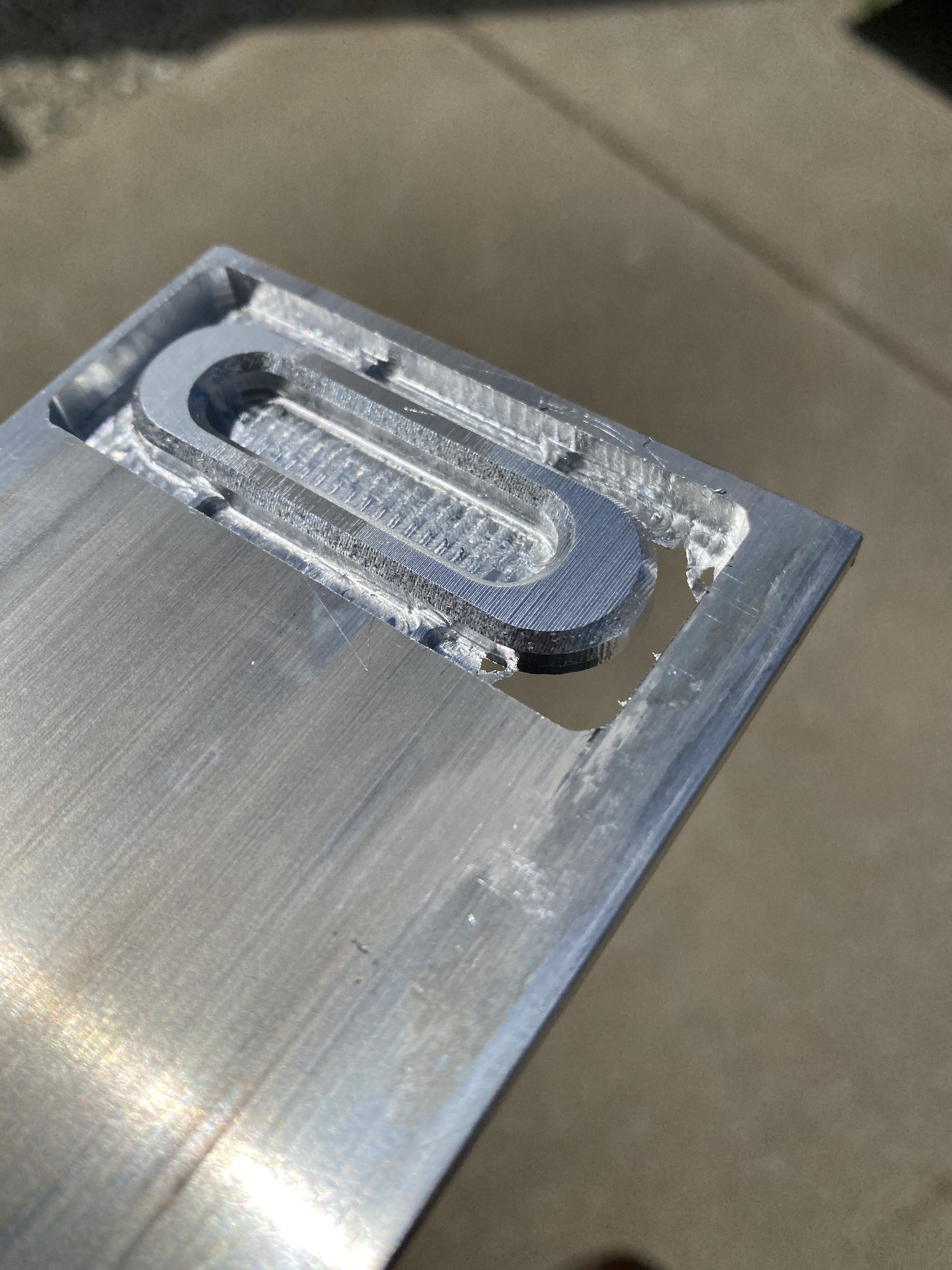
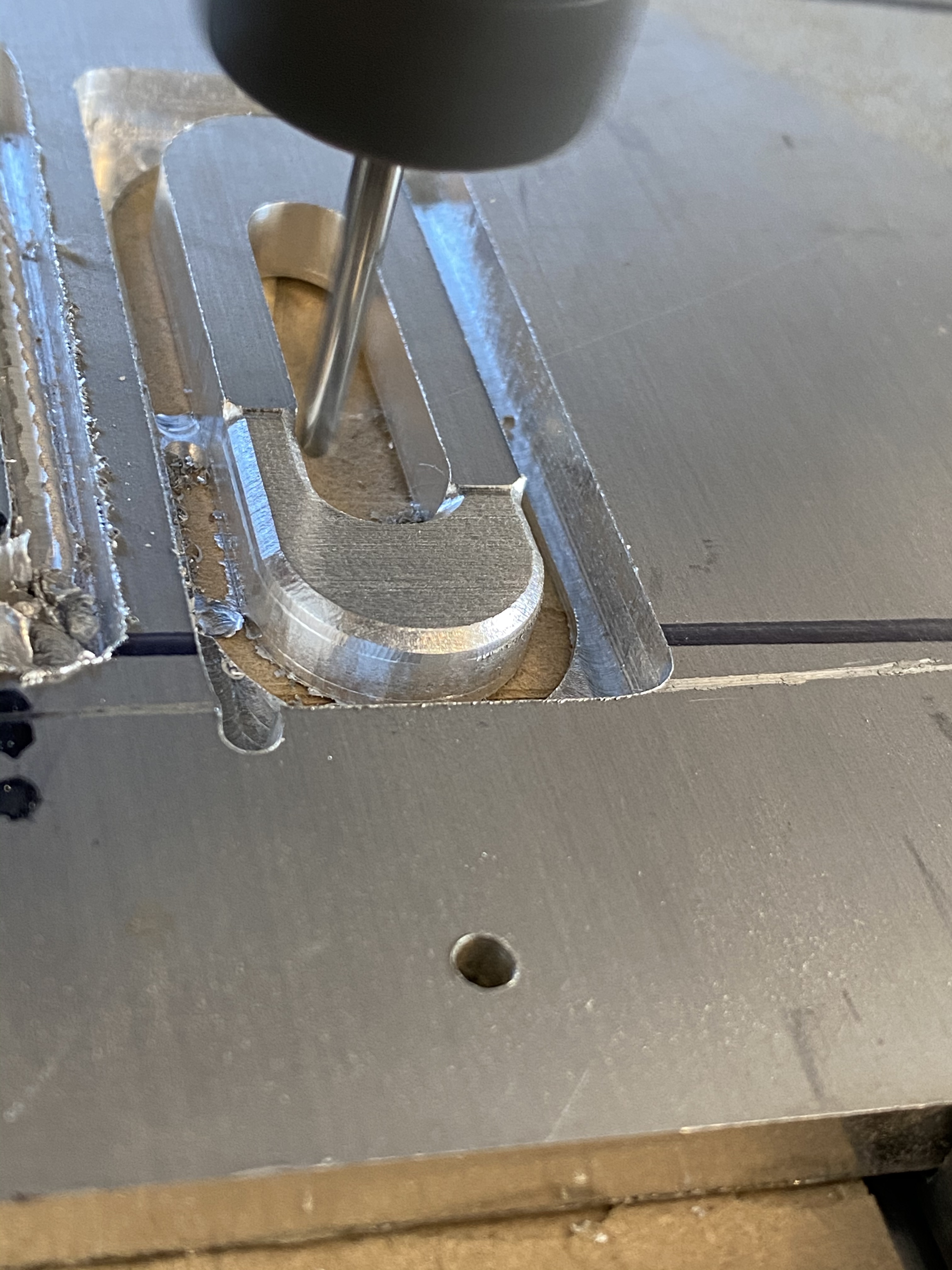
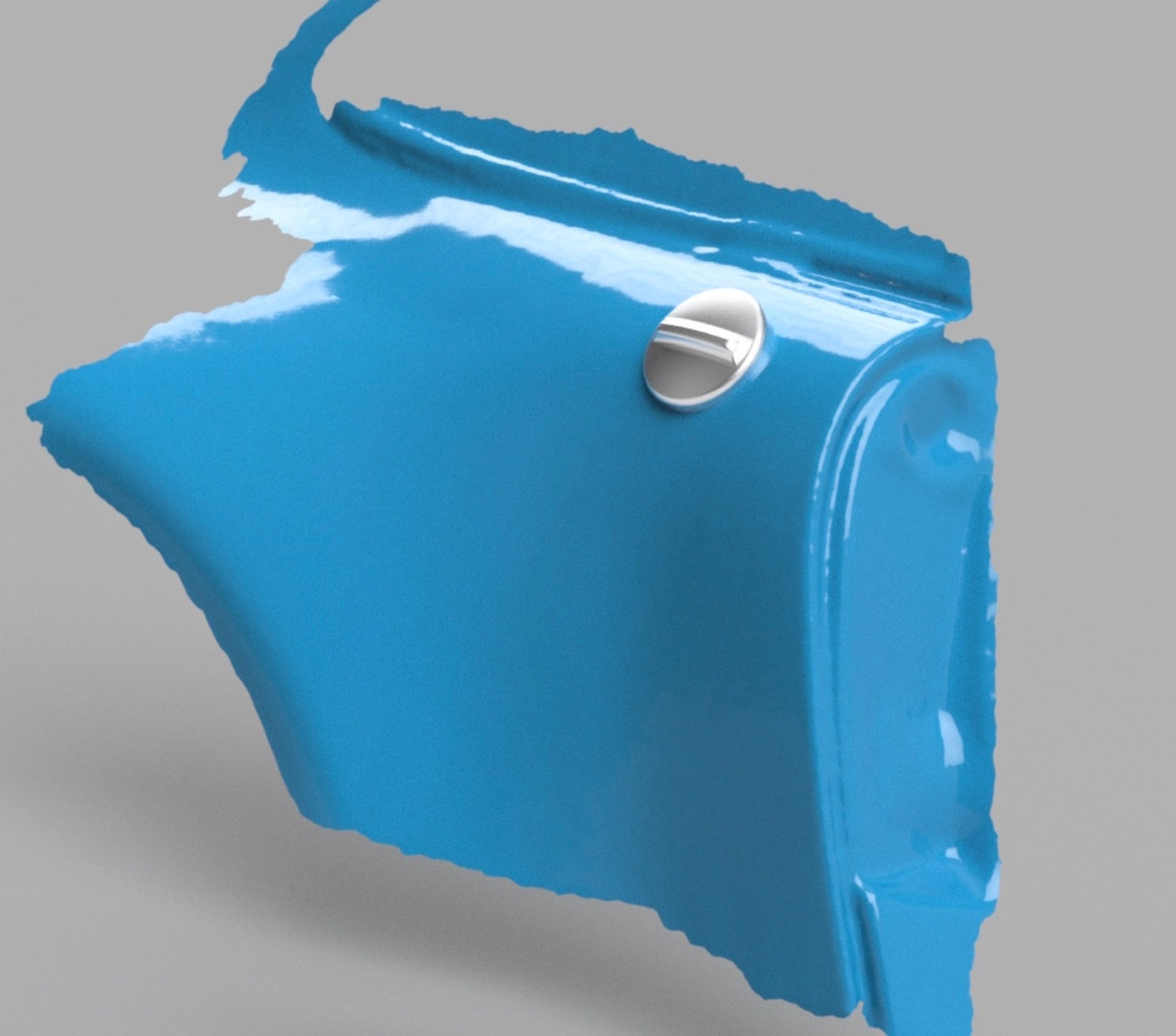
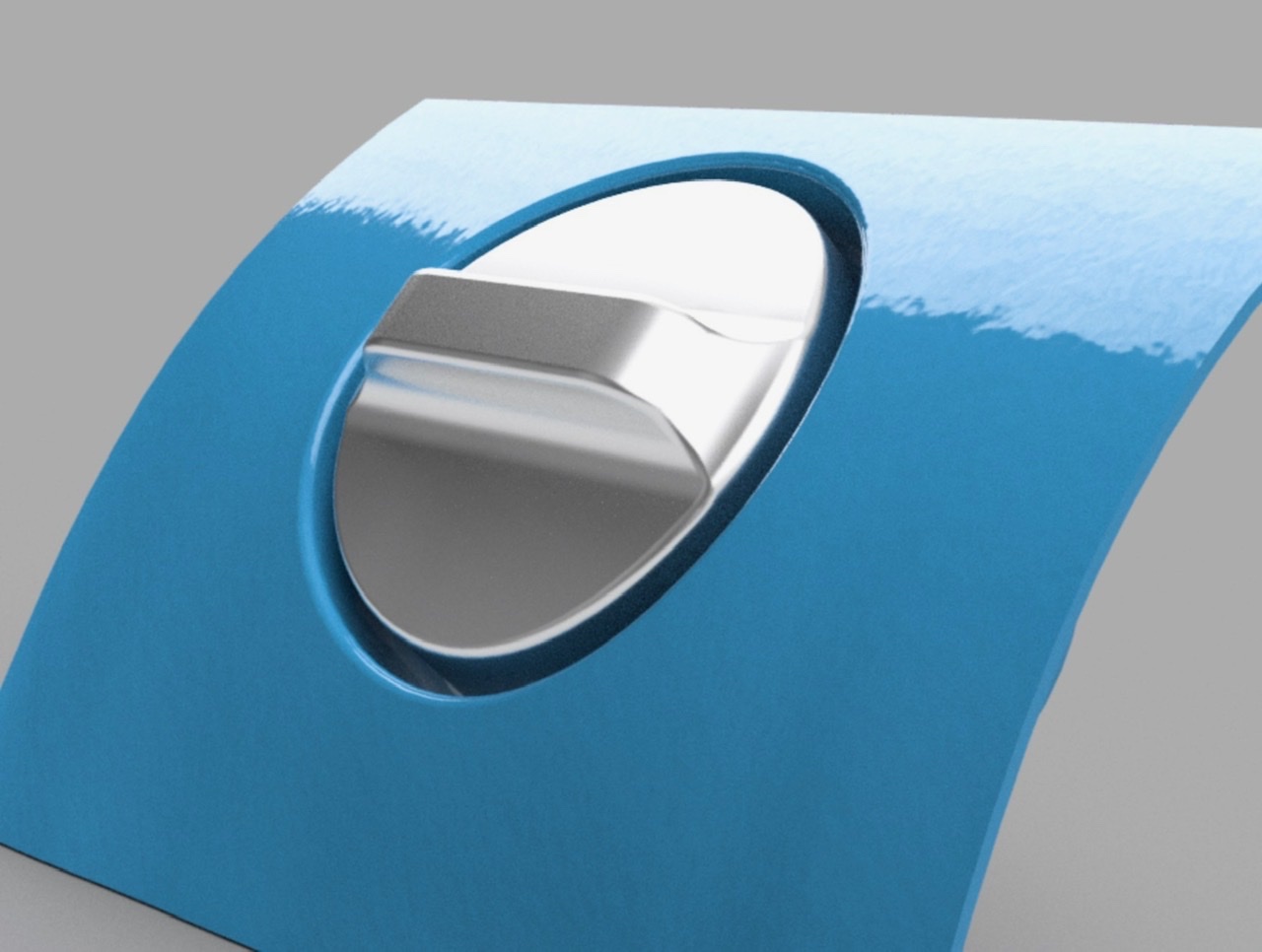
I’ve been using my Shapeoko Pro to make prototype parts, molds and even some production parts for our company. It’s amazing what these machines can do. I thought I would start a thread to show some