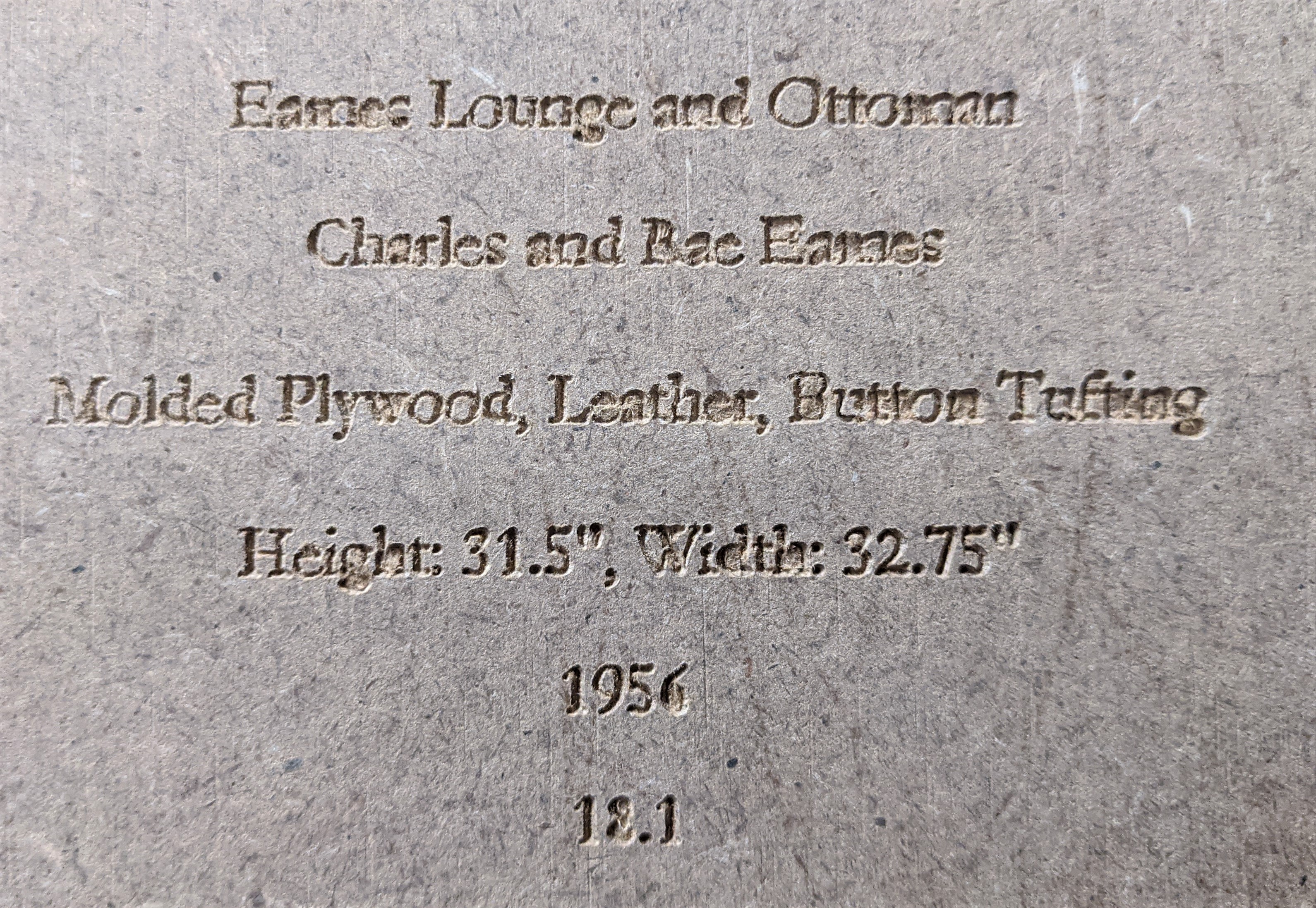
This is my first attempt at engraving text on hardwood. This text is small - the capitol letters are about 5mm high. The plaque is 100mm x 100mmThis will eventually be on Cherry. My tool path parameters are. V-Carve toolpath - 60 degree carbide V bit. Depth per pass 1.25mm, Feedrate 750 mm/min, Plunge rage 75 mm, RPM 20K. (New 775 motor from SainsSmart).
The text is readable but not sharp Some of the fine details are getting lost - particularly in the lower case e and a. I’m not sure how much of this is the fact that the test cut is on MDF.
