Is there a rule of thumb for translating this chart (or others) to larger or smaller cutter diameters? (assuming other cutter attributes remain the same) Does the feed rate for a given cutter in a material scale evenly? ‘Every time you double cutter diameter, quarter the feedrate’ or something similar?
In theory it should just be a matter of calculating the chipload, then re-applying that to the different diameter and # of flutes. In practice, well, if this sort of thing were easy there wouldn’t be G-wizard and the like.
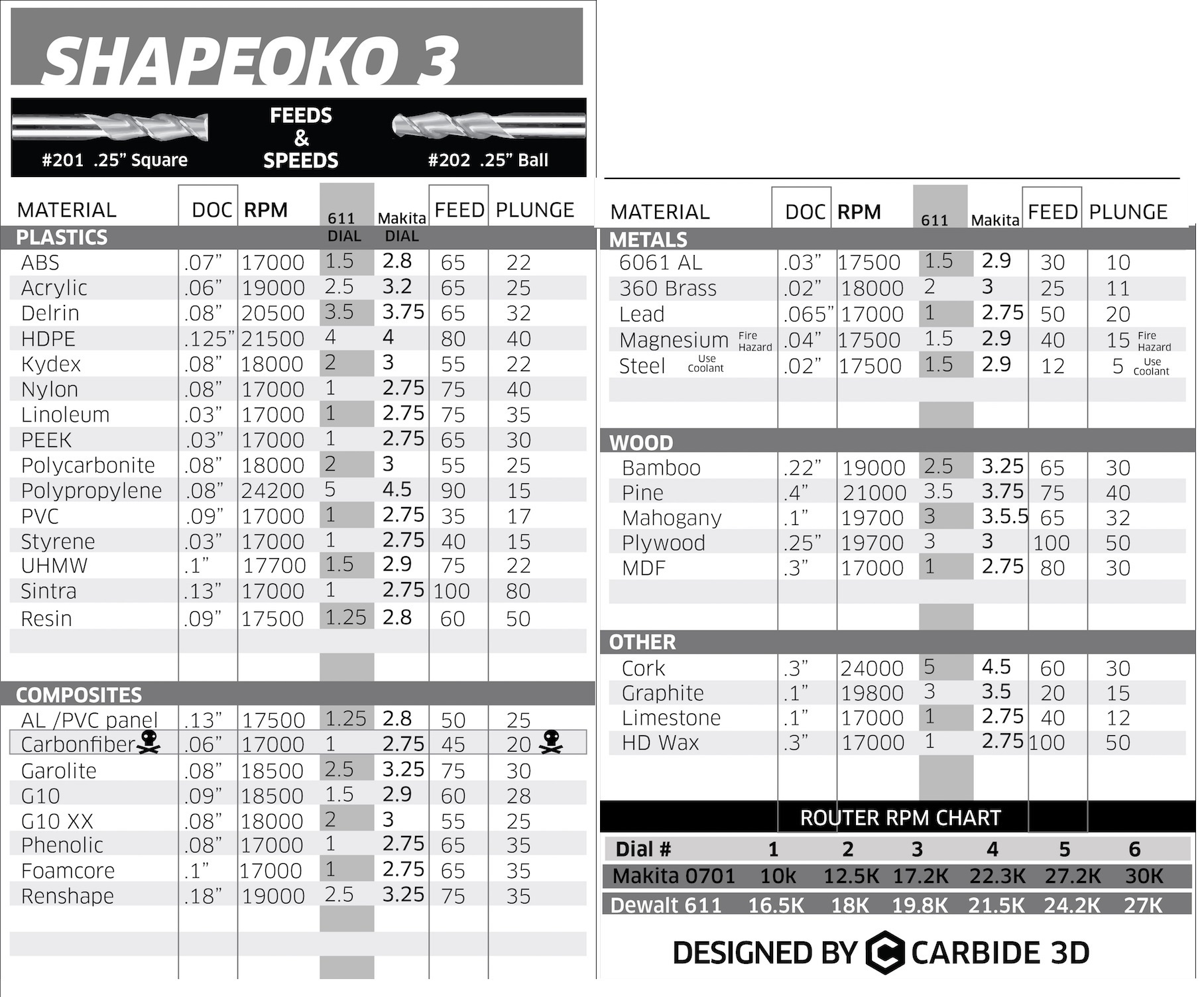
I think it would be useful to have exactly this chart for .125" endmills as well. There are basically two sizes in common use, the .25", and the .125", and the chart only covers .25".
Unfortunately, the Nomad numbers aren’t optimal for a Shapeoko — I’m hoping to get back to trying to wrap my mind around this — next stage is just calculating out all the possible chip loads.
This chart is fantastic; is there one updated for the ShapeOko Pro? I’m assuming the cuttings speeds can be somewhat more aggressive than on the ShapeOko 3? Thanks!!
@MikeFromBME, You should be able to crank it up, but keep the chip load (ratio of feed rate to RPM) the same, and keep the ratio of plunge to feed the same.
Even on the non-pro SO3, these values are just a rough starting point. I find myself often increasing both the feed rate and router RPM, especially in softer materials.
Listen to your machine. Do you hear the router bogging down? Do you hear chatter? Do you hear squealing from the endmill rubbing? Those all point you to problems. If you don’t hear them, you’re in good shape.
DOC is one parameter where the pro may perform markedly better than the non-pro in being able to take more aggressive cuts. Greater rigidity should mean that you can put greater forces/torque on the machine without losing steps or losing precision. Take it slow, though; start with these conservative values and increase DOC as you get comfortable, all while listening for bad sounds. Since the router is still the same, that’s probably going to be your limiting factor on DOC. There’s only so much meat it can cut before bogging down. Its torque is finite.
I use this chart when cutting a new material I’ve never cut before. Beyond that… I go by ear and by what’s worked well in the past. It’s going to be different for every endmill anyway, and anisotropic materials (wood and some composites) are going to behave differently depending on the grain/fiber direction, knots, etc. Plastics are another fun one… not all HDPE is equal. Some have longer average polymer chain length than others, resulting in very different cutting behavior. My point is, this will get you in the ballpark, but expect to adjust as you go — Pro or not.