Whilst we’re talking about converting to PDF, i’d be interested in an ebook version for my Kindle 
Nice bed time reading! Not meant in a derogatory way!!!
Whilst we’re talking about converting to PDF, i’d be interested in an ebook version for my Kindle
Nice bed time reading! Not meant in a derogatory way!!!
Oh and this is awesome! There’s a ton of information here that I’m going to devour!
Fantastic job
Okay, wound up using pandoc w/ the defaults — unfortunately even the optimized PDF is too large to upload here (~7MB)
Here’s a copy in a Google drive:
https://drive.google.com/open?id=19GocDQts442cRTBda4wPlAd2m1ItWl97
Well done, downloaded to my iPad, looks/reads great in portrait and landscape.
Thanks for all the hard work, Julein and Will.
BTW I’m enjoying the read on my patio during a morning rain, in July, in So Cal…
Huh??
Meanwhile, it’s 42°C (107.6°F) in Paris, and 95°F in my garage. Enjoy the rain !
Here’s a quick and dirty epub:
https://drive.google.com/open?id=1BO-Egow6gfotEA0HHEZpMdBOZ4IKGoaU
Warning, ~90MB
Awesome thanks for the ePub. I guess i’ll Have to copy it on to my Kindle via USB. I doubt the email method will work with a 90mb file!!!
Hi there,
I am working on integrating the feedback/corrections I have received (thanks a ton @WillAdams, @luc.onthego, @Hooby), and several comments are (unsurprisingly) about the feeds and speeds section that may still be too much to take for a Shapeoko newbie. I am considering splitting this section into two parts, basics vs. advanced aspects of feeds and speeds.
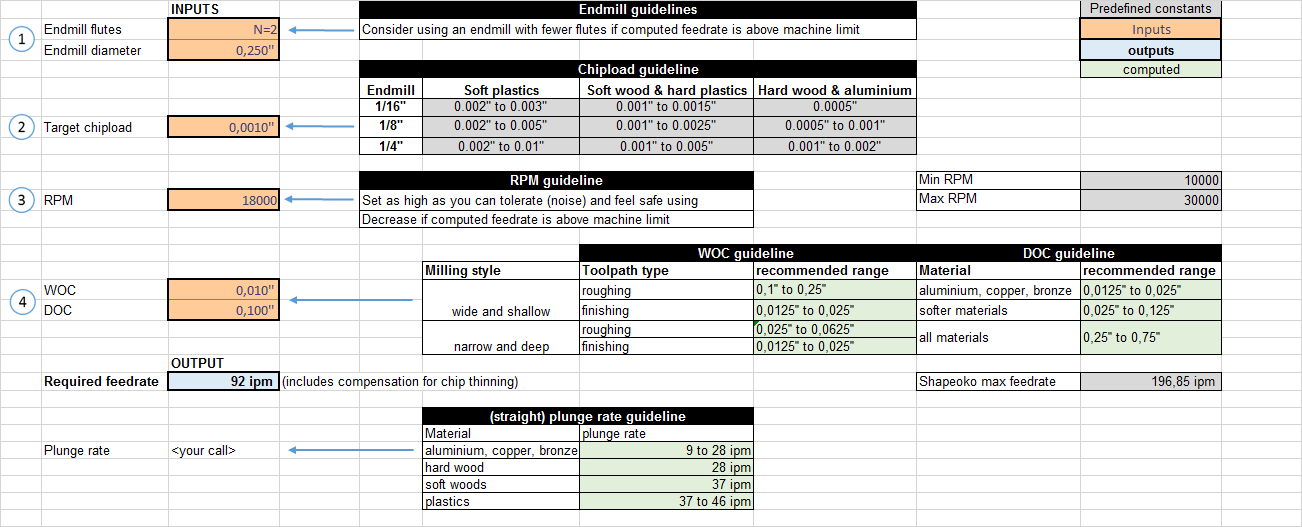
The “advanced” part would basically be what is currently already there in v1 (the full story), but the “basics” part would boil down to the bare minimum parameters to be understood, and I think those are:
and then computing the required feed rate based on these (including chip thinning when applicable), as well as providing plunge rate recommendations.