different uses than normal for the Pro. I use fusion 360 for all design and a combination of mesh cam and fusion for cam. I’ll update as I do more parts.
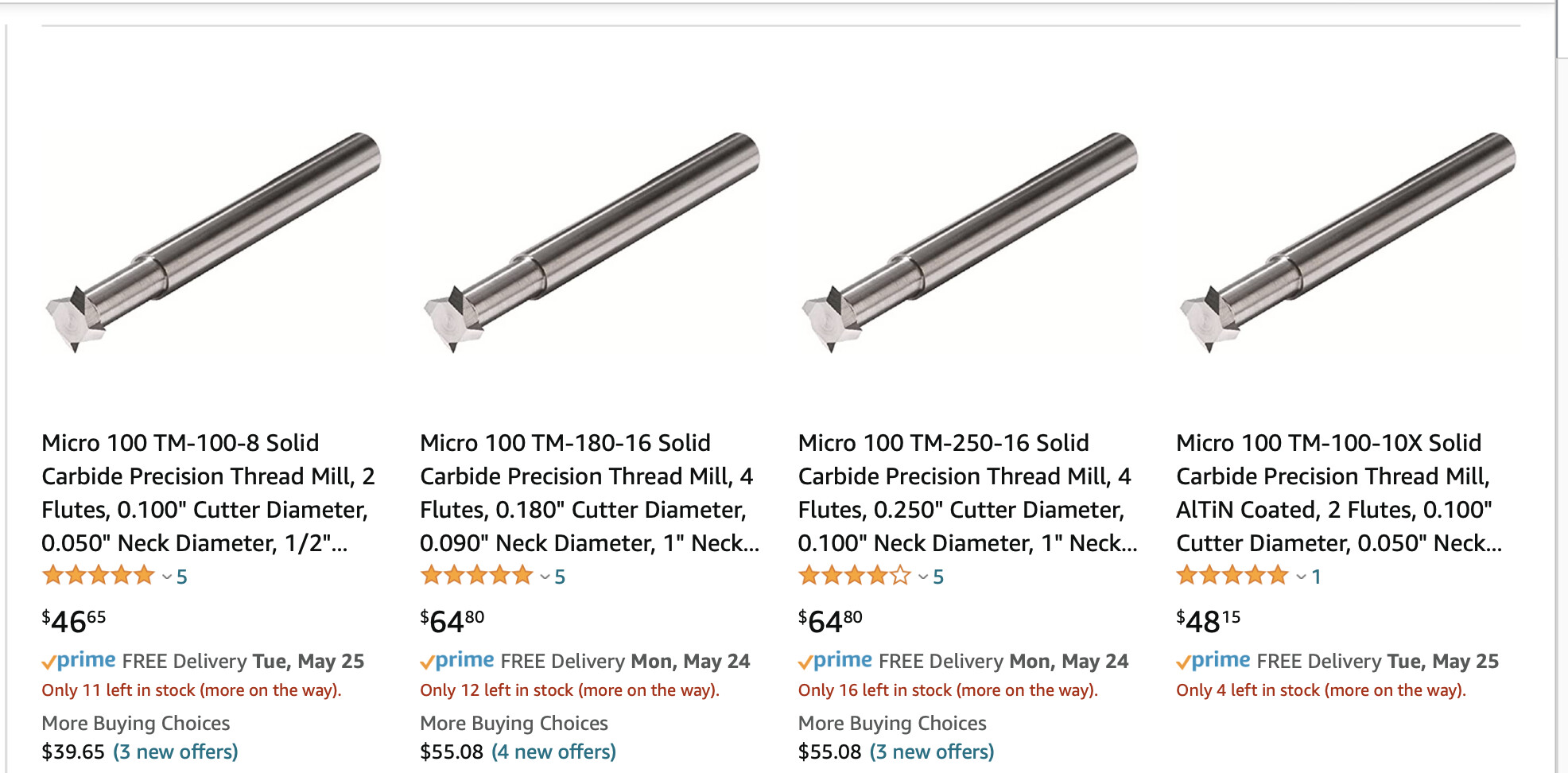
I would like to try thread milling but am struggling to understand which bit is needed. My goal is M6 threads, but the bits are not listed by thread type: so does one get a .1", .18", etc. I assume metric and imperial threads have the same profile.
I do a lot of thread milling (ID/OD). Those are way too expensive…but it’s your money. You need to know cutter diameter (so it can fit into the minor diameter of your thread), and the TPI info (e.g. 32 to 64 Threads per Inch,) and the length of the undercut (so that it can cut the length of threads) Clearer?
What material do you plan on cutting? Because you need to be aware of the SFM limits of the cutter.
Where would you suggest buying them? A couple inexpensive ones would be fantastic for the first tests and inevitable crash. I was hoping to try 1/4 - 3/8 thick 6061 aluminum, which is a pain to tap manually. Might also try clear cast acrylic to see if the threads have a nicer surface finish than manually tapping.
Would like to do M6-1.0 threads, with a minor diameter ~5mm. So that .18 would fit nicely @4.6mm.
I saw a review on this one that mentioned some cutting parameters for successful threads in 6061 aluminum, however the RPM they used was 4500 instead of the CC router 18000 RPM.
