to all involved
Julian,
Just a query on your FS_basics spreadsheet and the chip load guide you have in it. Your values seem to be substantially smaller to all the ones I can source from elsewhere, about 10% of the others. I was wondering if you could explain what I am missing.
I struggled with this too and we had a lengthy conversation here about just that topic. The main conclusions were:
the manufacturer chipload recommendations tend to be made with much more rigid machines in mind, and tend to provide max chiploads not min chiploads
the chipload that a Shapeoko can handle depends on how it was modded or not.
the key point is to maintain a chipload that is above the rubbing limit. The consensus is that 0.001" is the golden value for metals, and a sensible lower limit for other materials
the values I provided in that table are my best estimate for real life averaged values that Shapeoko users tend to use successfully, but they are definitely just “reasonable starting points” and one can push them much further in many cases.
@Julien: Small typo in “squaring, surfacing, tramming”: near bottom, in “Tramming the router/spindle”, look for ‘A thin strip of aluminum folder over a few times’. Should be (I think): A thin strip of aluminum foil folded over a few times.
Great document – Thank you!!!
At “Plunge Rate” chapter you gave very very good, experimentally chosen rules concerning percentage of straight down plunging. In my opinion you should mention, that those percentages should be calculated based on feedrate with no adjusted chipload, but with RPM’s selected for adjusted chipload (as these will apply). This is because, for example: adjusted chipload for 4,1% RDOC will increase adjusted feedrate 2.5 times, but straight down plunging should not be 2.5 times faster, because of flute geometry is constant. Am I wright?
Since many of Shapeoko users will be 3D carving sooner or later, would be a good to add some more specific informations concerning stepover for 3D profiling, among others “scallop vs tool diameter” graph. Plenty of usefull informations I found at “cnccookbook.com/cnc-stepover/”.
Some questions:
A. Do we need to adjust chipload for 3D carving with ball end-mill when depth of cut is less than 1/2 diameter (which occurs almost always)? For more demanding materials (where SFM matters), there is some velocity adjustment formula (The Helical Machining Guidebook, page 14: “helicaltool.com/resources/guidebooks-articles”). How about the chipload?
B. As I’m newby with Fusion 360 - at chapter “Adaptive clearing toolpaths” you wrote: Since adaptive clearing is typically used with a small WOC (much lower than 50% of the endmill diameter), chip thinning must be taken into account in the feeds and speeds, as described in the Feeds & speeds section". Is it simply means that we need to calculate chip thinning outside Fusion and overwrite calculated value by hand, isn’t it?
C. I wonder your suggestions - is it worth to use separate end-mills for roughing and finishing for more demanding materials like metals?
Welcome to the community and thank you for the feedback!
Nice catch, thanks, I fixed it for the next version.
Yeah that plunge rate guideline needs to be revisited anyway, because taking a given fraction of the feedrate is only a very rough rule of thumb, and would more likely be better expressed as a look-up table based on the type of material AND number of flutes, not really feedrate. Not to mention, the type of Z axis one has (belt-driven vs leadscrew vs ballscrew).
I now tend to follow those rules:
a few hundred mm/min for hard wood when using 2 or 3 flute endmills (= poor chip evac, hard material, need to go easy on the plunge)
basically 100% the feedrate for plastics, as they really don’t like slow plunging (it’s hard to plunge too fast, at least I have not found this upper limit yet, plastics is like butter)
and for metal…well it’s better to avoid straight plunge altogether, and ramp in at a small angle, and then the rule of thumb is different too.
I agree. I have been wanting to add more usecases (and associated tips), 3D carving is definitely one of them and I have more than enough material (ha-ha) on the forum posts to build a decent recommendation.