I would greatly appreciate any hints or suggestions on how to improve the carving.
Belt tension (see the relevant step in your instruction manual) Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues. Also, belt tension for the Y-axis stepper motors needs to be even/equivalent on each side — a significant difference can cause skipping on one side eventually resulting in lost steps on both.
I should have mentioned - the machine is a SainSmart 3018 PROVer. I just went through a fairly extensive tune up and replaced the XZ axis assembly entirely do to an anti-backlash issue. This is the first cut with the new 20K motor. So that is the only There is a fairly extensive thread on what I did to correct the mechanical issues here on the forum.
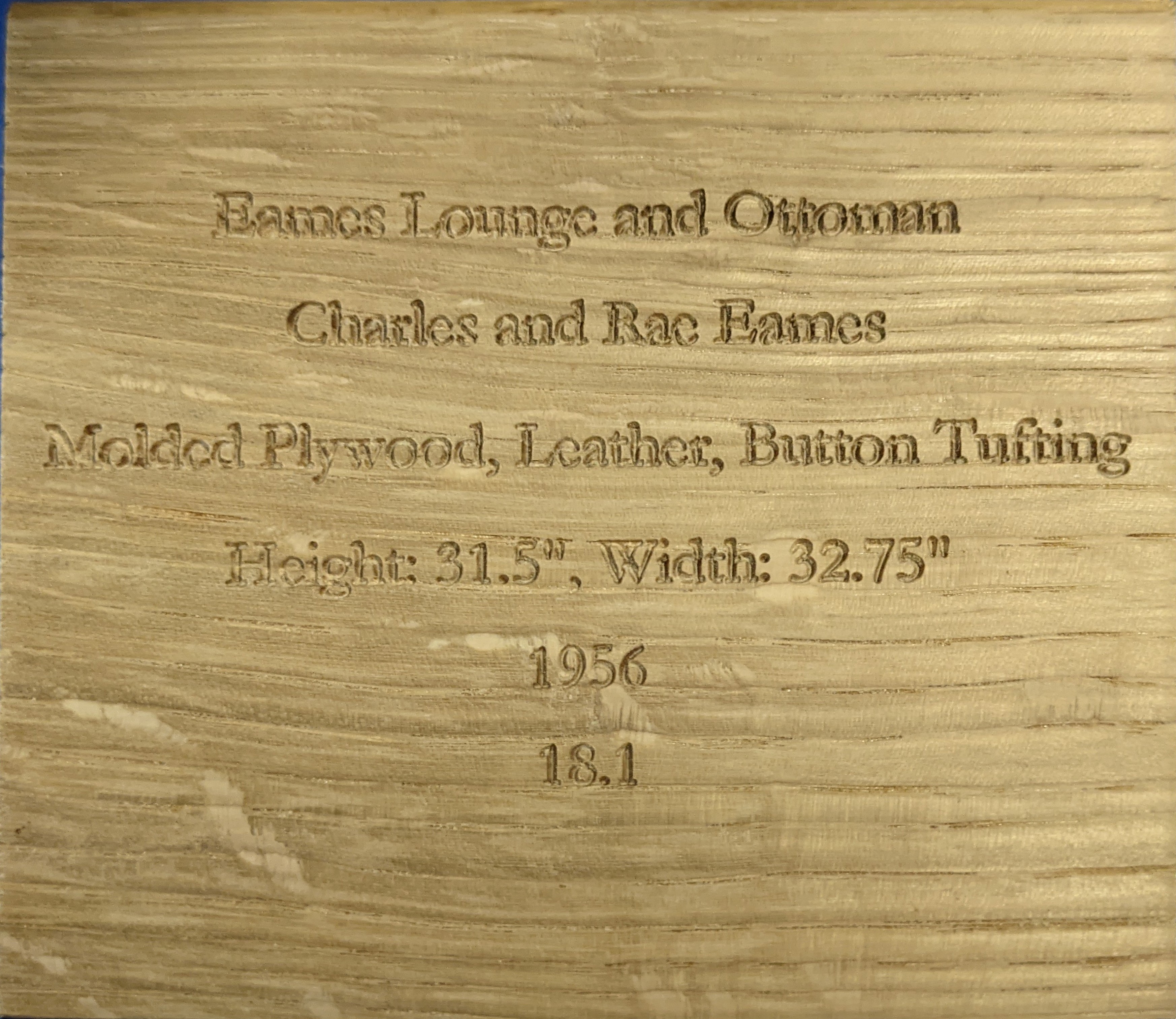
Here is the engraving on Cherry after a bunch of experiments. Toolpath is V-Carve, 60 degree V-bit, 0.30 mm depth of cut, 750 mm / min feed, 250 mm/min plunge, 20000 RPM. Looking much better than the MDF, but still needs a little work. I am open to suggestions!
try to get a 30 degree or even lower angle bit… ebay has some good ones for not too much $$.