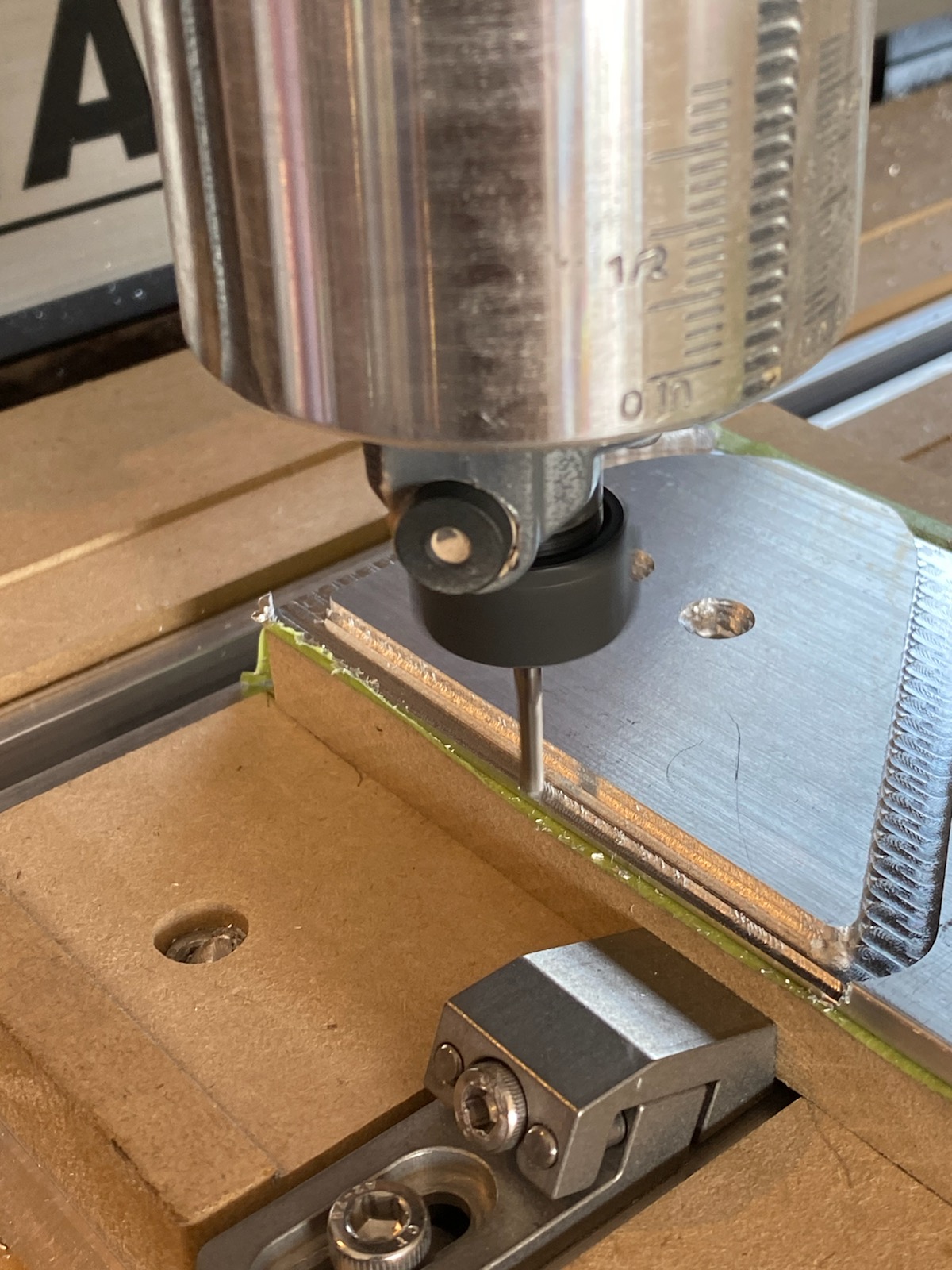
“I tried this for some M6 threads in 6061 aluminum, using the 2D → Thread option in Fusion 360. Spin at 4500 rpm, feed at 320 mm/min, two step-overs with 0.15 mm step, 1mm thread pitch, 1mm thread diameter offset. Important: Choose “lead to center” in the linking options!”
So in theory I could replicate that SFM at 18000 rpm with around 4x the feed rate: 1280 mm/minute (~50 in/minute).
Would really appreciate a link to more economic thread mills. Saw some on Aliexpress for ~$14 but that takes well over a month to arrive.
Well, for a desktop machine…carbide is carbide…Made in China or Made in Germany…same stuff for us…but a poor grinding (sharpening) job is more likely from China…but China also makes some awesome cutters too.
Now to practice…would you be interested in making your own cutter? A search here will reveal a REALLY EASY way to make (my name and thread milling search terms) using a 1/4-20 four-flute tap. Own a grinder? (Or a Dremel)…that all you need. It’s also the perfect size for a M6 thread. (All you need to do is remove (grind) all the teeth of the tap off except ONE tooth. I say to use a four-flute because it gives you at least tries at this easy DIY cutter.
FYI: A 1/4-tap fits into a 1/4" collet
If I can’t convince you to make your own, that fine one on eBay/Amazon for $35 ish
PS: I made a thread mill a few weeks ago out of an old (dull) 3/8- two-flute end mill. Worked AWESOME. They don’t need to be pretty to work.
(I’ll try to find some links)…while you ponder…
Link 1:
Link 2: Same as above, just scroll down to see the 2 YEARS LATER Stuff (which is from earlier this year)
Nice looking professional job. I had been using a Shapeoko 3 till recently. I’m waiting on my Pro XL to come in next month.
What system/program do you use for speeds and speeds for the Pro?
I used to struggle adjusting my settings with programs that were largely designed for more rigid production shop machines.