I’m hoping there’s a post already here somewhere, but I feel like I’m comparing apples to oranges looking at the SO 3 XXL vs the HDM (the machine I’m eyeing to replace my SO 3 with).
What I’m after is, for a given endmill, what’s the maximum cutting area (excluding tiling for the moment)? I see table width for the HDM and cutting area for the 4 - are these the same things?
It seems like the HDM has a SLIGHTLY smaller cutting area than the XXL versions of the 3/4/Pro (not a huge deal breaker IMHO for more rigid/easily setup). Am I missing something?
I would think that even for cutting wood, the HDM may make sense depending on your productivity needs.
I see things this way:
the SO4 can cut X deep per pass before rigidity becomes a problem.
the Pro can probably cut 2X (or more) deep per pass
the HDM can probably cut 4X deep per pass or more.
I have no idea whether it’s actually 2X and 4X, but you get the idea.
And the end of the day, the material removal rate is quite different, so if you need to do production-size batches and optimizing cutting time matters, it should be a consideration in addition to the cutting area.
Thanks old friend - I appreciate it. Yeah, the specs between the pro/4 and the HDM aren’t listed on their corresponding pages in equal ways (axis travel vs actual cut area).
I knew it’d be smaller overall, I’m just trying to figure out how much smaller. Additionally, I’d hate to have to remake my enclosure, curious of the actual boundaries of the machine (left-to-right, front-to-back, bottom-to-top).
Cutting Area: 33"(X) x 33"(Y) x 4"(Z)
Footprint: 50" (X), 42" (Y), 19" (Z)
Aside from the differences in measurement units, from the site alone, I can’t gather if axis travel is actually cutting area (for a given travel, a .25" end mill will have less cutting area than a 1" facing end mill). I’m probably overthinking it all, it’d be nice if the actual product pages had more consistent/uniform details.
Maybe even a section to show from a birds eye view the different sizes (cutting area, thickness of extrusions, etc). Having a rendered “cutting envelope” would be really helpful trying to visualize what exactly can be put under the gantry and cut.
The “I’ve trammed it once” comment - yep, that sounds about like my speed. I’ve been pretty hard on my SO3 over the years and I’m super lucky not to have broken anything with some of the face palms I asked it to do. Thanks Luke!
I’d say most of my work so far has been 20mm DOC and 2000mm feeds and speeds at 0.5mm load. however yesterday I was working on detailed work and was running 4000mm a min 0.05mm DOC and load. It’s a very versatile machine.
Please remember however, that this is in terms of the radius of the cutting tool — so one could get a 690 x 535mm part only if one had a tool which cut a zero width kerf — the more typical 1/4" tool would cut out a part which was 683.65mm x 528.65mm (assuming zero runout) and would leave a 696.35mm x 541.35mm hole w/ a radius of 3.175mm at each corner.
I’m itching for an HDM, but my hesitation is that I’ve already been constrained so many times by the XXLs bed size and made concessions in design or outright refusal of projects because they were better suited for a 4x8’ platform.
Then, I think about all the times where the XXL’s X travel has been JUST enough.
Then, I think about how nicely a 5x10’ sheet good cuts down to 8qty 30x30” squares that I just can’t justify not being able to do that for repetitive batch work.
Then, I think about how there’s a ton of s3 xxl owners who are in the same boat as me and that would love to upgrade their platform and the HDM seems like the perfect product and price point to get there, but are held back for the above reasons.
/end stream of conscience
2 questions; Am I overthinking it? And was there solid mechanical or supply chain related reasons as to why the HDMs travel is not equal to the XXL?
Wouldn’t fit on a pallet, increasing shipping costs (almost) exponentially.
4 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
16
@MarkDGaal I’d speculate that the HDM is aimed primarily at the metal heads out there. Their needs are not so much for real estate but rigidity and power.
I’ll also speculate that larger versions of the Pro and 4 are in the works for us woodworkers. Hopefully C3D’s continuing success will soon enable the purchase of a larger mill to accommodate the larger extrusions necessary to make the bigger machines possible.
Yeah, the HDM is an interesting niche, and in some ways, evokes the design constraints of the original Shapeoko — which was designed to fit in a USPS flat rate box — that said, to confirm what Griff has speculated, it’s been said a couple of times in a couple of different areas that making larger machines is planned, but needs a larger machining center. That is a rather large investment, and may have further ramifications, so we’ll have to see what @Luke comes up w/ and what the company is able to do to bring the next generation into production.
