as requested on support…
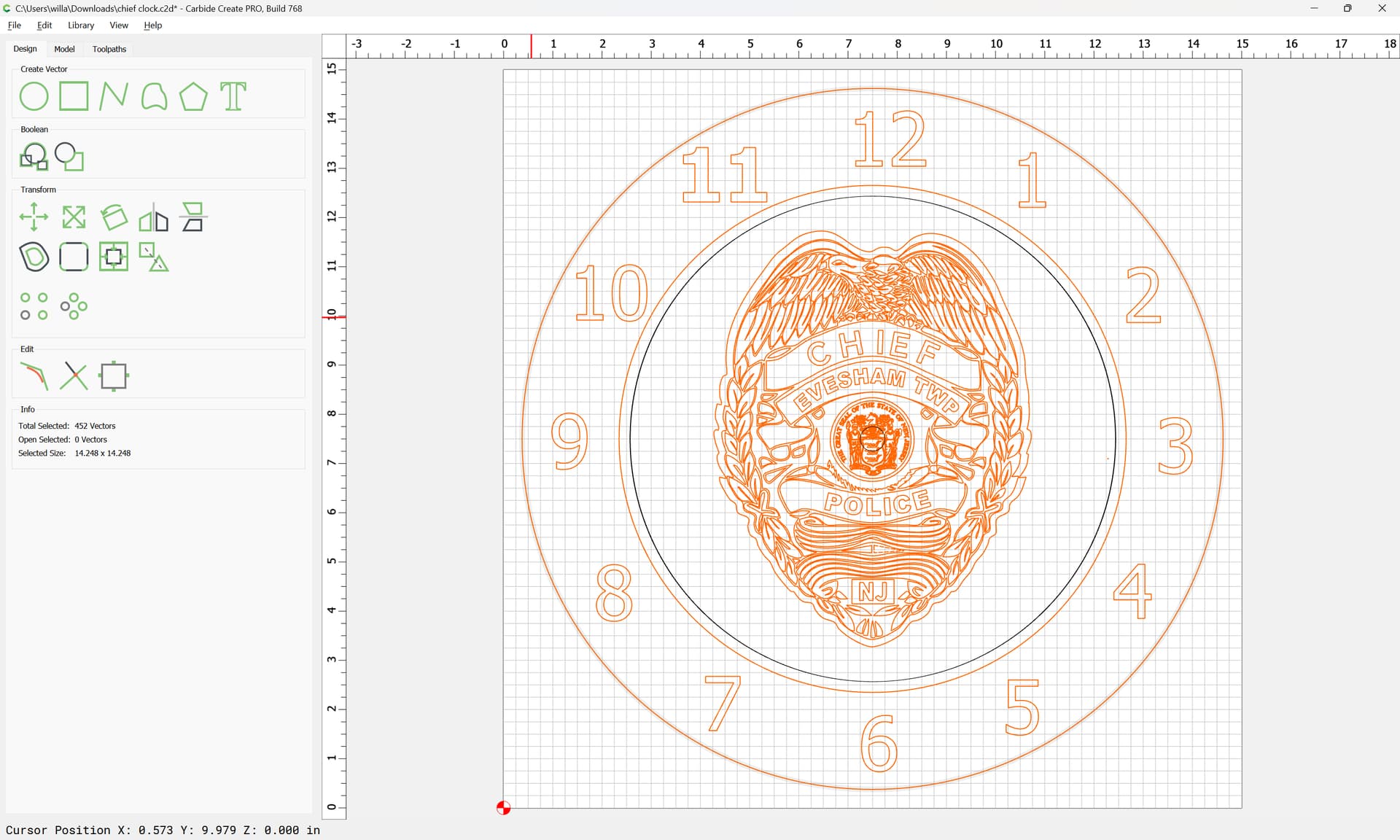
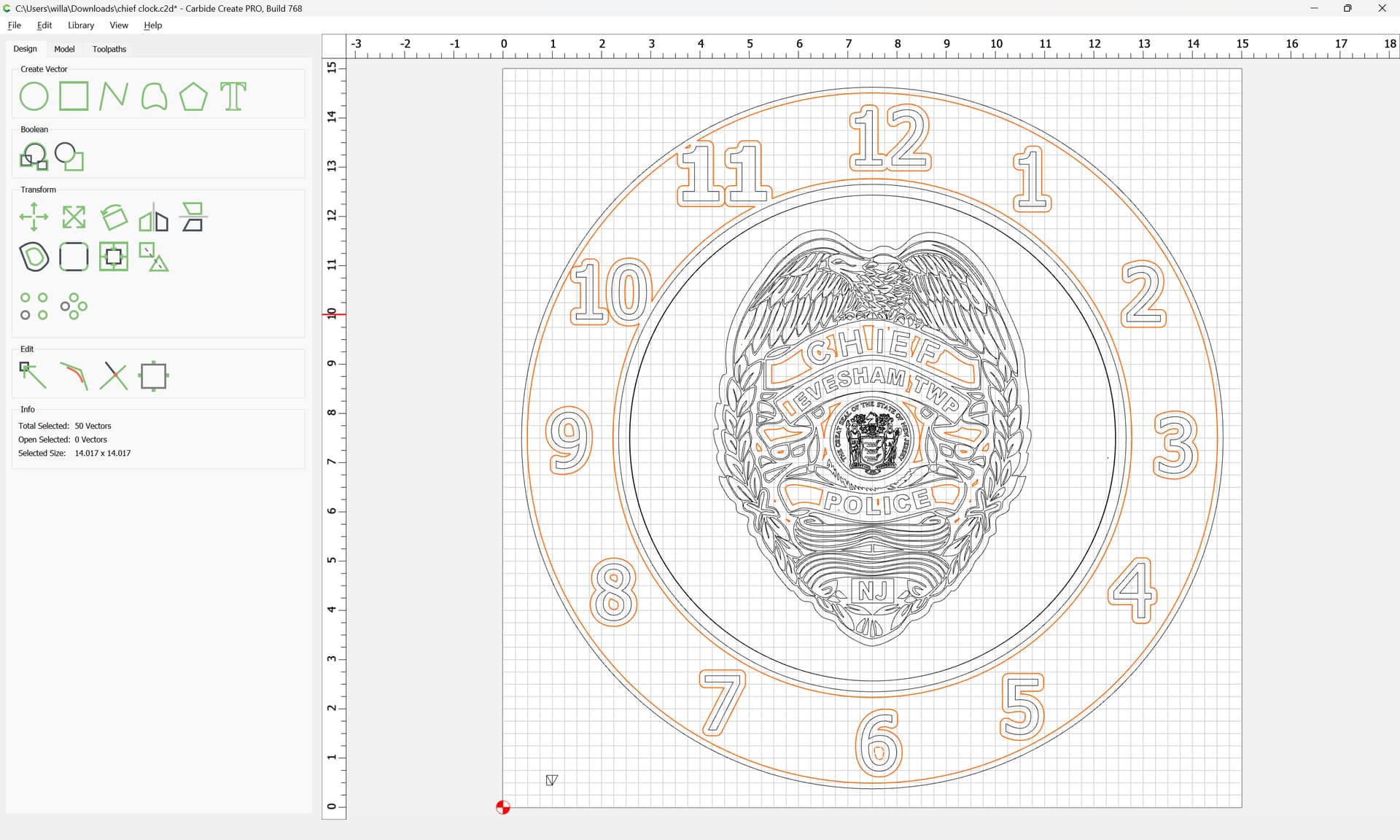
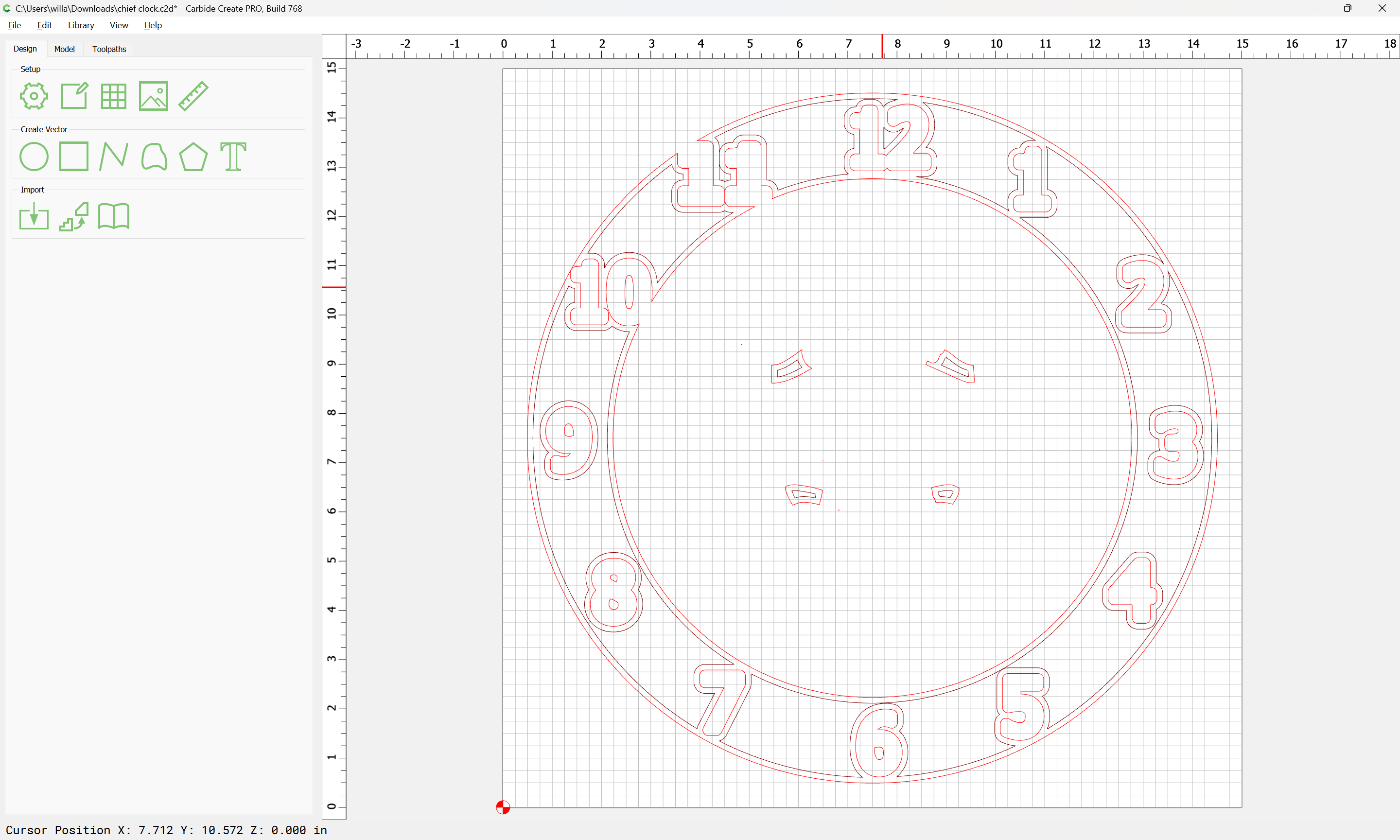
Given an Advanced V carving toolpath with a large area:
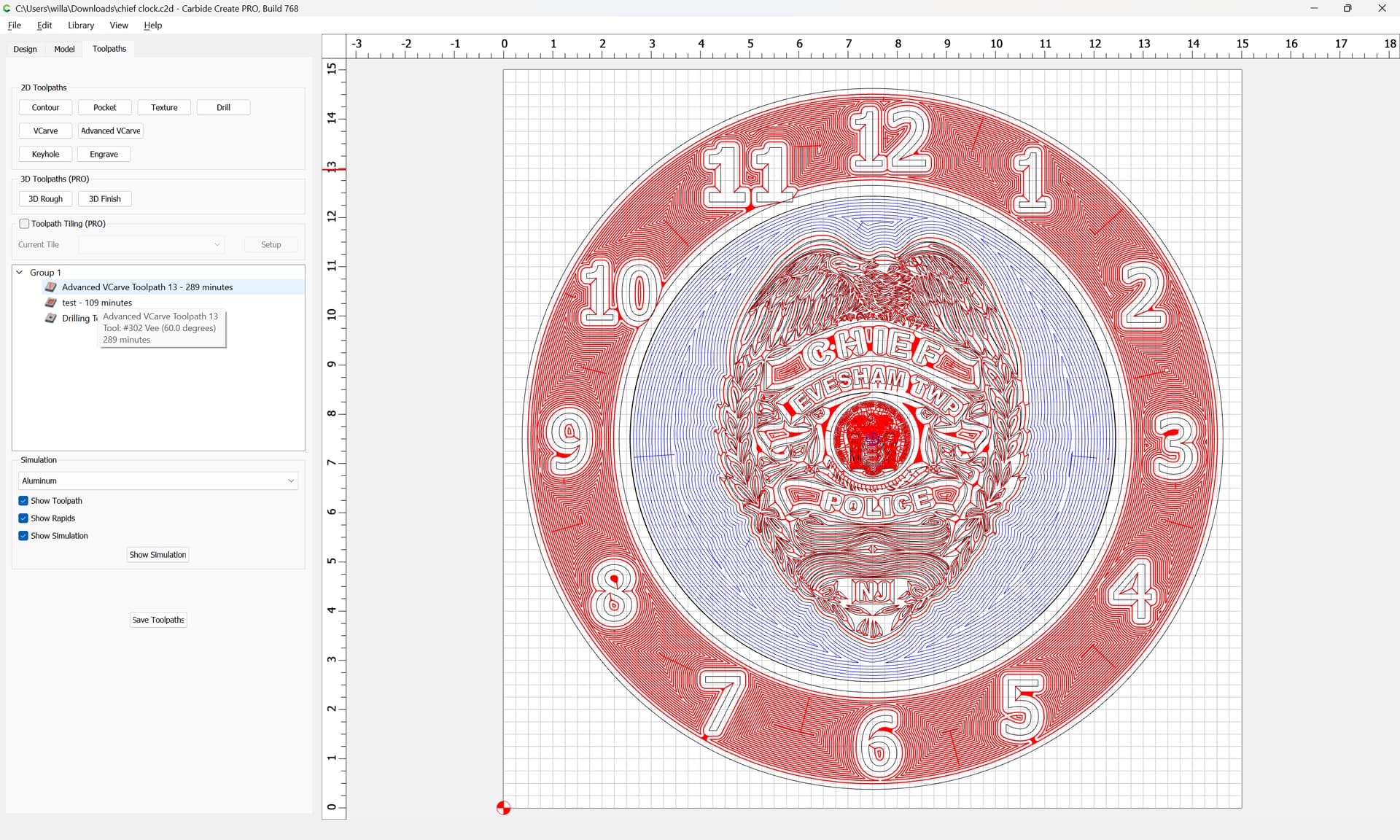