My short answer would be, once you are at the stage where you understand and care about that level of detail in the adjustment, it’s a pretty good sign that you are way past taking advice from me/the ebook
Joking aside, we had similar discussions here about other non-square endmills like V-bits, which just like ball endmills are special in their constantly-varying-RDOC depending on what part of the endmill you are looking at, and no clear enough/general enough consensus emerged, so it’s down to experimentation OR using advanced calculators that integrate complex tool geometry. In the ebook I have been trying to stay on a fine line between “not enough information” and “too much”, since this is steered towards new users.
The most typical use for a ballnose is for finishing 3D jobs, and in that situation the chipload does not need to be super precise, at we are removing small amounts of material anyway, so it’s safe to err on the side of “faster/larger chiploads” without consequences.
Yes. At least last time I checked, Fusion360 did not integrate a chip thinning compensation in it’s feeds and speeds tab (which is a bit strange, considering how easy it would be for them to do it)
Most definitely. It is a best practice to keep dedicated endmills for different materials, and within that to have dedicated endmills for roughing, others for finishing. A good example is a super-sharp O-flute that is intended to mill plastics should not be used to cut metal or wood.
I’ll admit that it’s hard to adhere to always that rule, so me I have narrowed it down to this:
I dedicate a couple of endmills to plastics only (my Amana single flutes)
I dedicate a couple of endmills to aluminium only (my ZrN-coated ones)
The rest I will use interchangeably, BUT I still keep track of which ones are “fresh” and which ones have seen more use, and I will use the latter for “quick and dirty roughing”.
I think this would be a monumental undertaking. I wish you well on this project.
One thing I see you may have overlooked is G-Code itself. Once you create G-Code for a project sometimes you need to go in and make changes. Knowing the code or at least having an understanding of how it works, may save time rather than having to go into Cad / Cam and recreating the whole thing.
Hope this helps in your creation.
Please let me to add some additional words. I wonder if you’ll agree with them?
You mentioned that “(…) it’s better to avoid straight plunge in metals (…)”. At Autodesk’s “Fundamentals of CNC Machining - A Practical Guide for Beginners”, page 7-10 I found one exeption: "(…) If space does not allow a helical entry, use a center-cutting end mill or plunge the tool through an existing hole, or a pilot hole created for this purpose. The pilot hole must beat least 50% of the tool diameter (…)". Maybe, if you agree with this than will use this tip in future “A to Z” release? In my opinion using this method should be fine (whenever there are no other possibilities) as we avoid plunging with zero velocity at the tip - even is center-cutting one (as well as low velocity arund that tip)…
If we are talking about tips and tricks you possibly could use in future guidebook release. I found at least two:
Tip concerning strategy of maximum relief a cutter at plunging - tapered helical entry. Please take a look at video above from 11:26 as well as at youtube.com/watch?app=desktop&v=6JMlrT1tNy8 from 10:02. I’m nor sure, is it all about relaxing end-mill corner?
What do you think, are they usefull, could you use it?
If you don’t mind, I’ll try to write some more in the near future. I have some ideas how to implement chipthinnig at Fusion 360 as well as idea how to proper/precisely calculate chipthining of ball nose end-mill (horizontal and vertical at once).
Sure, it’s a good tip, the only constraint is that it requires one to pre-drill pilot holes, which adds some preparation work before running the CNC job (or, using drill bits and adequate drilling toolpaths as part of a multi-tool job). Can you remind me where exactly I was mentioning that it’s better to avoid straight plunge in metals so that I add a note there ?
Definitely two good tips (entering on a corner + using tapered helical ramping). I really appreciate any and all comments to improve the ebook, the only catch is that it should remain accessible to entry-level users. So there is a risk if we add tens of clever tips and tricks that they could give the reader a sense of being overwhelmed, especially in the beginning when it’s very hard to differentiate what is important to get a decent cut, and what is just a detail to optimize things further. The other catch is that not everyone is using Fusion360, so if half the tips end up not being usable easily in other CAM software, that could be a bit frustrating too. Basically, there are many other better resources out there to make the best use of Fusion360 for CNC milling. BUT, what we could do and I had in mind for future ebook versions, is to add more examples of actual projects, with illustration/pictures of the results on the parts at various stages, and use that as a way to highlight some of the tips that are relevant on a Shapeoko.