Anyway, I made this (hopefully) simplified version of the worksheet with these 6 user inputs and associated guidelines from the book on the side, that would serve as an example for the “basics” section (while the “advanced” section would be supported by @gmack’s excellent worksheet that includes deflection, MRR, cutting force and many other tips) :
FS_worksheet_basics.zip (24.8 KB)
Does this make sense as an intermediate learning step ?
Nice work on the F&S Worksheet, it is much clearer. I would like to point out that according to the specs on the Carbide website, the Carbide router range is 12000 to 30000, which is not the same as the Makita 10000 to 30000.
The spreadsheet looks great and so much simpler than gmack’s for me! I guess I will grow into gmacks in time…
One comment that has bugged me for many years is what people mean by “soft” and “hard” wood. The strict definition relates to the hard coating of the seeds… which makes balsa wood a “hard” wood which is nonsense in the CNC context. I am unsure exactly what is soft or hard for cnc particularly some of the most commonly used woods for cnc such as oak, ash, poplar, walnut, mahogany etc. I have regarded those as being hard. is that correct?
Pine and MDF on the other hand I have treated as soft… correct? What else is soft that I have forgotten?
The other thing is plywood which I have regarded as hard… correct?
I suspect many newbies are having the same problem so would it be a good idea to add something in the Guide and the simple spreadsheet to clarify this area of confusion?
Mmh, interesting. I thought the Carbide trim router was just a rebranded (or cloned?) Makita, but indeed it says 12.000 min RPM on the site. If anyone has the Carbide router and a tachometer to measure the min RPM, or knows where the knob vs RPM table can be found, it would be interesting to know.
Yep, I had mentioned that a few times when people were looking at which router they should get.
My use of “hard” versus “soft” is unrelated to the seed type (so it’s technically wrong), I meant it in Janka hardness/density way. Which is also not a good way to define two categories, since there is a continous range of janka/density values…I just go by the feeling of how hard/dense/heavy a given wood seems to be, and maybe double-check its janka value to compare it to other woods I have cut before, and that’s about it.
@Julien Does your simplified spreadsheet work for V bits? If it does then what should the inputs be for a 90deg vbit like the #301 ?.
Does it work for ball mills also?
If the spreadsheet does not work - is it possible to add in whatever is needed to make it work?
I was quite surprised how poor the default Carbide Create recommended S&F were for my DeWalt router as it cannot go below 16.5k rpm, yet they give much slower rpm that are just not possible - I have been running it at the lowest speed but not been increasing the feedrate by nearly enough to get the right chipload - this must be the reason for very hot bits that I have been experiencing.
I wish that Carbide Create would fix it so better default F&S are given for those with a Dewalt !
BTW, I have nearly finished compiling a spreadsheet table of different woods and their Janka values (over 300 so far - some are very obscure). I found many tables on the internet - all of which had some surprising omissions – so I have been combining them. It may be useful to add this in a sheet to your spreadsheet so all info is in one place ? I am happy to provide it - or make a simpler version with just woods that are commonly available for the hobbyist if you wish.
Hi @Hooby
the worksheet does not have any specific tuning for Vbits and ballnose endmills, that’s a good point, I should add something in this regard. The basic principles still apply, but I’ll see how I can correlate the usual recommended feeds and speeds for Vcarving with the guidelines I already have.
I feel you about the silly recommended RPMs in CC, I and several others raised this issue many times… What you can do though is just multiply everything by a given factor (RPM x factor and feedrate x factor) and you will get the same chipload with a usable RPM.
Good idea about the consolidated janka table, do share it and I will integrate it! It will also help me correlate them with unit power values when I start measuring those for various woods.
@Julien Here is the consolidated spreadsheet of many wood Janka hardnesses that I have collected. There are 393 of them - some I have never heard of. Also I left a few duplicates where different sources think they have very different Janka values - Its up to the user to decide which is the best one!
If there are any important ones that I have missed then please add them.
I would like to also have Plywood, Baltic Birch Plywood, Hardboard, Particle Board etc added in but I have yet to find Janka values for these (presumably because they are all made differently, but some sort of ball-park guidance would be great!) - any ideas?
I have marked the commonly available woods with an * - so you can use the filter to just show these so it is much more manageable. Feel free to add or remove others.
