okay, yeah… i set $23 to 0 and still the same problem — homing failure alarm.
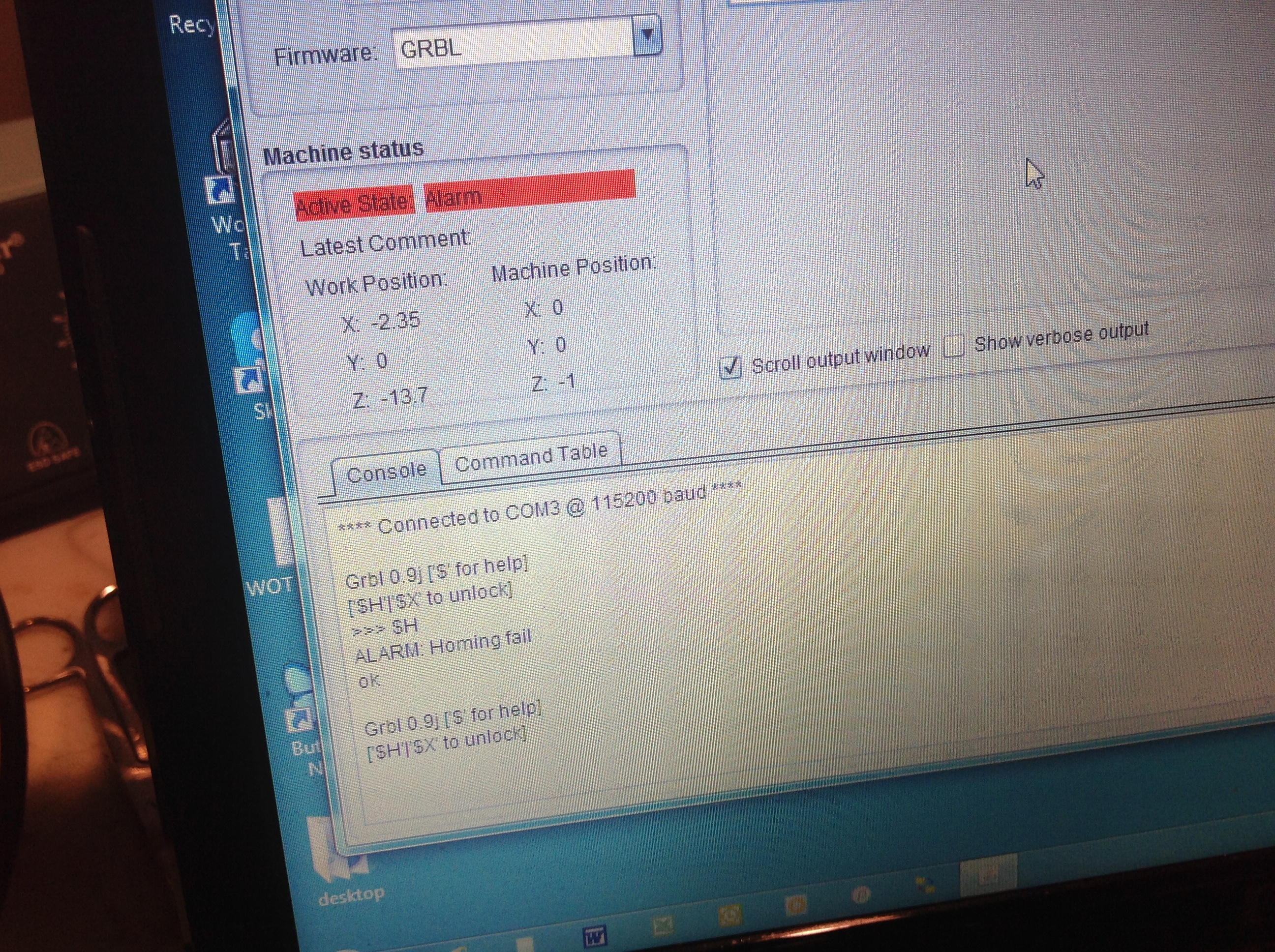
thanks for the additional info on the homing sequence; i am still getting the same error. here is a photo of it from a fresh start:
thank you!
EDIT: i saw that $3 was set to 6, so i changed it to 0, now when i send $H the Z axis goes up by about a millimeter, then i get the homing fail alarm
repeated sends of $H finally get it to the Z+ limit switch where it does its proper back-off thing. then, both the X and Y axis move about 1mm simultaneously, and everything stops… and i get the error again.
like the Z axis, i can keep sending $H and Z will check itself, then X and Y move as described… and again the error.
i imagine doing this for about 20 minutes might actually home the thing?
by setting $3 to 0, however, when jogging the machine around normally the X and Z axis are reversed.
here are my current grbl settings:
$0=10 (step pulse, usec)
$1=255 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=0 (dir port invert mask:00000000)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=255 (status report mask:11111111)
$11=0.020 (junction deviation, mm)
$12=0.010 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=0 (homing dir invert mask:00000000)
$24=25.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min)
$26=100 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
$100=40.000 (x, step/mm)
$101=40.000 (y, step/mm)
$102=40.000 (z, step/mm)
$110=500.000 (x max rate, mm/min)
$111=500.000 (y max rate, mm/min)
$112=500.000 (z max rate, mm/min)
$120=25.000 (x accel, mm/sec^2)
$121=25.000 (y accel, mm/sec^2)
$122=400.000 (z accel, mm/sec^2)
$130=425.000 (x max travel, mm)
$131=465.000 (y max travel, mm)
$132=64.000 (z max travel, mm)