3D carving wood is one, Tiling is another one I have been wanting to add.
In any case, do keep the comments coming, at the very least it’s going to be interesting for folks on the forum to know about them and we can discuss here to what extent they apply to the real life of a Shapeoko user!
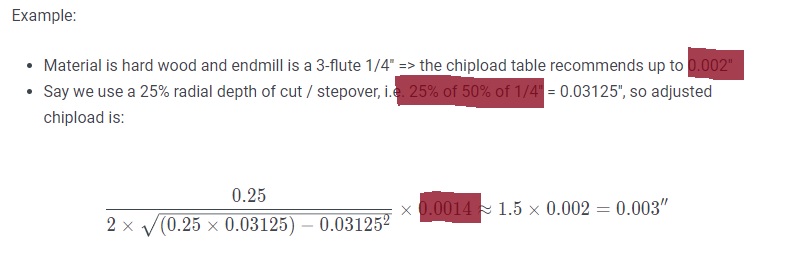
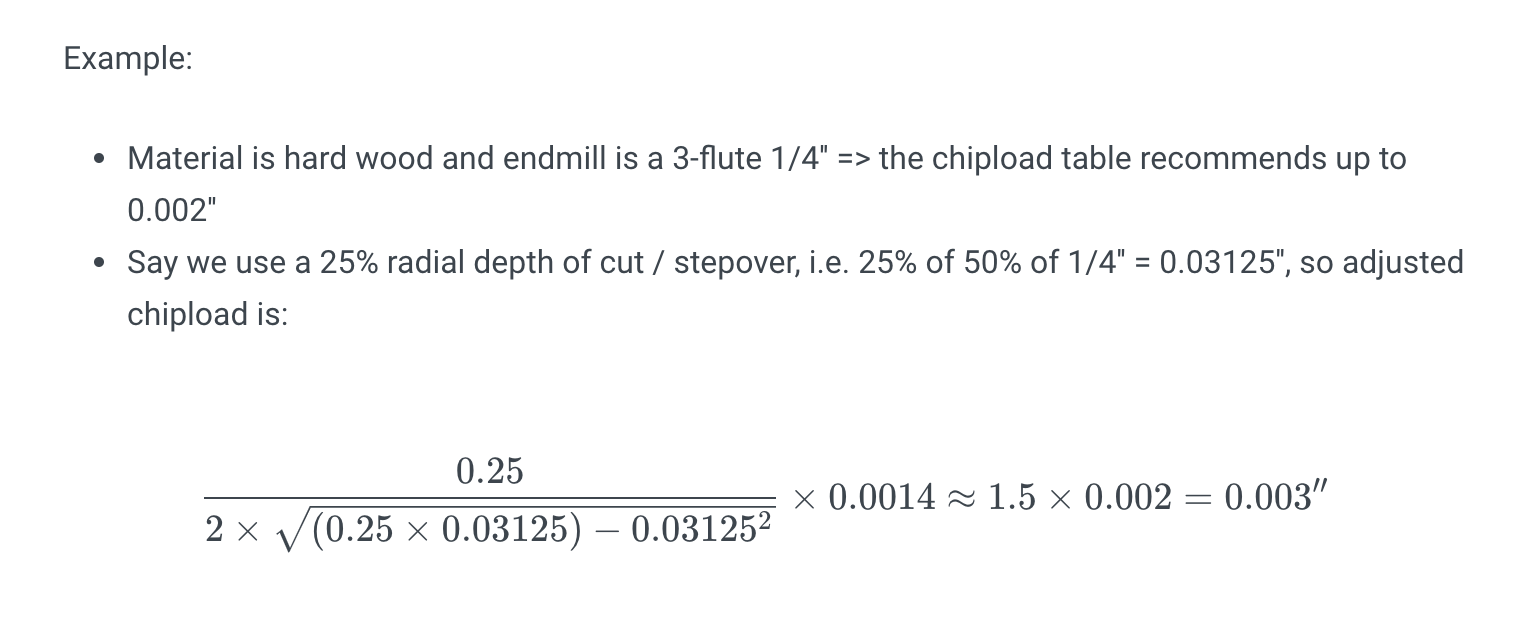
I see. Isn’t stepover usually described as a percentage of the tool diameter though? When people say “50% stepover” don’t they imply 50% of the tool diameter?
