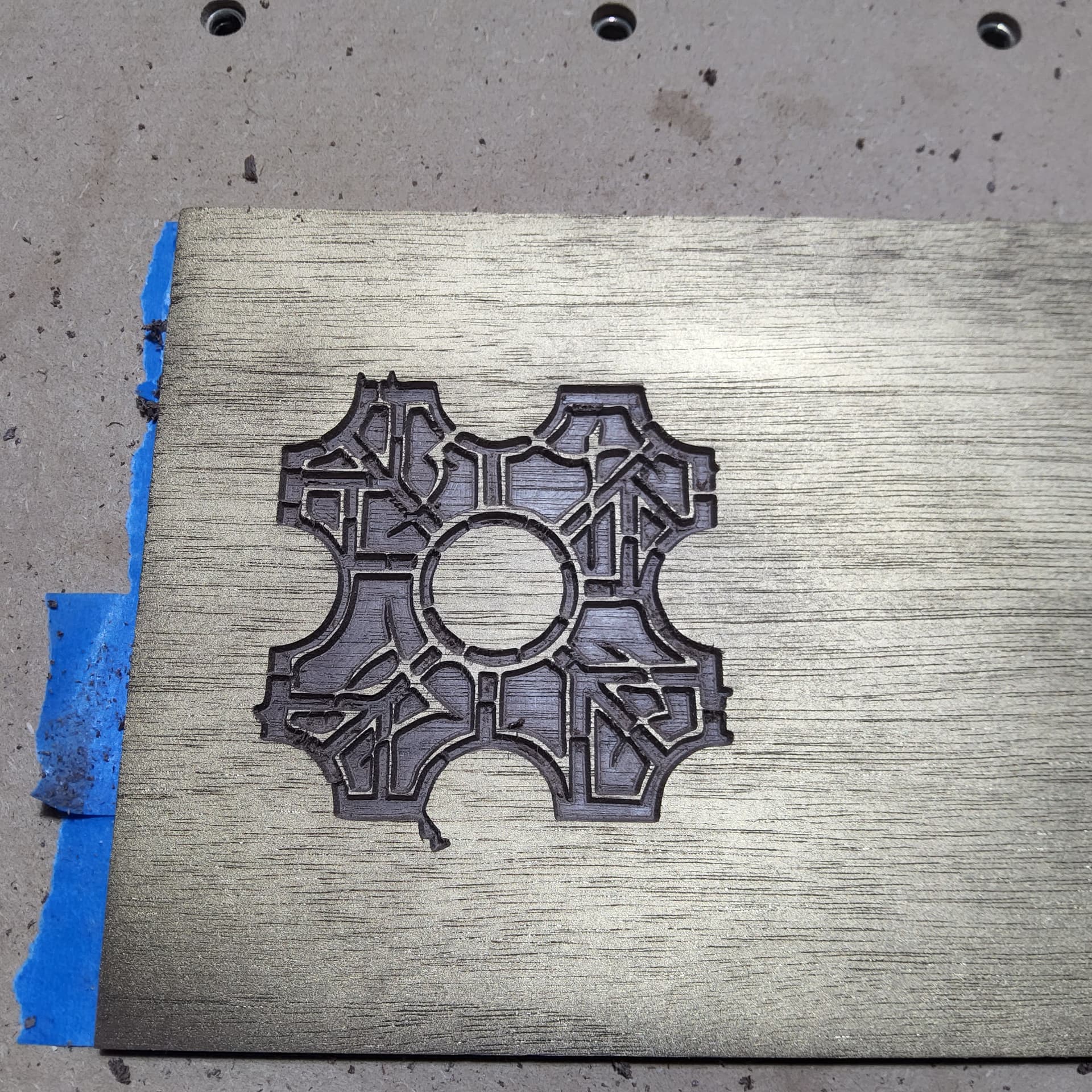
I’m trying to make an ornament with the following file but am having a little trouble. Used image trace to get the vector and cleaned it up as best i could. When it was cutting out I noticed the lines in the design were quite a bit thinner then the CC create simulation. I’m trying to figure out if this is just a discrepancy with the simulation or if has it cut to deep for some reason. Zeroed Z using the paper method at top of stock and wasteboard is freshly surfaced. Using the following 30 degree v bit for the v carve portion and the 1/16 bit from Carbide 3d. Bitstter used for tool changes. Many thanks for any advice. SpeTool Carbide V Groove Bit 30 Degree Engrave Tool 0.005" Tip with 1/4" Shank SPE-X Coated Extra Life : Amazon.ca: Tools & Home Improvement
Part of this can be the tooling. Your file has a SPE tool that is 30 degree but has a 0.015" tip. Carbide Create does not have options for this geometry and it is cutting “too wide” because it is basing the paths on a pointy v bit.
Can you measure the depth to see if it matches your design?
Also, where did you zero the Z? Lower left corner or closer to the toolpath?
I would pick up Z in the middle of the design, but also check it at all 4 corners.
And did you surface the workpiece before starting?
[Or what Lester said. That would certainly do it.]
The theoretical point on your tool with the 0.015 tip is 0.028" below the tip.
You can overcome this by increasing the depths of your toolpaths by 0.028"
So your 3 V-Carve paths set to 0.078" max depth, and the contours to 0.278"
Then when you zero your Z, set it 0.028 above the part.
Either touch off to the part & set zero, then move it up 0.028 and zero it again.
Or touch off to the part & type in -0.028.
So i feel like an idiot. First of all i didn’t realize you could messure depth with calipers by using the opposite end. Programed max depth of .05 and zeroed off at the bottom left corner of stock. actually cut was between .06 and .07. Checked the stock and my zero point was .23 and around my cut out was .24-.25 I think that explains It. Looks like i will have to pay a little closer attention to stock inconsistencies with the more intricate carves. Thanks for yours and Lesters input!
So i made up a similar ornament with the same doc of .05 and zeroed thd z over the tool path area and it came out pretty close to spot on so the issue was stock inconsistencies. Just one other thing i wanted to ask about on the subject of advanced vcarve weirdness. I understand advanvced v carve works by pocketing out as much as the endmill size will allow and then the edges and anywhere the endmill dosnt fit gets traced by the vbit. I noticecd that with many of the advanced vcarve operations i do, the 2 different tool paths are noticeable. Almost like the 2 toolpaths are cut at slightly different depths. Is this normal or is the result suppose to be more seemless? Used a 1/16 square bit for the pocketing and a 30 degree v bit. I double checked and it is a pointy .005 tip, not the slightly flat .015 tip. Bit setter for tool changes.
Hi Will,
Stock secured with tape and glue. Max depth for both v carve and pocket operation is .05. Depth per pass is .05 for the v bit and .02 for the 1/16,
You’re making a single pass with the V tool — reduce the depth per pass so that at least two passes are made — for both tools — also try a test cut where you reverse the order of operations.
I tried what you suggested Will and my test in plywood was much better. I reduced the vcarve Doc so it runs in two passes instead of 1 and ran the vcarve portion first and then the pocket. Hopefully it works just as well in my actually material. Thanks again.