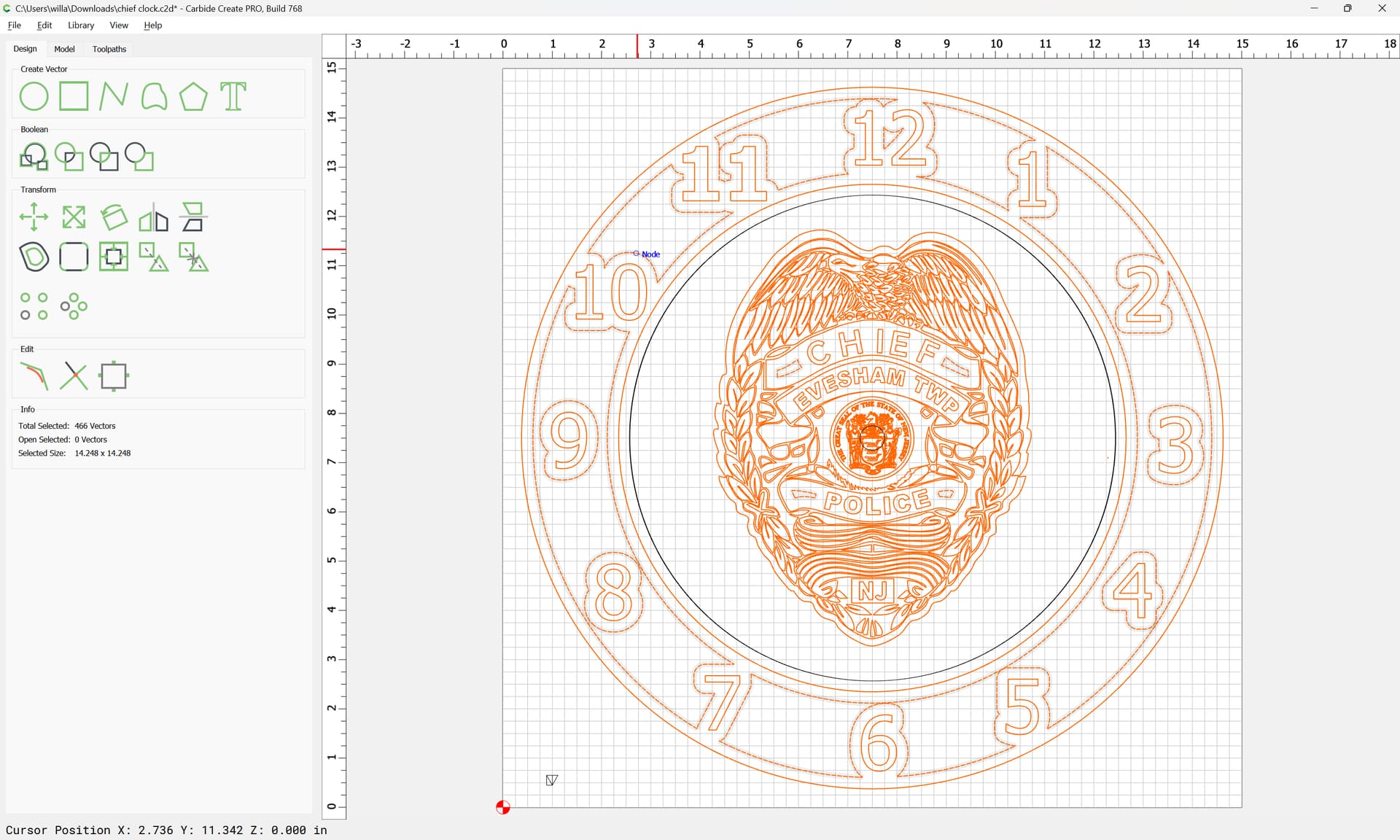
which takes a long while to cut with a small tool such as a #102, how to use a larger tool to clear the bulk of the material while still using a #102 for the narrower regions?