Also it looks like your wood was not exactly flat… it looks it’s a bit thinner towards the left
Vcarving (especially small features) is VERY sensitive to small height differences in the stock… when in doubt, a waste board leveling bit could shave off a tiny bit to make it really flat
The wasteboard is level and the stock should be since it just came out of my planer - but I can definitely do a leveling pass on the next try. I tried a carve with a 20 degree bit but the cut was pretty deep and I didn’t care for the look of it - at least on MDF. I have a good source of US made carbide bits - so perhaps I will pick of a few different ones to see.
This reference suggests 45-60 - but that is for 1" and below and my text is quite a bit smaller.
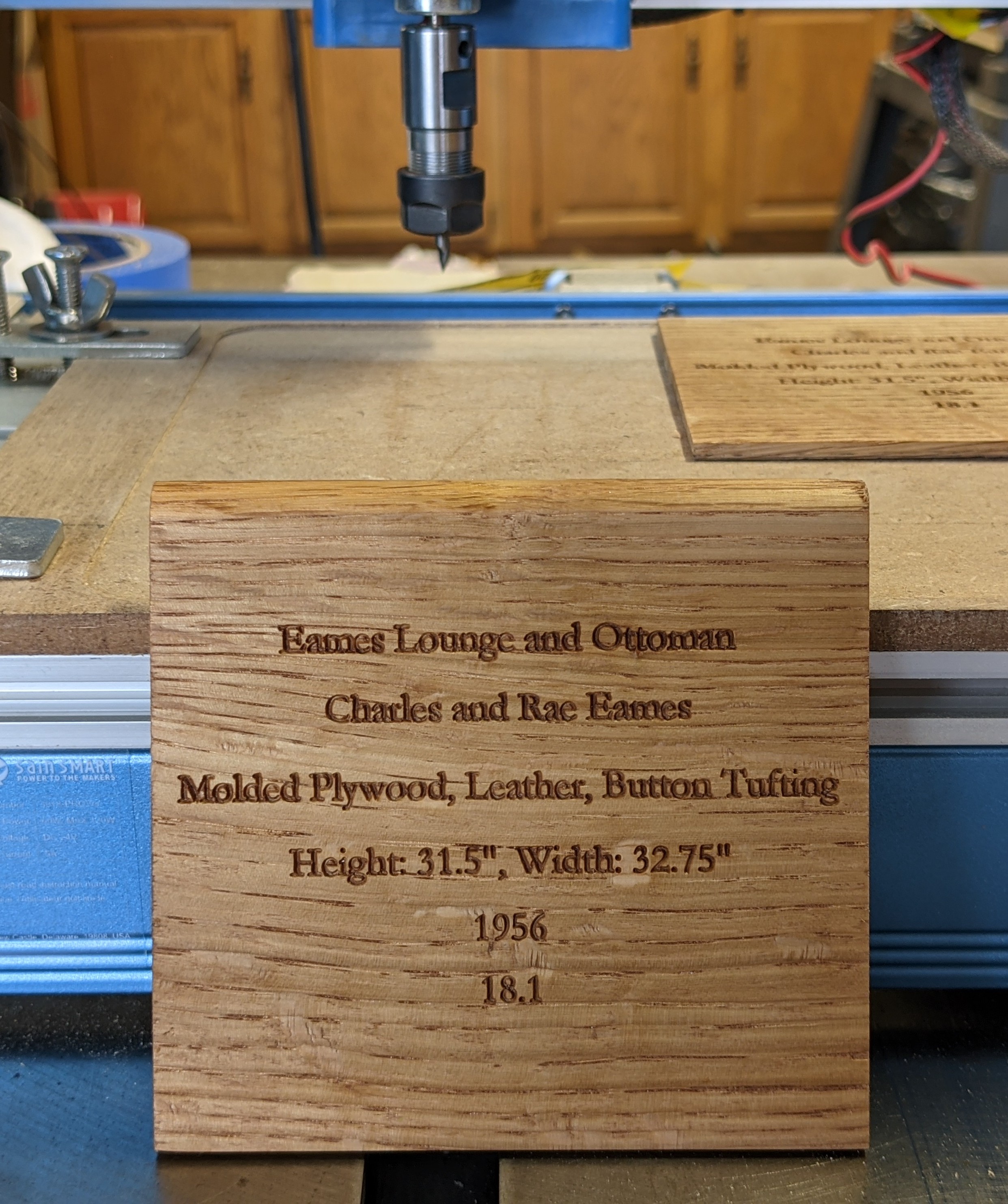
Light sanding and a little stain to improve contrast and I am pretty pleased with the results. Final toolpath - V-Carve, 60 degree carbide V bit, Depth per pass: 0.30 mm, feed rate 1000 mm/min, plunge rate: 250 mm/min, RPM: 10000. Light sanding after carving. Brushed on Cherry stain and wiped it off the surface immediately.