Wouldn’t using radial depth of cut (relative to radius) and stepover (relative to diameter) interchangeably cause confusion (as it did in my case). Especially when you say “radial depth of cut/stepover”.
This is my mistake, or at least a very confusing way to express the radial depth of cut, because indeed it’s usually just a value in inches, and when it’s expressed as a percentage, it should be a % of the diameter, especially since I said “stepover” in the same sentence…
I can’t believe I let it slip all this time, thank you for spotting it. I’ll fix it for V5. For the sake of not changing the rest of the example, I’ll change the example stepover to 12.5% rather than 25%.
I saw that you were asking about choosing feeds/speeds based on cutting force and material removal rate instead of chipload (2 years ago…lol), but didn’t see an answer to your question.
I seem to lack direction when dialing in parameters for wide/shallow vs deep/narrow toolpaths.
I was wondering: would material removal rate be a suitable and/or better metric to aim for? If I’m to switch between wide/shallow and deep/narrow, should I be making the adjustments such that MRR remains constant? (similar to adjusting IPM/RPM such that chipload remains constant).
I feel like the beginner/intermediate user chooses settings based on chipload, but the intermediate/advanced user operates around a different metric that will maximize their machine’s potential.
Interesting question. My understanding/use is this:
chipload is useful to determine minimum/safe settings that will avoid rubbing and produce feeds and speeds that “work” on first try. In most cases, and in wood in particular, one can push things way beyond the chipload guidelines I have in the ebook, but how far one can push things all depends on machine rigidity. I’m pretty sure I would revisit the feeds and speeds guideline significantly (DOC in particular) for a SO Pro vs standard SO.
Maximising MRR is important for folks who use their machine for production of anything where cutting time matters a lot. I see it as a second step, for optimization. That is, once you have a safe/reliable starting point, then push chipload (so feedrate, at a given RPM) and/or DOC incrementally until the machine gives up, then dial back down 10%, and you are probably near the optimal use of the machine.
Once you start to care/focus on MRR, chances are you are on your way to wanting a more rigid machine (before the SO Pro that meant e.g. custom linear rails upgrade, and now it means SO Pro, basically, and potentially later move into the realm of larger/heavier/much pricier machines.
It has been established by various people here, that the SO (at least the standard version, not sure the conclusion applies to the Pro) lends itself better to “wide & shallow & fast” approach, probably just because then machine rigidity matters less then. @Vince.Fab has an interesting video showing how sometimes wide & shallow can have a better MRR than deep & narrow. I am biased towards deep & narrow because a) I mostly cut wood, which tolerates (very) deep DOC adaptive toolpaths much more easily than metal), b) I like to use/wear the whole cutting length I paid for, and c) it just looks and sounds cool. This is a hobby for me, I have almost no need to optimize MRR agressively, YMMV.
Once you are at the stage where you care about MRR and which parameter to tune to optimize it, that’s where @gmack’s calculator shines, since it models machine power and deflection limits and you can then take informed decisions about whether to go deeper, faster, wider, etc…
On that (really old) version cell D12 shows the “adjusted chipload” which can be used to calculate the feed rate to achieve the desired chip maximum thickness. Cell B31 shows the maximum chip thickness at the specified feed rate (cell J25).
You might want to get the latest version and look at some of the other info there.
IMO using Millalyzer’s terminology for DOC, WOC, and chip thicknesses would help minimize confusion and be more compliant with industry standards