ilugo628
December 3, 2022, 1:47am
1
greetings friends
I have been trying to run a small MasterCam X9 program in Carbide Motion, but it throws me some errors, I have been able to correct them but in the end I delete part of the geometry that I have designed.
Do you know any way to fix this, or any other free CAM software to generate 3D designs?
I will appreciate your help, thank you
neilferreri
December 3, 2022, 2:20am
2
@ilugo628 Can you edit post processor files with a text editor? If so, can you upload the Fanuc one here?
Have you looked on the masterCam forum to see if someone has a Grbl post processor?
ilugo628
December 3, 2022, 2:57am
4
Of course and none work for me
I will investigate about
ilugo628
December 3, 2022, 2:59am
5
thanks you William, I’ll see that
neilferreri
December 3, 2022, 3:39am
6
ilugo628:
none work for me
That’s why you’ll need to edit one (if you can’t find one someone else already did). The usual recommendation would be to start with the Fanuc one and remove gcode Grbl doesn’t like.
ilugo628
December 3, 2022, 5:08pm
7
The thing is that sometimes GRBL wants you to remove code that belongs to the CAD. I’ve never tried GRBL in Mastecam, I’ve always used it by sending the codes directly to the machine, plus everything from Master is super expensive.
I have downloaded Fusion 360 personal and I am going to try
neilferreri
December 3, 2022, 5:38pm
8
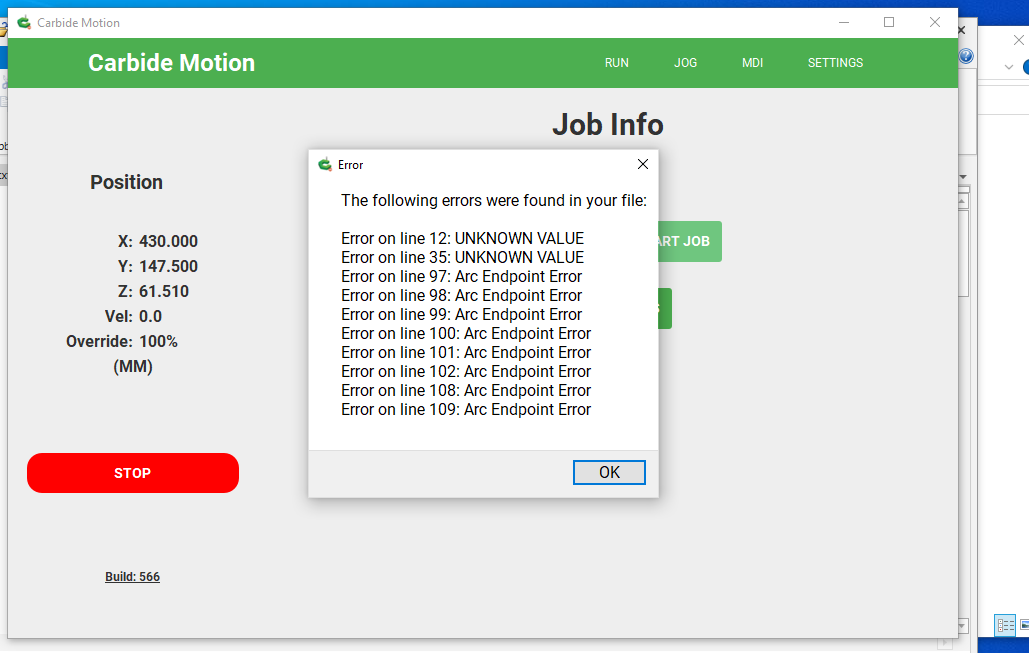
That shouldn’t be the case. Your arc endpoint error is usually an issue with precision when using inches. The easiest fix is to just post process in mm. There are things like the ‘%’ that Motion might not like. The G80 and G40 and G43 aren’t Grbl accepted, but all G0, G1, G2, G3 motion commands are ok.
ilugo628
December 3, 2022, 5:58pm
9
I’ll try to edit it and whatever, I’ll let you know how it went
WillAdams
December 3, 2022, 6:47pm
10
Grbl doesn’t remove code — it acts on the codes which it understands and one shouldn’t be sending it codes which it doesn’t.
ilugo628
December 3, 2022, 7:24pm
11
I understand that.