One concern is we don’t have the same fonts here, so that will need to be adjusted a bit:
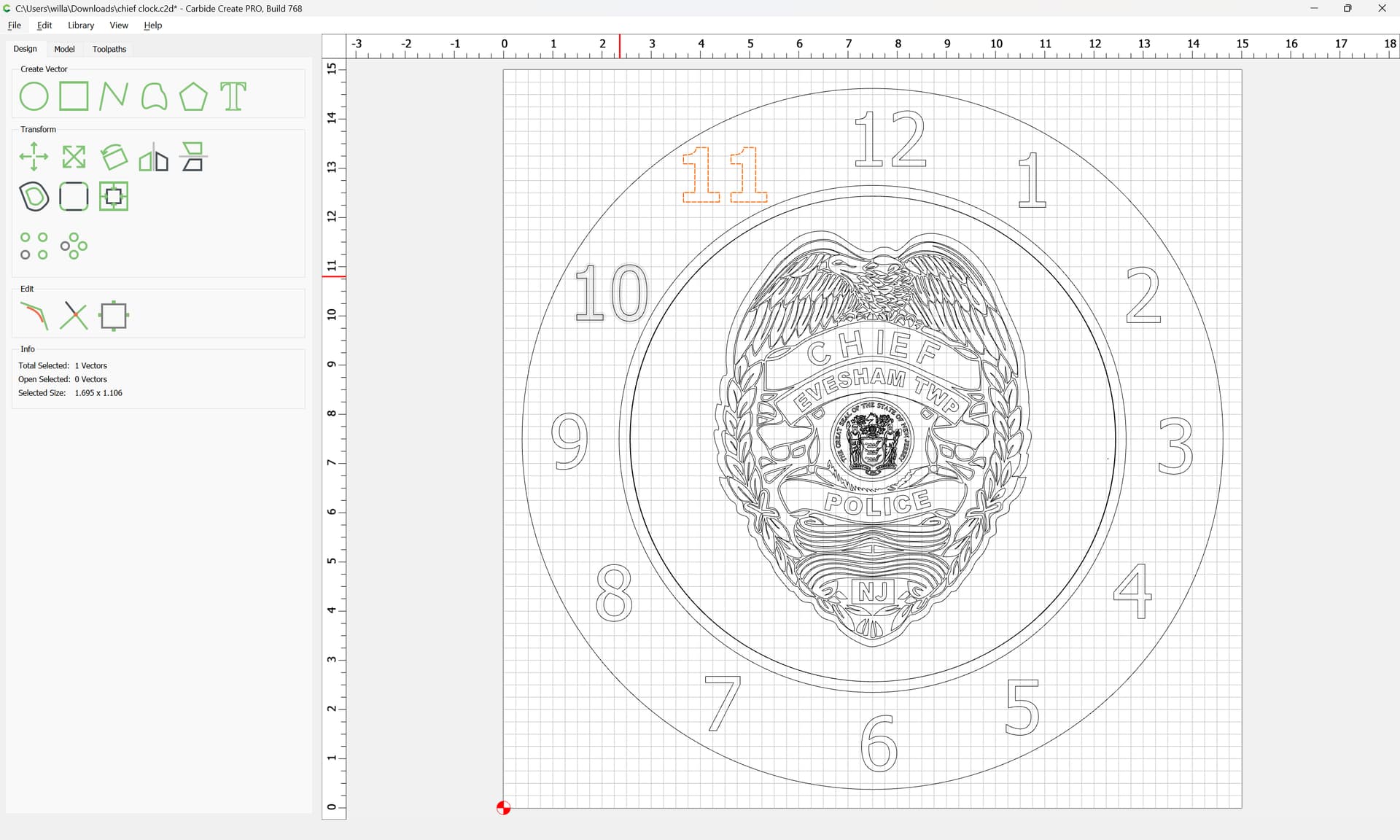
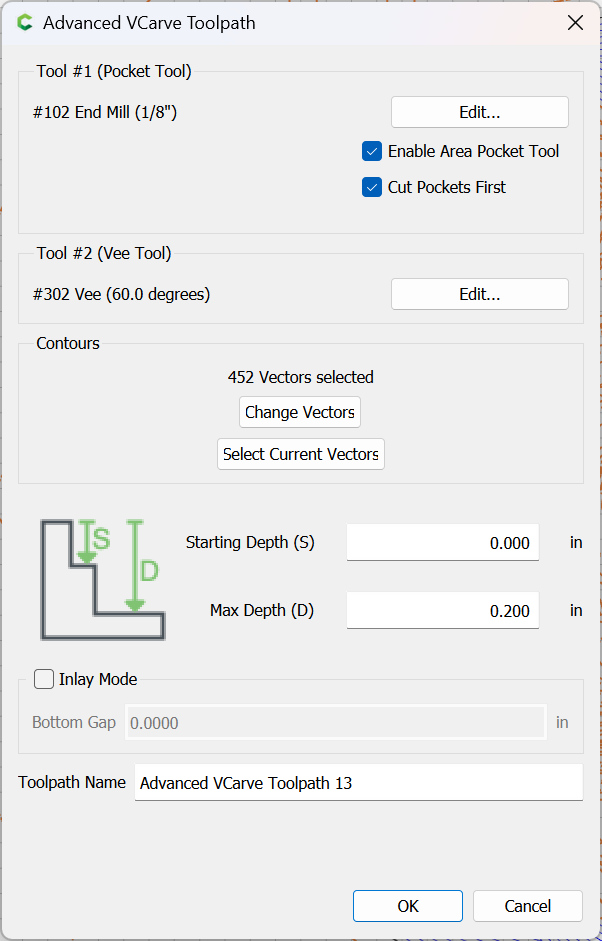
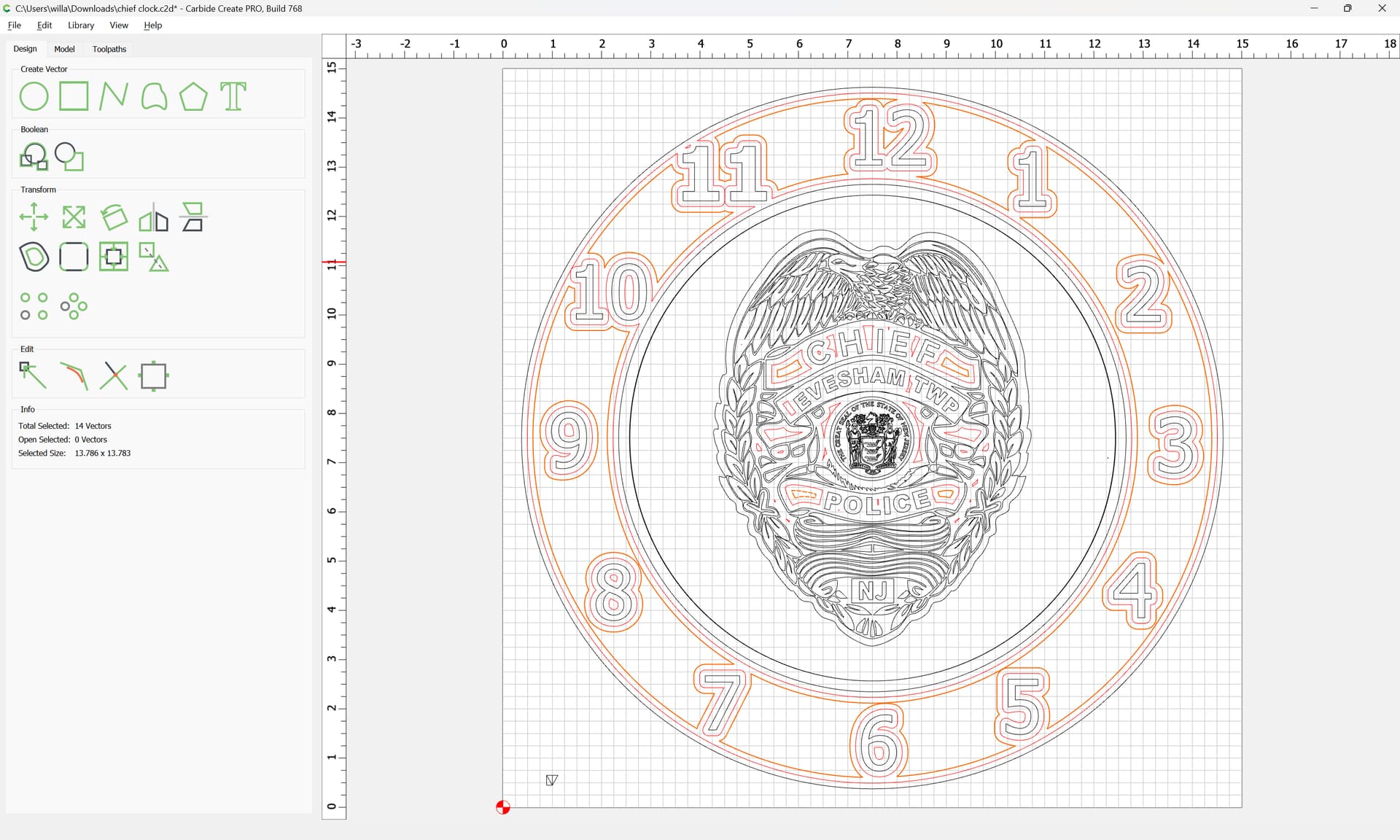
