what is the smallest bit I can use? I see they go as small as .25mm. But they appears to be about .5 inchs long. How would you use these small bits. Would tapered bits work better? The are only .25mm at the tip.
I’m looking at trying to carve small pictures in maple. The pictures will be about 1 inch square rather detailed.
I know I could laser the pictures. But the images I’m trying to recreate look like they may have been carved.
What about the horses mane or the storks wings. They appear to be deeper and have the ridges like they were carved. When I laser them they look okay. But I don’t have the depth.
I routinely use .0625 and .0312 for fine detail. I have used as small as .011 successfully. For fine detail now I use the .125 shank 30* spade type v bits and they work well.
Were the small bits shaped like those in the 4 pack or the single bit?
I was thinking about ordering the 4pack. The single bit looks so delicate. What was the feed/speed/DOC that you used with this small bits and what material?
not sure what my settings are per se, but rule of thumb for doc = 1/2 bit diameter, if you are using motion I set most of my cuts at 100ipm, my reasoning is the machine max is 200ipm, so if I am at 100 ipm I can override in motion from zero to 200 ipm so the machines entire mechanical range. that being said I usually start at 50 percent and adjust on the fly from there. if you want detail run these at .010 to .020
The ridges are caused by the laser doing a horizontal sweep. The amount of burn / depth depends on the material and the laser intensity / dwell time / focus / dots per inch, etc. I have just a simple 1600mW laser and that is a typical image result. The thin lines are recessed deep as well too but its not as easy to tell.
The jerray bits you show above are exactly what I use for 3d engraving and you can get great detail out of them, but I would say most cnc users would be hard-pressed to get the image detail of a properly focused laser. But good luck with the bits - I hope you can get them to work for what you need.
I routinely use bits as small as 0.011" (and 0.009" occasionally when the detail is needed) for engraving my designs on cribbage boards. They are just 2 flute end mills, not ball end carving bits, and with the smaller bits like 0.011", 0.010", 0.009" on darker woods they look almost like they were made with a laser.
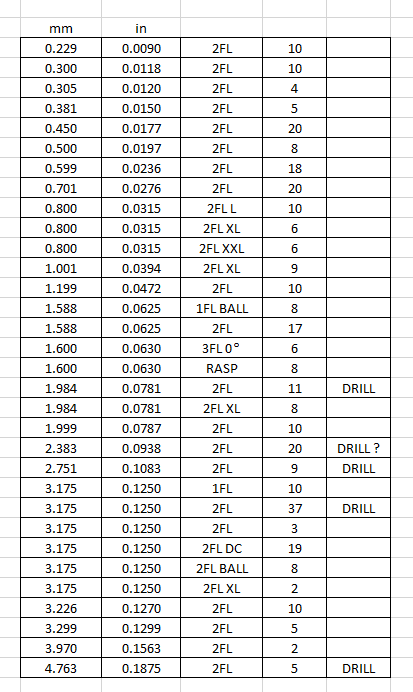
Here are the bits I use (and quantity on hand - just in case I tuck a 10 pack away and forget where I put it):
The numbers and lines between the holes were done with an 0.0236" bit.
For the 0.015" - 0.009" bits I run them at:
24K RPM
20 IPM plunge
30 IPM feed
0.015" - 0.020" DOC
Two passes usually to get the depth of 0.030" - 0.040"
These were made on my original SO3 with a DeWalt router and PreciseBits “Ultra Precise” collet set. I now have an XXL and a water cooled 1.5KW ER-11 spindle and HDZ and in a couple of days will find out if the XXL cuts as well as the original smaller size SO3 with these bits.
I use a 1/32 Kyocera bit from drillman1 on a regular basis. Take it fairly slow because I am usually cutting 1/8" hardwood with very fine detail for ornaments. These generally hold up well but I remember trying smaller Chinese bit and it died almost immediately.