it doesn’t recognize A0s either. I0. J0. I have to take it to mm because it gives me an error with the Z.5
Send the Gcode here
ilugo628
December 3, 2022, 7:28pm
12
Check Code:
%
ilugo628
December 3, 2022, 7:31pm
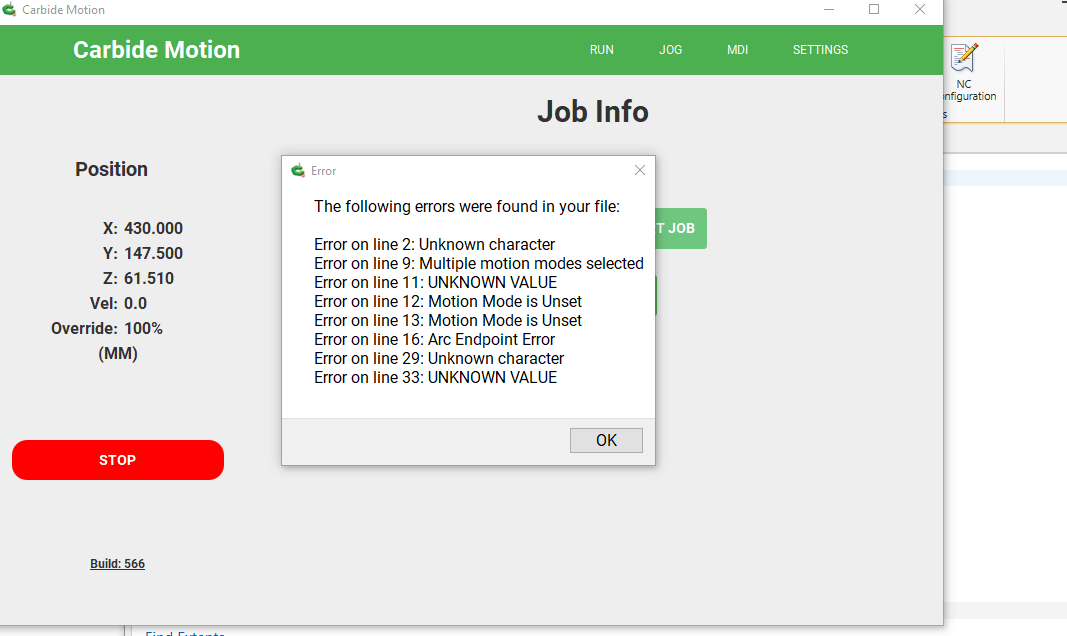
13
These are the errors that it throws at me, many of them I know are due to some G that does not read
WillAdams
December 3, 2022, 7:35pm
14
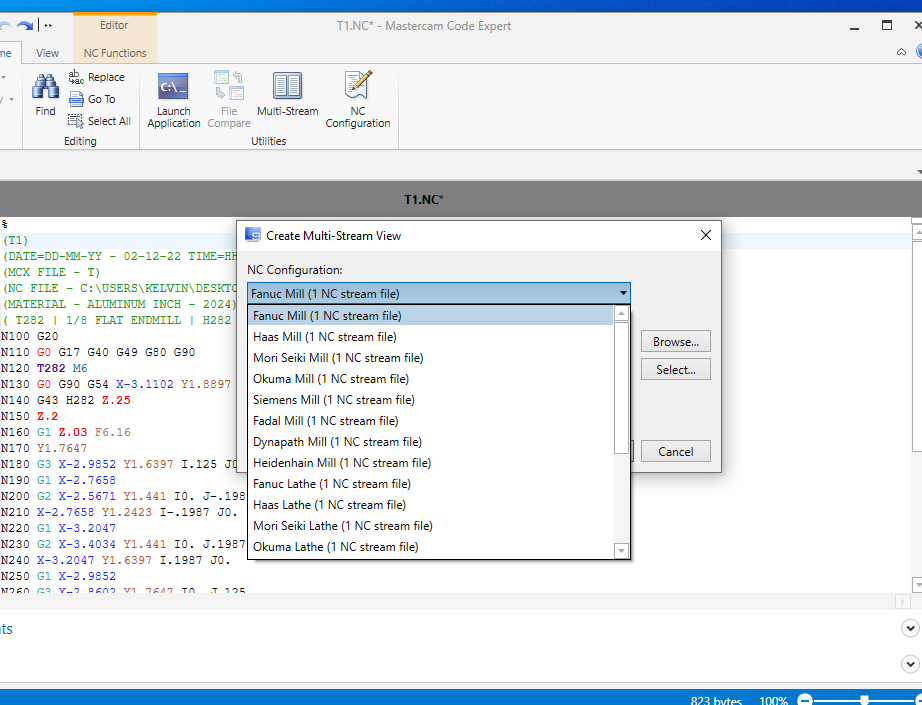
What post-processor are you using?
Why are you using one which outputs N#### commands (which are not supported by Grbl or Carbide Motion)?
You need to use a post-processor which outputs code which is supported by Grbl/Carbide Motion:
neilferreri
December 3, 2022, 7:44pm
15
ilugo628:
A
Nope…A isn’t supported and neither is O. I and J are ok though.
The post processor is what tells the program what to include in your gcode. That’s what you need to modify or find a version (maybe in the masterCam forum as Will and I suggested above). If you can upload the Fanuc post processor (not the gcode) here, I can take a look.
2 Likes
ilugo628
December 3, 2022, 11:23pm
16
Ok, Thank you guys. Appreciate your help
system
January 2, 2023, 11:23pm
17
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.