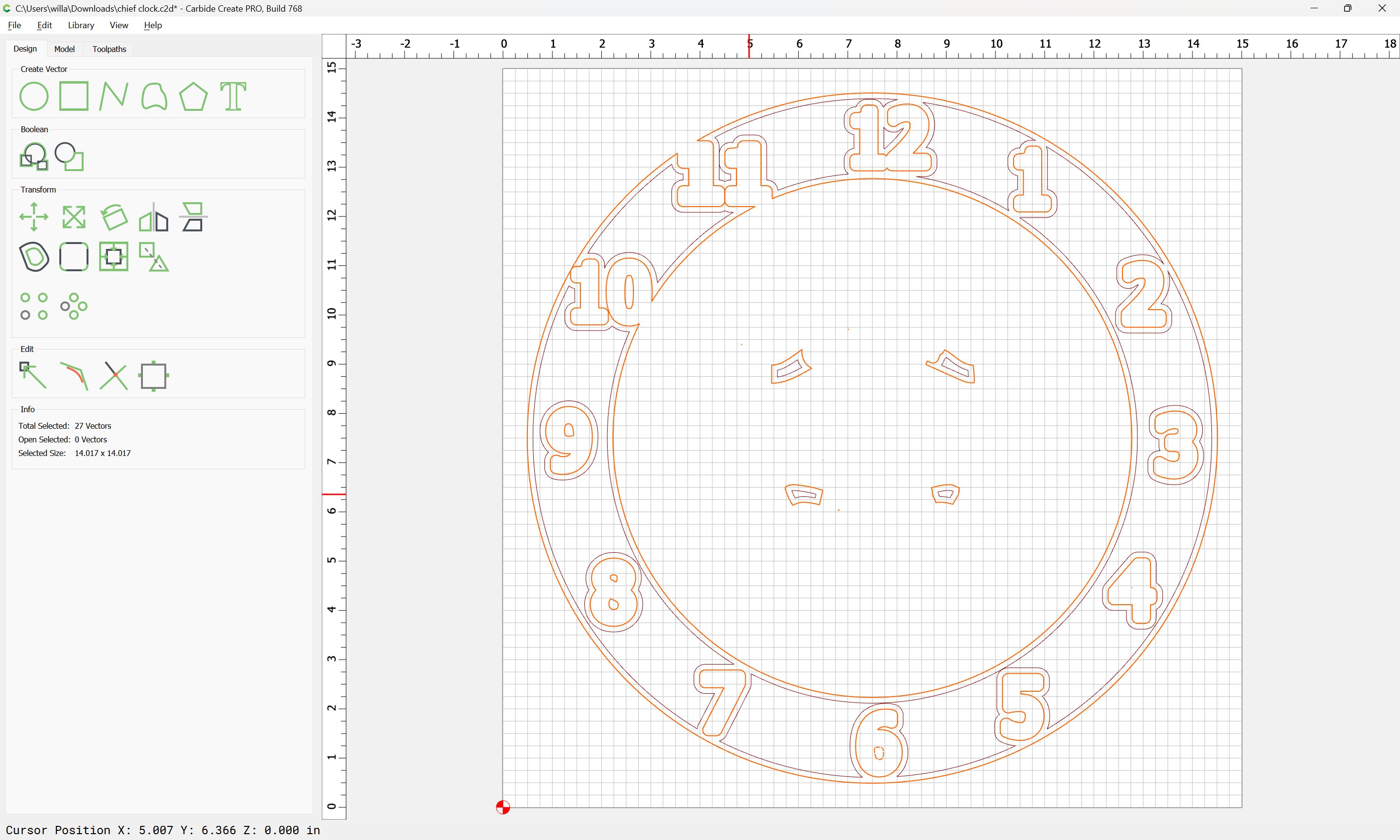
The geometry for the toolpaths is:
and we are cutting to a depth of 0.2" using a 60 degree V endmill:
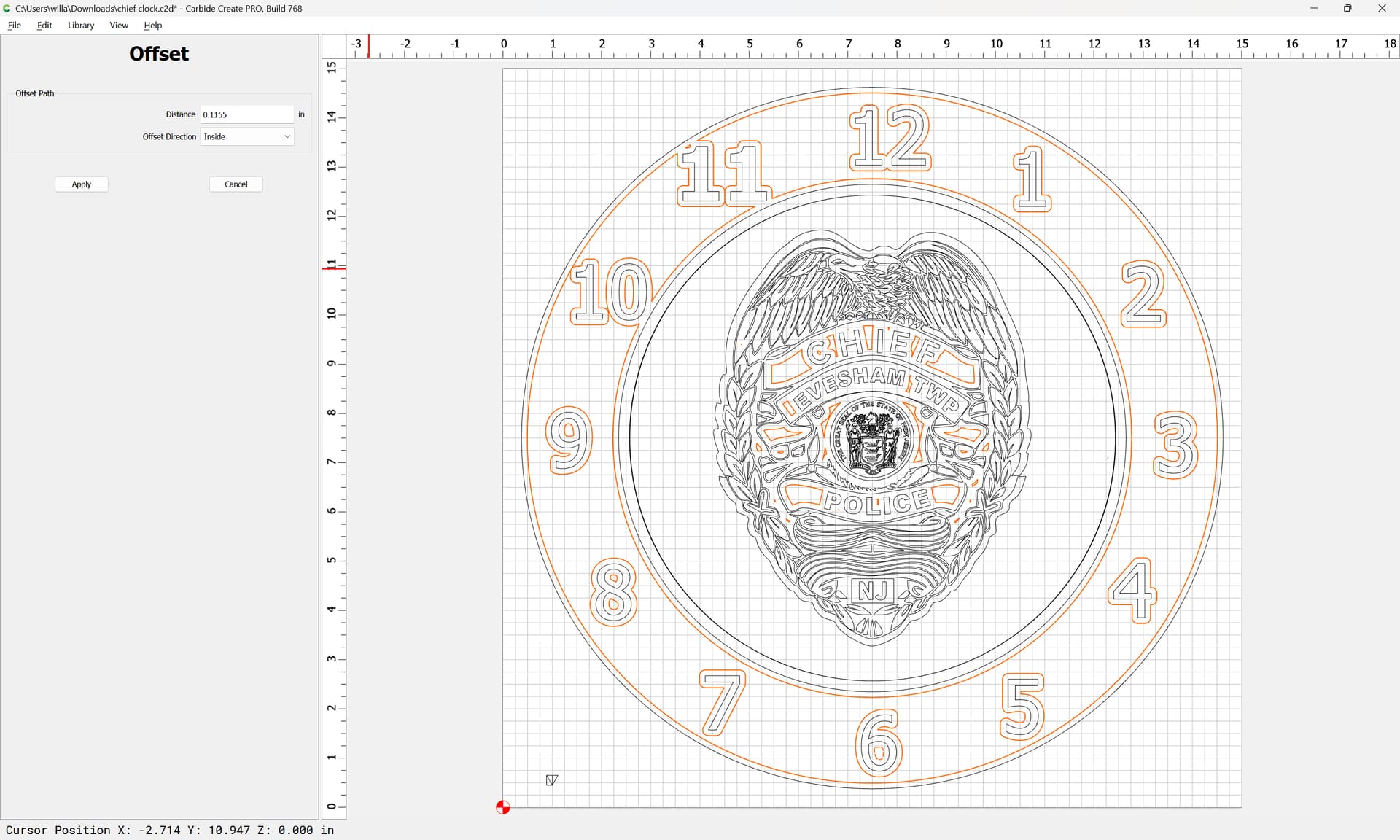
Drawing things up (or one could do the trigonometry) we see that we