As a completely wild-ass guess I have “suggested” that any wood with a Janka of 700 or more can be generally regarded as “Hard” for the purposes of your simplified S&F calculations. I have absolutely no idea whether that is a good value or not - My feeling is that it may be closer to 1000 or so - especially since I have seen MDF at 1000 to 1500 which surprises me - I would have guessed it much lower and in the “Soft” category. I bow to anyone’s opinion on where a practical boundary for soft/hard would be since I have no real experience in this at all. Please offer improved suggestions !
I have added it all as a new sheet in my copy of your simplified spreadsheet for my own convenience - but what I attach now is a standalone spreadsheet so you can add it or not as you see fit.
Wood_Hardness for CNC.zip (17.7 KB)
thanks ! I will be away from any computer for the next few days but I will check this out in detail when I’m back home.
In this article, Bob Warfield also sets the limit for “soft” woods (density not seed) to a Janka value of 1000, so it sounds like a reasonable limit.
What I need to do, based on advice from @gmack, is measure the unit power of various woods, and see how it maps to the janka values.
Or, maybe we could just experiment with the top 10 woods used by hobbyists, and experimentally determine the ideal chipload for each one, and call it done.
Nice! - can I add it to mine too?
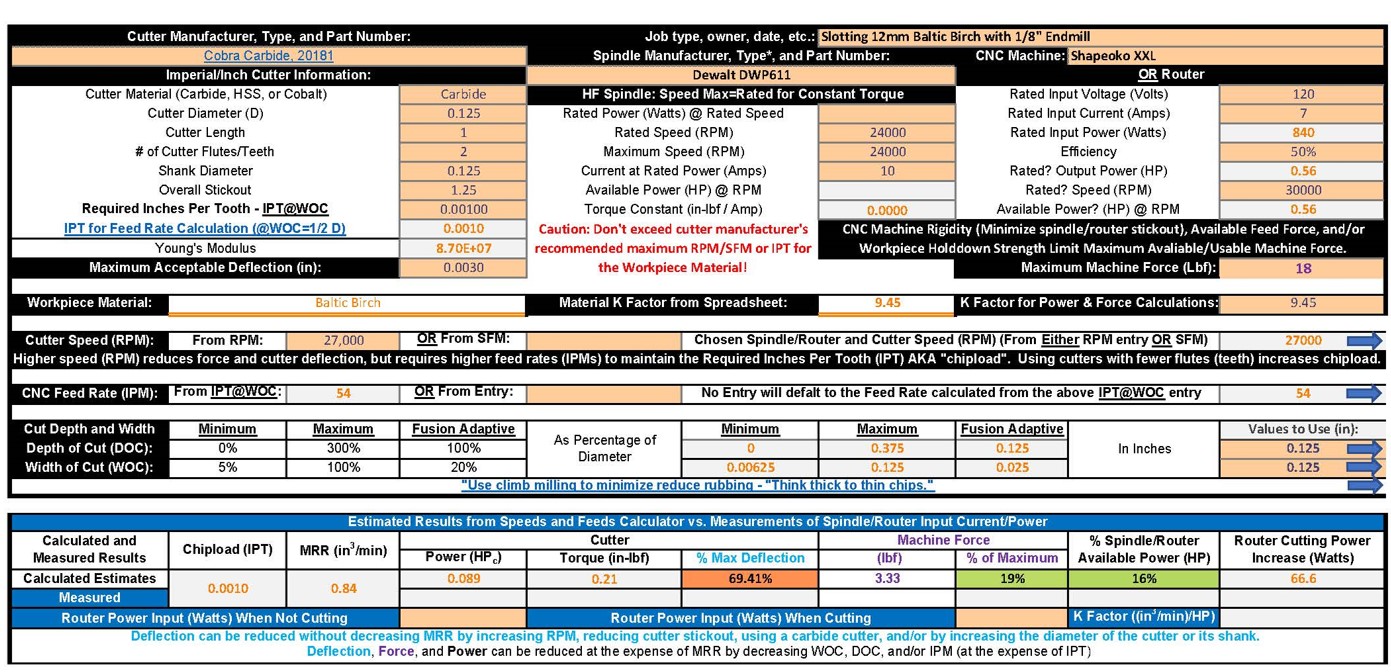
IMO you really need to know K factors to calculate all the appropriate milling parameters - chipload doesn’t do that. I’ve tried to make that easy on the workbook’s “Working Spreadsheet” by entering measured HF Spindle currents or Router powers during operations.