Yep, this is why I posted here. I was kinda frustrated by the one machine posting cutting area and the other posting travel area. The cutting area is increased with say a 1.5" spoil board cutter and it’s decreased with a 1/16" end mill.
It’d be nicer to say "cutting area based on ".
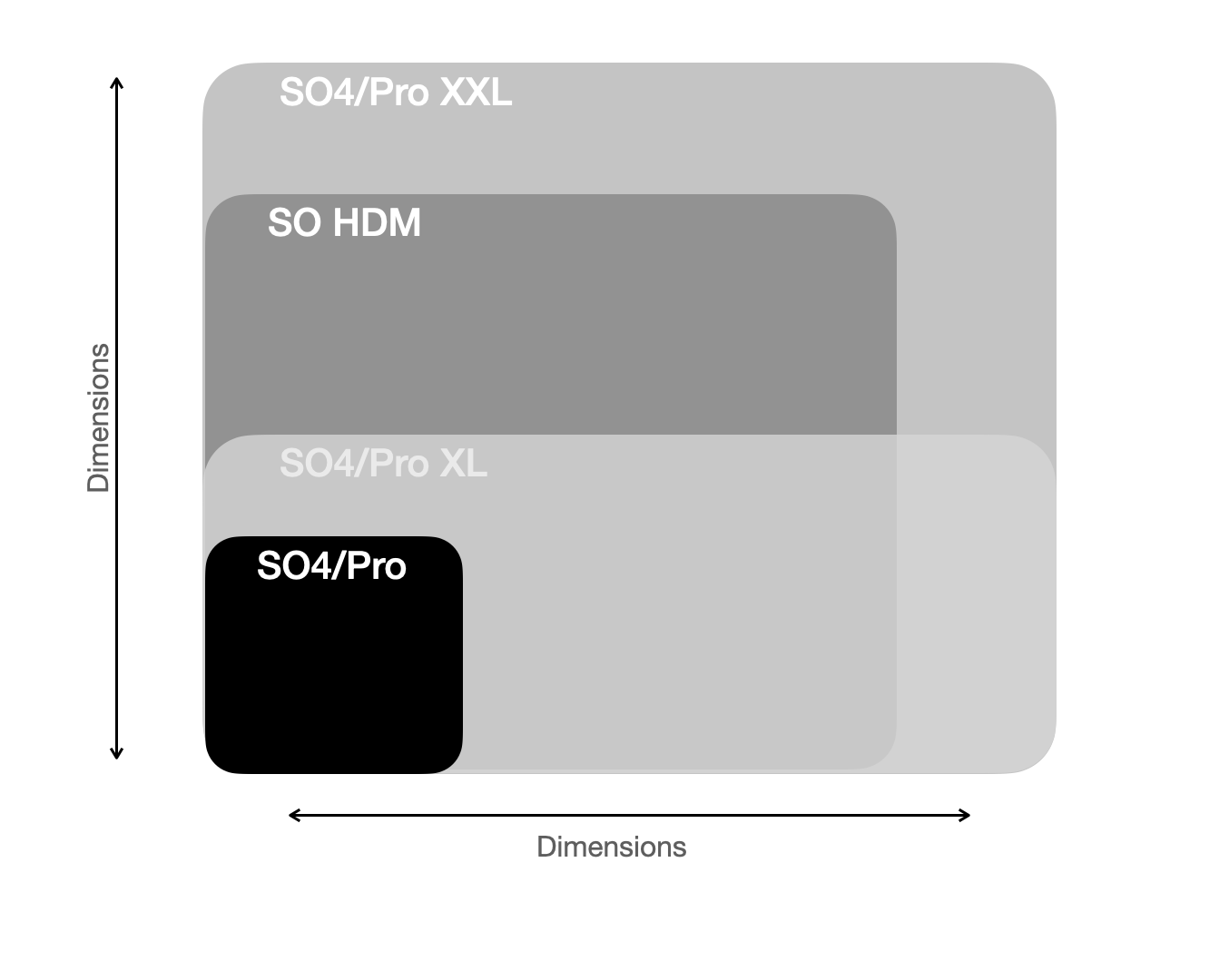
Having all the cutting areas and outer dimensions laid out like this would also have been lovely:
Adjust the standard to half the size of the XL and it would be a great chart. The current layout makes the standard look way smaller then it is. This would be a fantastic addition to the sales page especially if they add a few scale reference illustrations like a 2" x 6" work bench or something.