need to inset by 0.1155 inches to get to the edge of the V carving toolpath, and doing that again will get to the width which the V carving tool will be cutting:
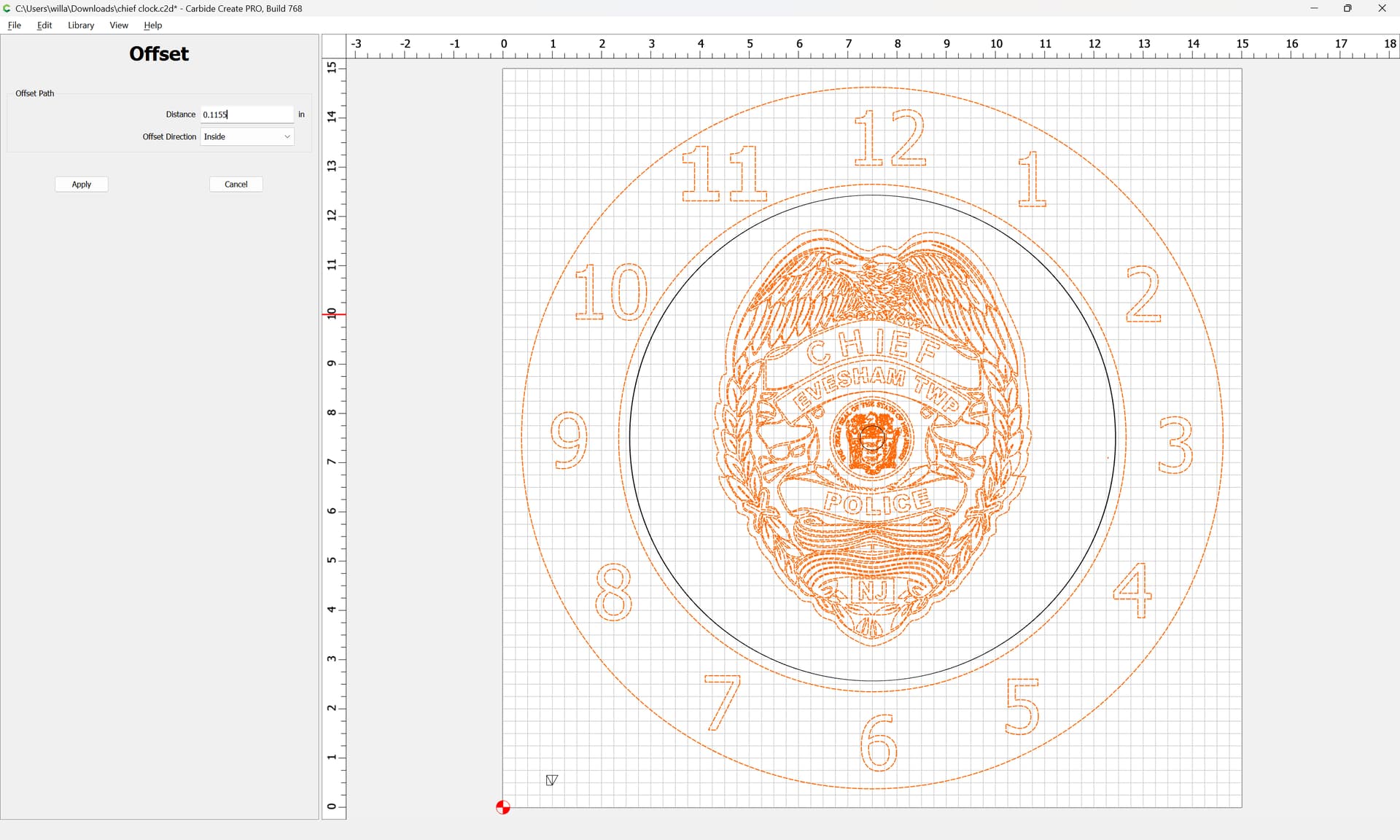
Apply
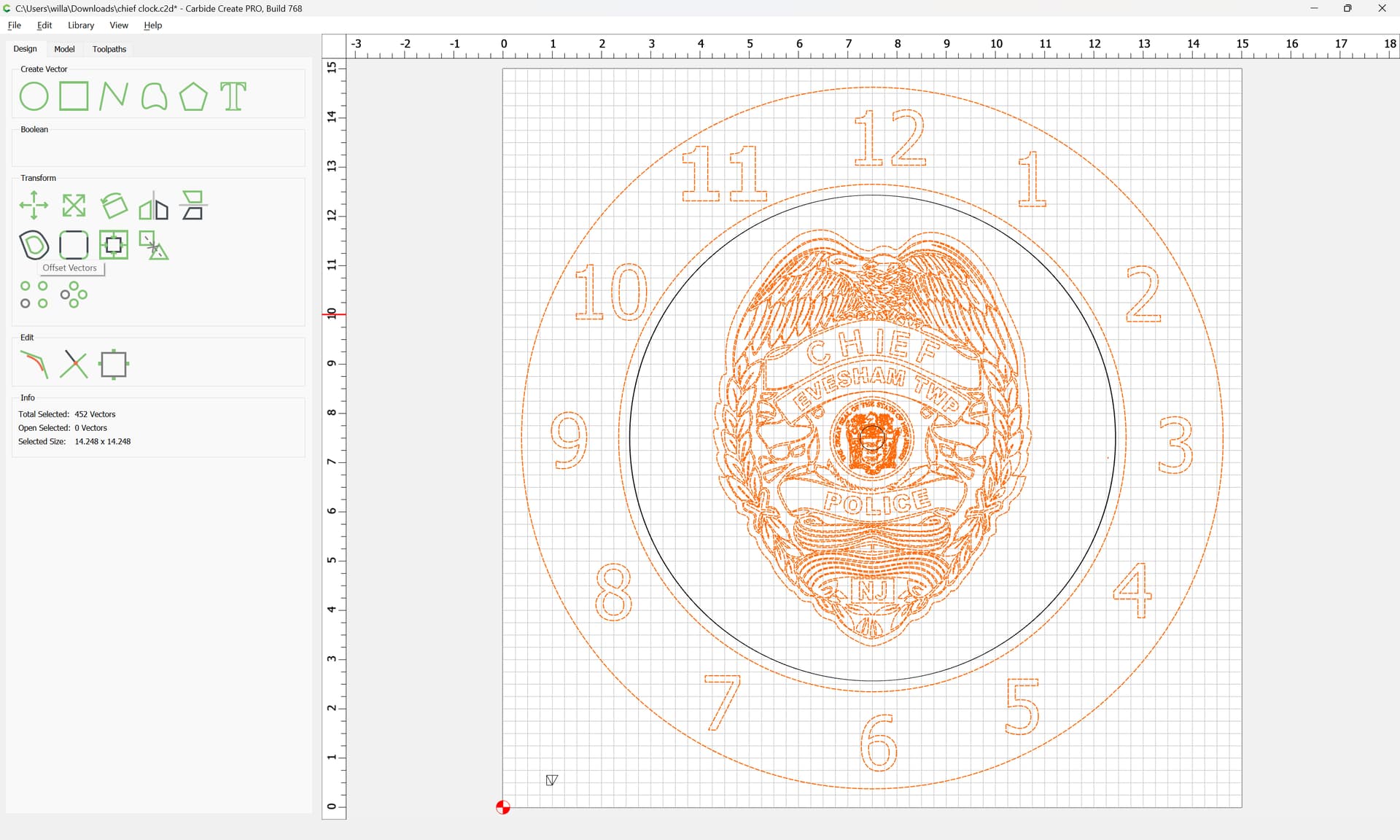