The font, by the way, is Garamond Regular on my Windows 10 machine.
Since we’re offering suggestions , look at the kerning on your piece. Do you see how the vcarve has expanded the letters into each other? If you were using this font on a PC screen, that wouldn’t happen, because it is essentially a line font in that environment. But, on your project, those lines end up with a width that makes their edges merge. If you were filling those letters with paint or epoxy, they would lose a lot more readability.
The solution is to increase the kerning of the font before you carve it out on the board. Then the lettering will show as separate and distinct letters.
I was also struggling with small text a couple of weeks ago and as @CrookedWoodTex already pointed out, the lettering is really important here because of the details that are easily exaggerated/lost if zero Z is not on point.
In the end, I used a 30° bit with 400 mm/min feedrate at 18k rpm, because it seemed that the tiny tip of the bit (with a very small radius) wasn’t able to cut quick enough. So I kept decreasing the feedrate until I was satisfied. Though, still not all details survived (inner parts of a b e ect. got torn out), so there’s still optimization to be done.
If you wonder what this is:
In the horseshape (taken from a photo of the actual pony) you see some hair of my sister’s pony’s tail that recently died.
And above is a quote and some verses in German about the pony and it’s sometimes stubborn character.
Thank you gentlemen - these are great suggestions and rewadinbg! @WillAdams - Can you tell me how to enter the correct double-prime character and fractional characters in Carbide Create? I got the double prime to appear in MS Word by using Alt-8243 - but that doesn’t work in Carbide. Same with the 1/2 and 3/4 symbols. I suppose I can type them in word and then copy and paste.
@CrookedWoodTex - Also a great suggestion on increasing the kerning. How would I do that? Again - word has simple settings for selecting text and expanding spacing - Carbide Create doesn’t have any of these settings that I can find. And the horse plaque is way cool!
Or for both of you, do I need to use different software for text engraving?
It may be that Carbide Create won’t allow entering them — I used to use COMPOSE.exe (modeled on the COMPOSE key from DEC word processors), and when that stopped working switched to a series of similar programs culminating in AllChars:
If CC won’t allow entry, set the text in Inkscape, and use Path | Object to Path to convert it into geometry and then save as an SVG and import that — Inkscape should also allow control over:
letterspacing — spacing between a range of letters
as well as
kerning — adjustment of spacing between character pairs
I use Inkscape for modelling text. It’s free software. You then have to convert the text in Inkscape to a path and export it as .svg, to import it into CC.
I use Vectric’s Vcarve Desktop. Those kind of text manipulations (and many others like text-on-a-curve) are all part of adding text to a project. Makes it so easy to get things right with the simulation, too.
@WillAdams, @nlichtenberg, @CrookedWoodTex - Thank you again for the great suggestions. I’ll look into Inkscape - was trying to avoid the multiple steps and conversions. Vcarve Desktop looks very cool but at US $349 that costs as much as my entire CNC! - Sigh…I was hoping for both simple and beautiful.

 , look at the kerning on your piece. Do you see how the vcarve has expanded the letters into each other? If you were using this font on a PC screen, that wouldn’t happen, because it is essentially a line font in that environment. But, on your project, those lines end up with a width that makes their edges merge. If you were filling those letters with paint or epoxy, they would lose a lot more readability.
, look at the kerning on your piece. Do you see how the vcarve has expanded the letters into each other? If you were using this font on a PC screen, that wouldn’t happen, because it is essentially a line font in that environment. But, on your project, those lines end up with a width that makes their edges merge. If you were filling those letters with paint or epoxy, they would lose a lot more readability.
 - Sigh…I was hoping for both simple and beautiful.
- Sigh…I was hoping for both simple and beautiful.