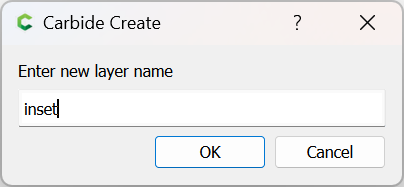
Note that there are some regions which are simply too small for consideration — we repeat the inset, but first put things on a new layer:
Apply
and put this on a third layer:
Hide the original design:
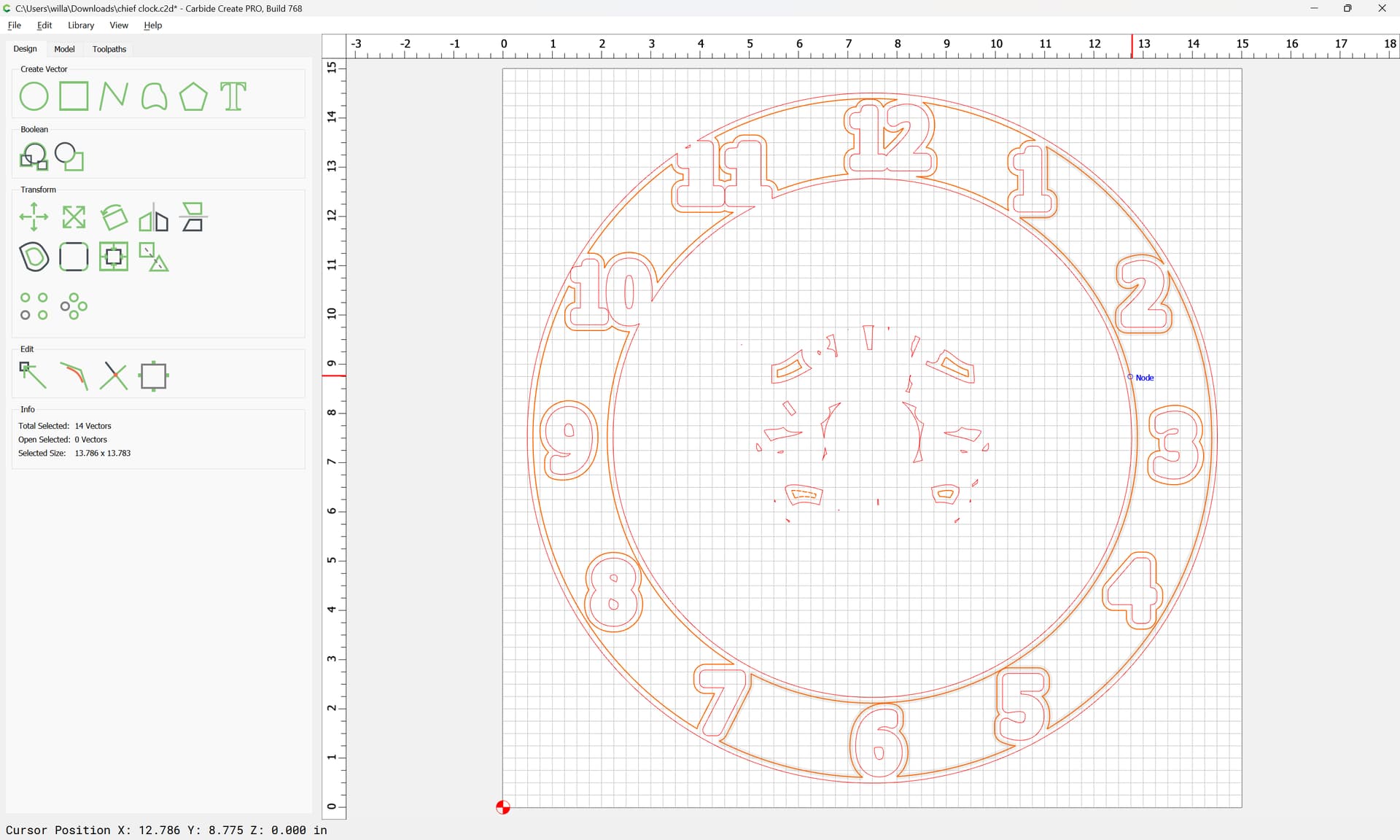
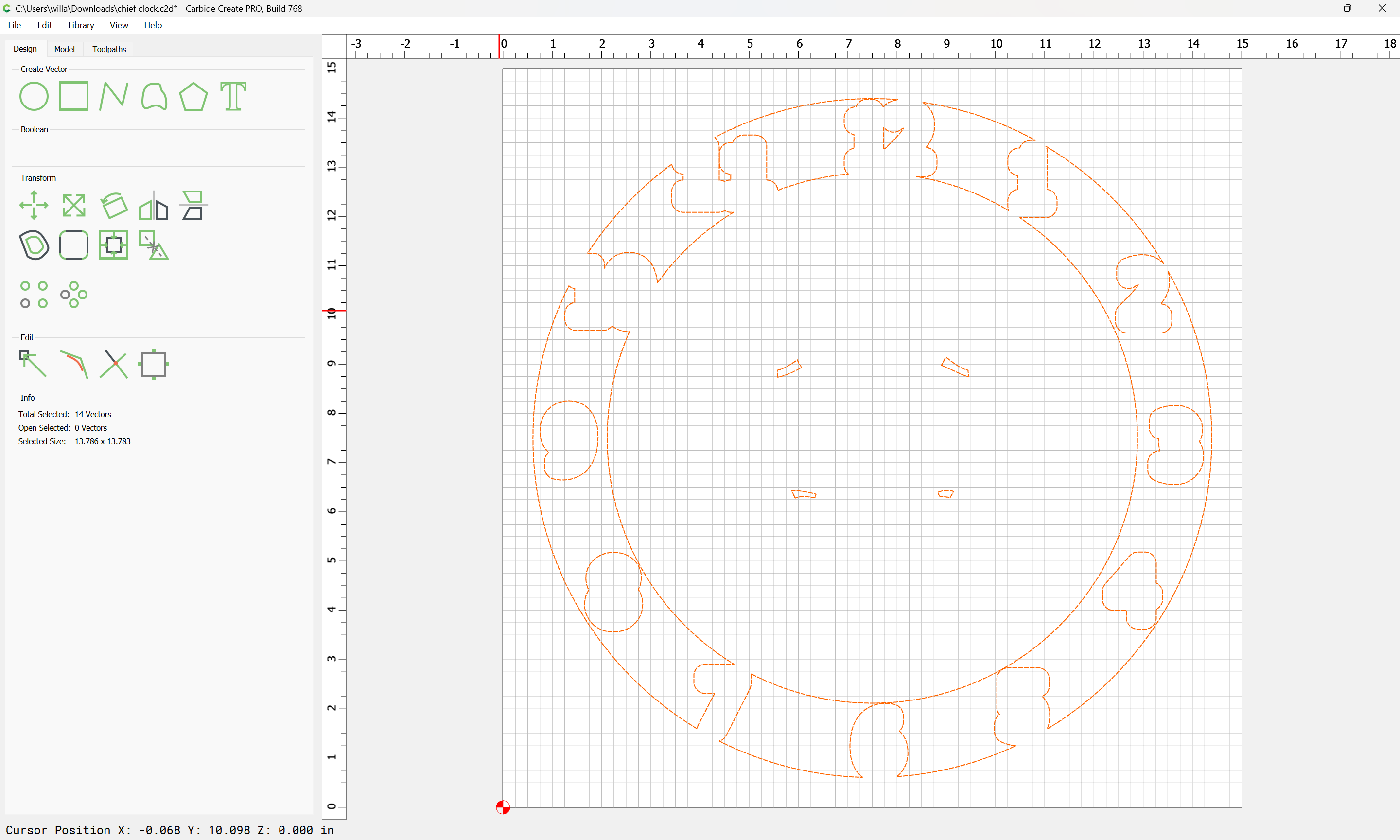
Delete anything which is not doubled up:
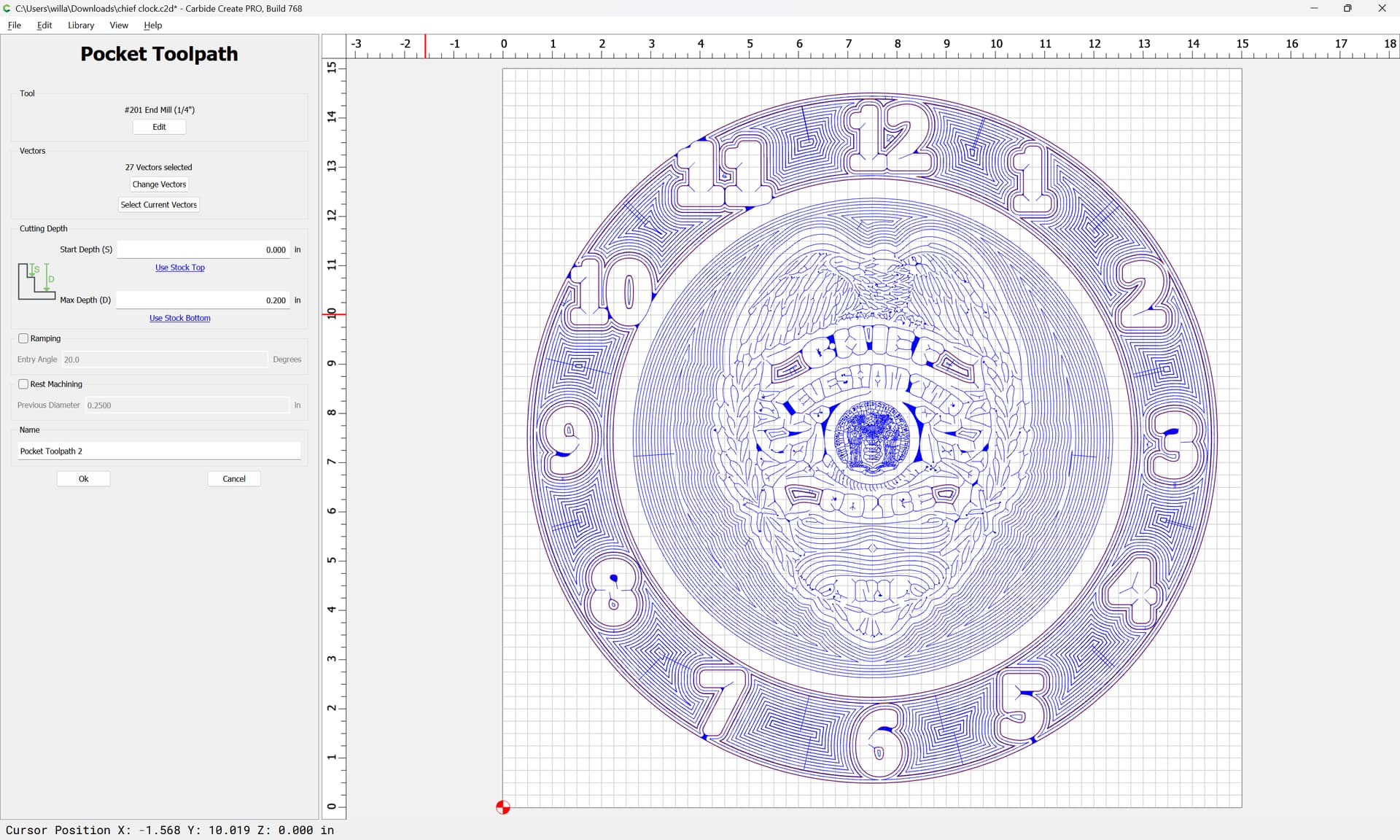
Select the Middle Inset layer geometry:
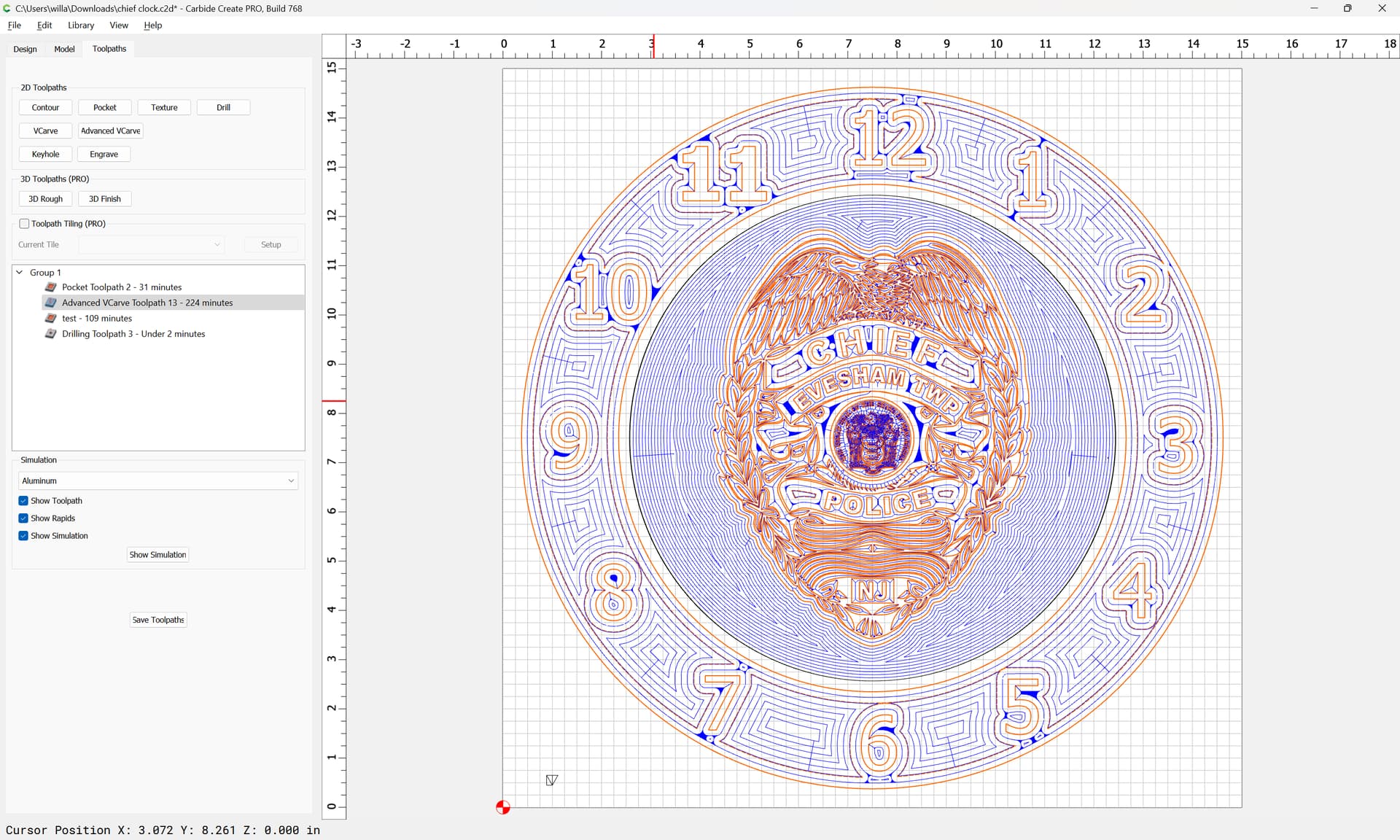
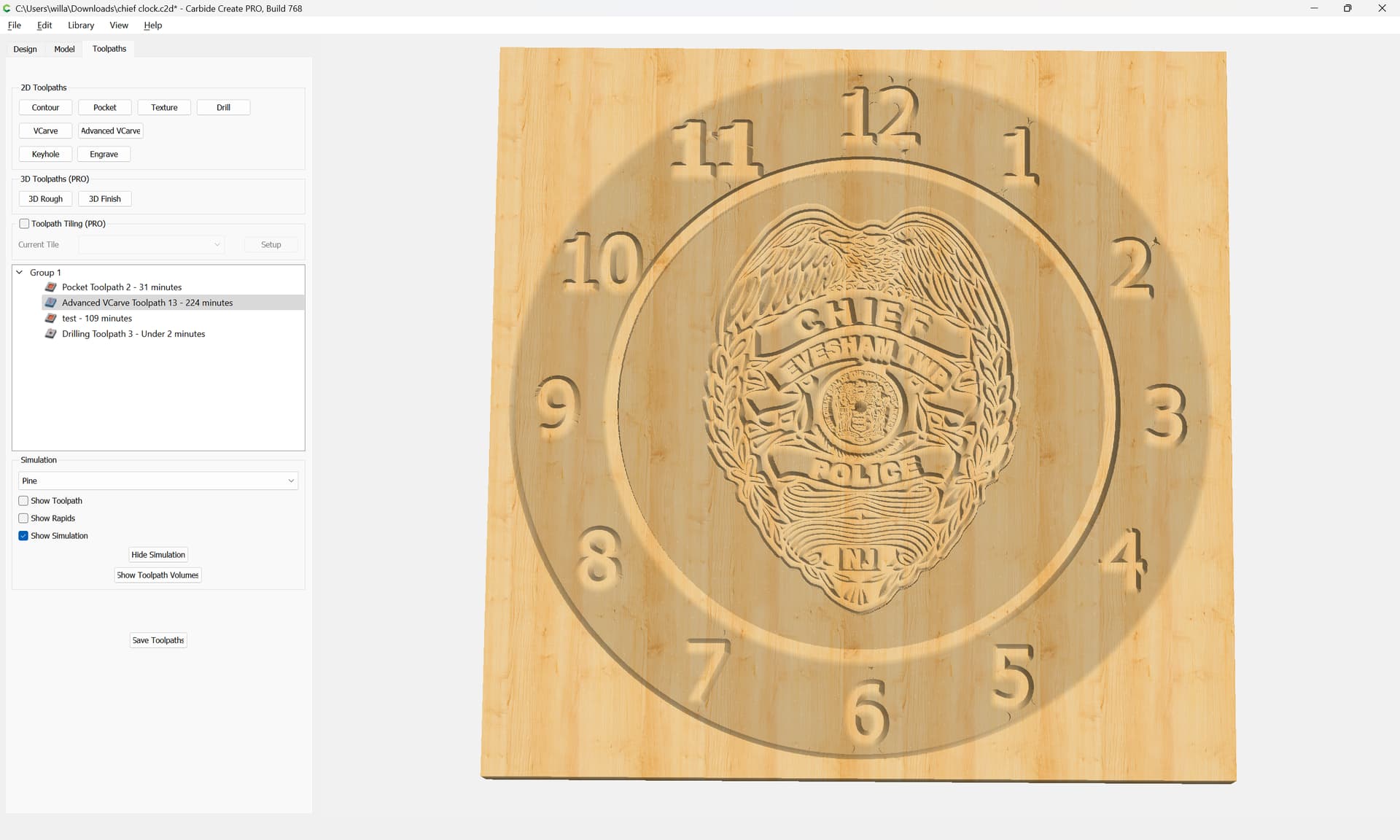
and assign a Pocket toolpath:
Group the Inset geometry:
and select it and the original geometry:
and assign that to the Advanced V carving toolpath: