I’ve decided to start from scratch with the calibration of belt stretch in the X- and Y-axis, as my results are varying pretty wildly depending on the region of the machine.
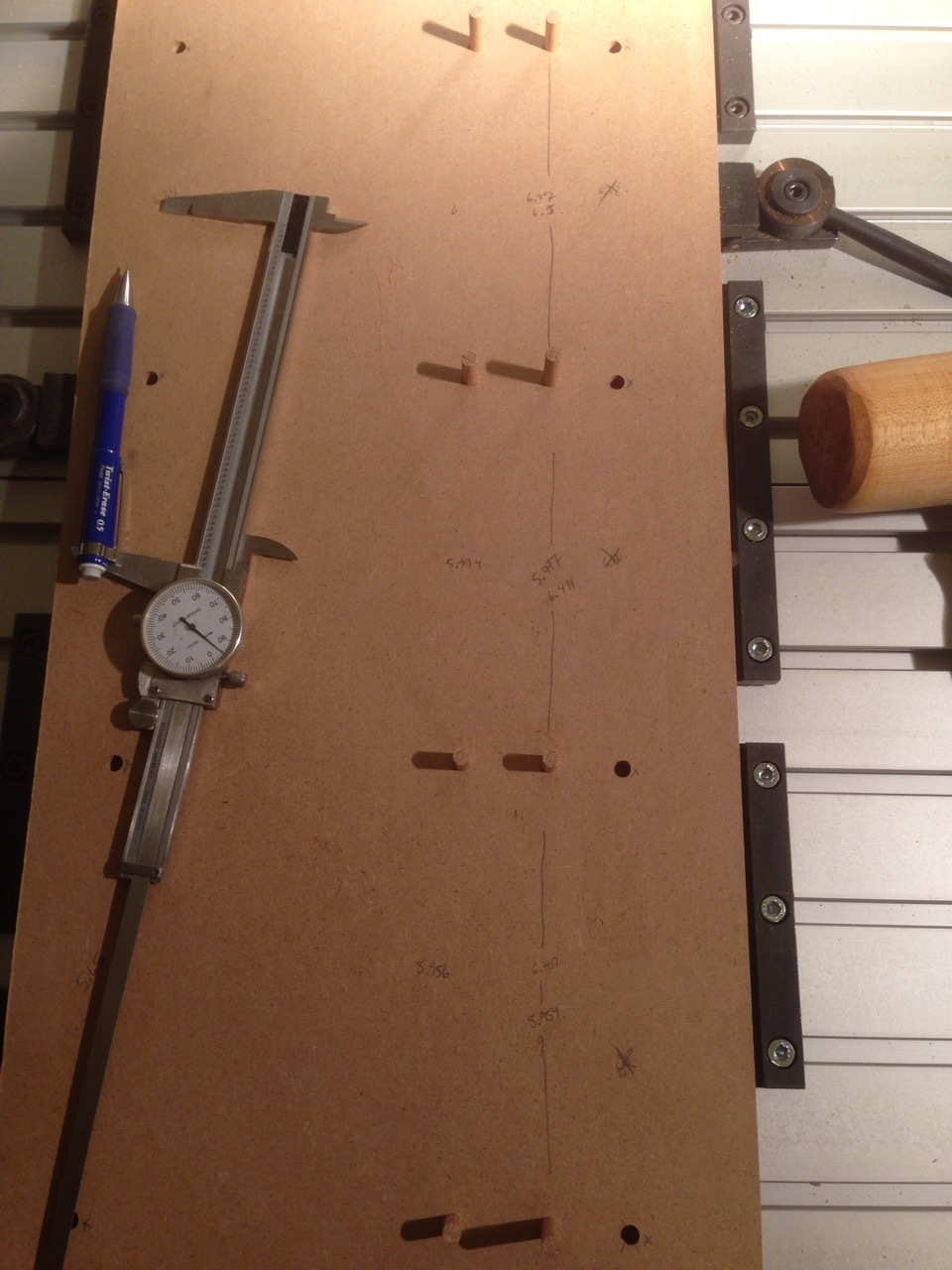
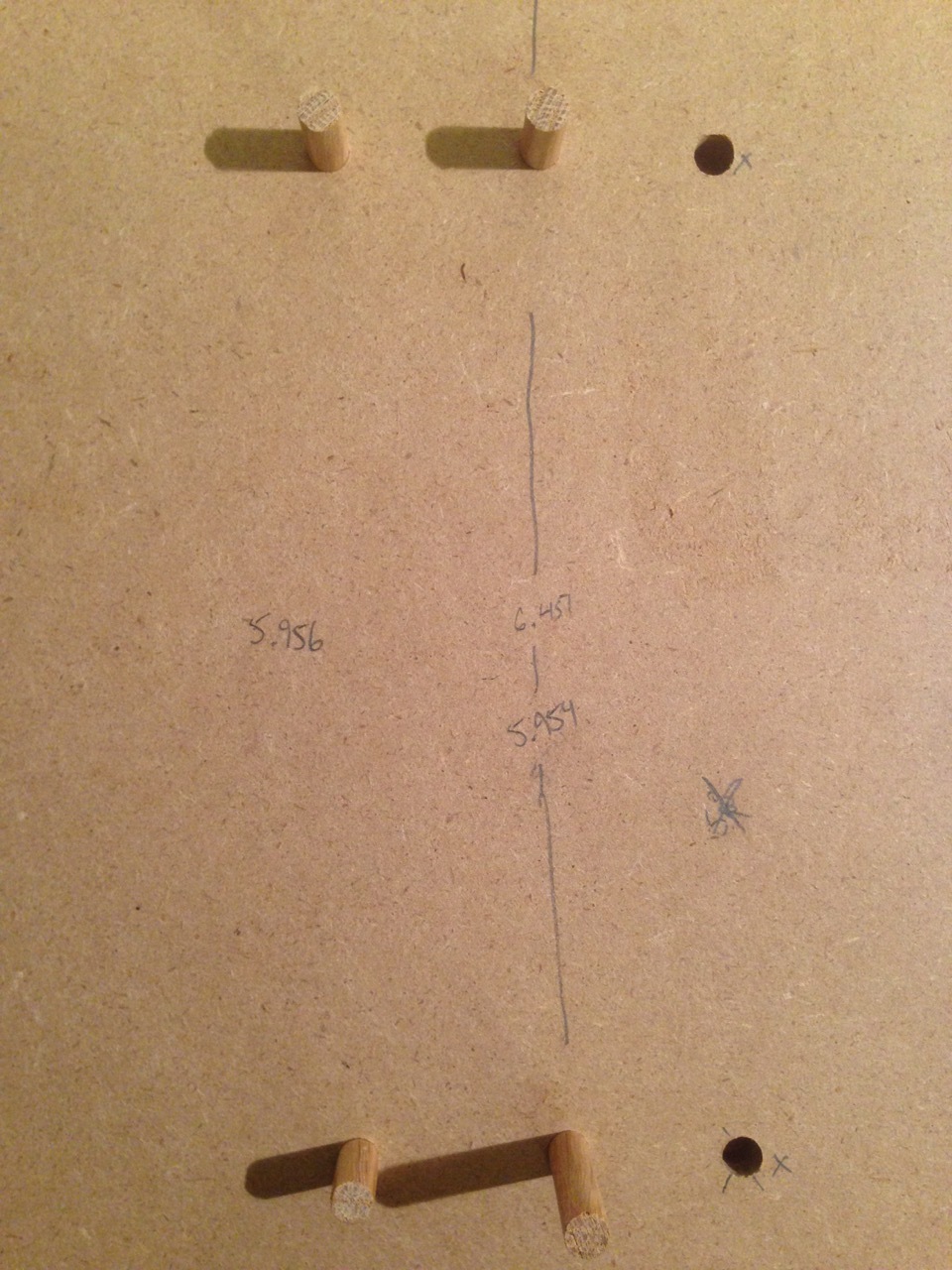
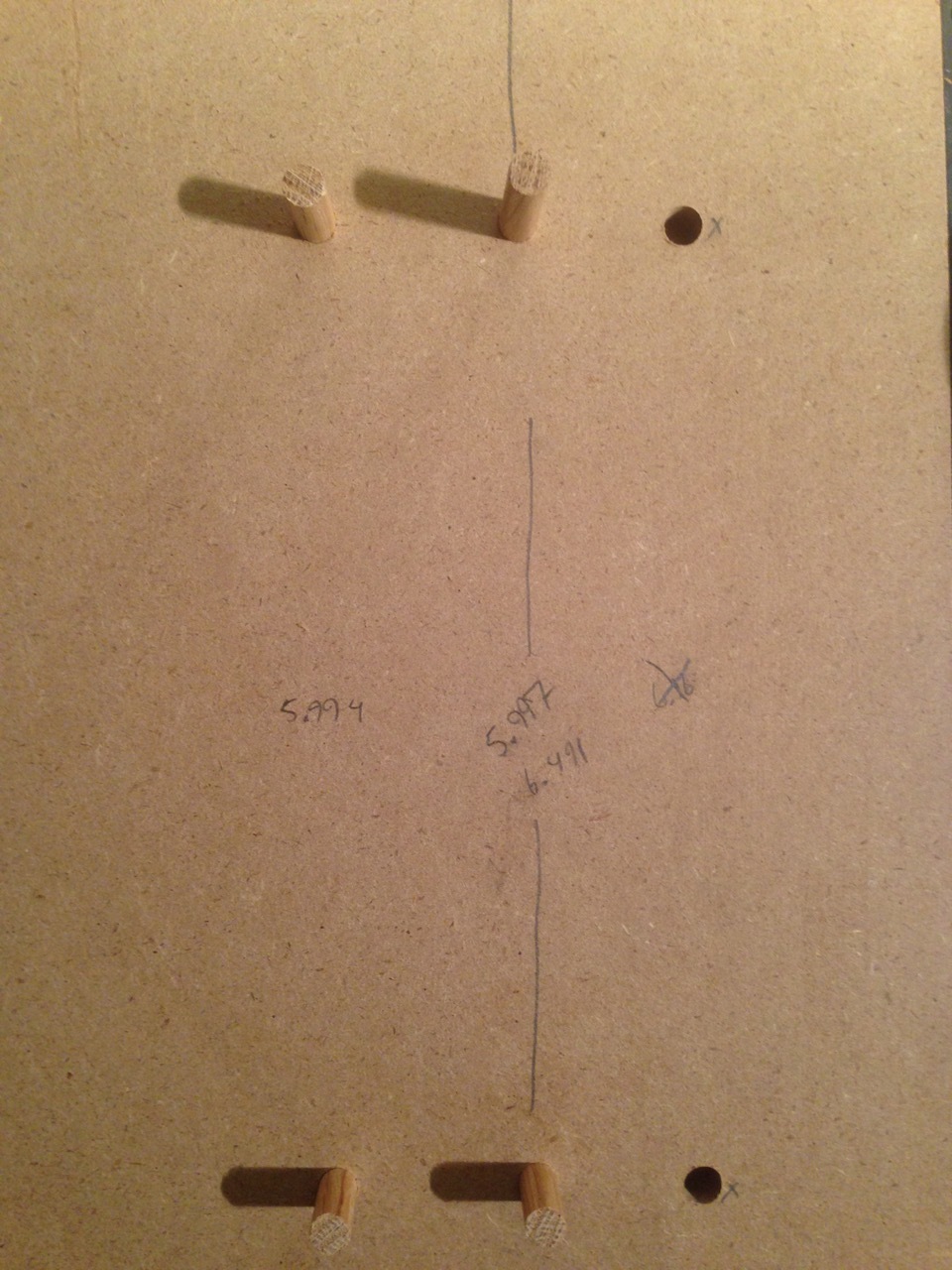
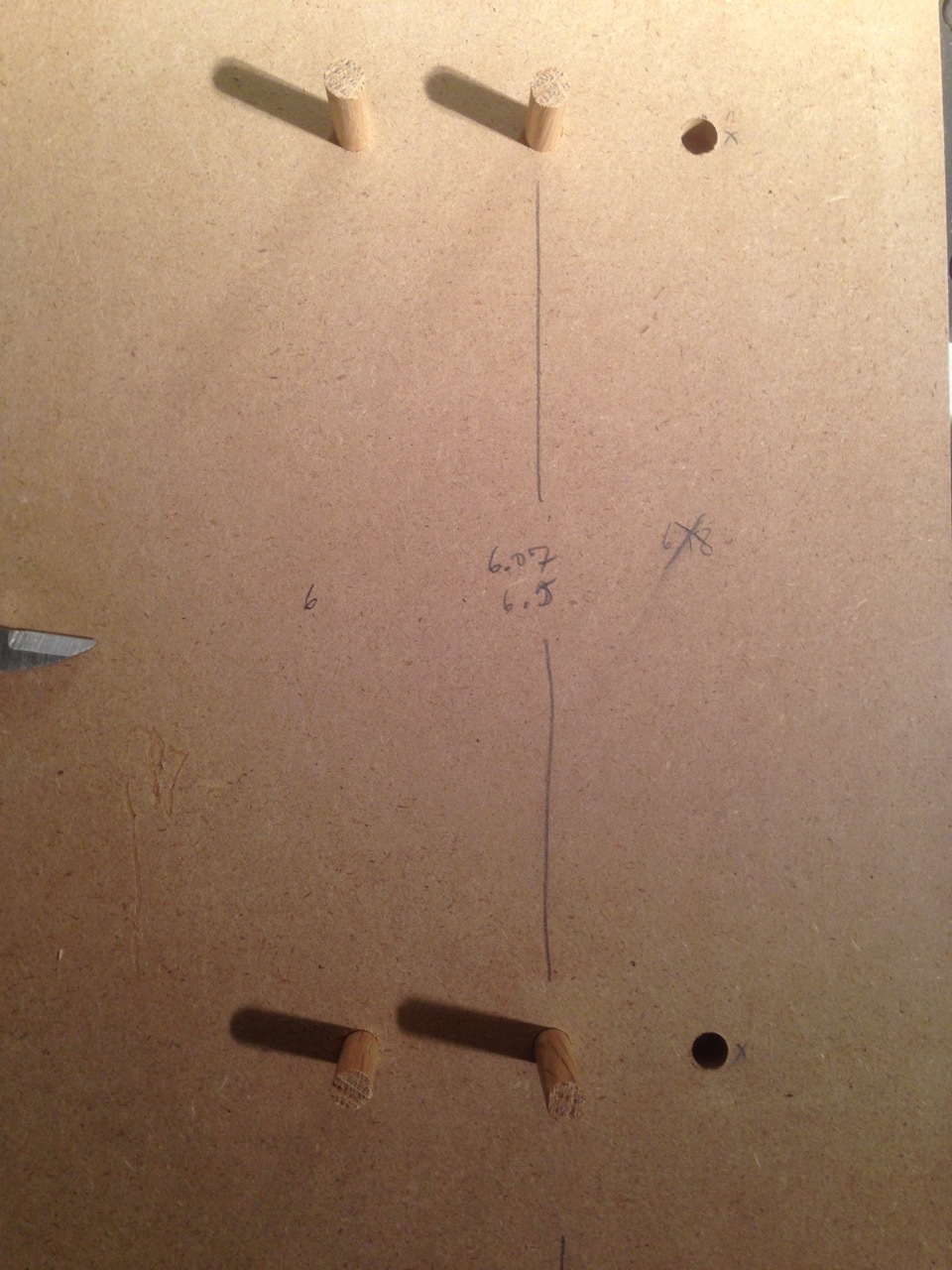
Circle-diamond-square test is pretty off, and I’ve checked and re-checked and the machine is relatively in square. I believe that my belts are all as tight as they should be, though I haven’t tested these with a particular tool. When I power on the machine, I’ve been pushing the Y-axis against the backstop to make sure that it’s parallel on both Y-rails. I’m then drilling holes that should be exactly 6" from inside end to inside end. Here is what I’m getting:
As you can see, I’ve drilled two series of holes along the Y-axis. The distance fluctuates a bit between the two series, but more importantly (I’m focusing more on the holes on the left), the difference between the first holes and the second sets of holes is .04", while the distance between the second and third sets of holes is .006". For reference, the middle set of holes is about at the center of the Y-axis of the machine, and almost all the way to the right side of the X-axis.
I’m a bit confused, because if the difference were consistently off, I could better understand how to adjust the $100 and $101 values, but because the Y-value distances not only change across the Y-axis, but also change slightly across the X-axis, I’m not sure how to account for this. I’m not seeking perfect tolerances across huge distances here, as I’m doing mostly sculptural work in wood, but some consistency would be nice - I’m trying out some 2-sided designs, and things are winding up pretty grossly misaligned.
Thank you! That was at least a big part of it. Things have gone from being ~.04" to ~.004" off.
Any suggestions of why dimensions in the Y-axis would change as the machine moves across the X-axis? The only thing that I can think of is that the machine is out-of-square, and I have checked that multiple times.
For the machine being square, well, precision has to start somewhere — level the machine, check each angle / registration point starting from the front, add shims as needed (you may have to drill out some holes to allow things to align — see twforeman’s nifty build log linked from: http://www.shapeoko.com/wiki/index.php/Calibration_and_Squaring_the_Machine
There’s also a copy of the official instructions on squaring there.
A further suggestion would be to try the best quality belts you can get — I’ve had good luck with the belts from SDP/SI — but I don’t know where Carbide 3D is sourcing from. (I bought mine as a 9mm upgrade back when the SO3 was using 6mm belts) — working up a way to get even tension may help as well — I like to use the weight of the machine, but that’s a bit much for an XL or XXL.
If all this doesn’t pan out and no one here has a better suggestion, contact support@carbide3d.com and someone more knowledgeable than I will make a suggestion.
Thank you for all your help! Can you think of anything else aside from the machine being out-of-square that might cause the dimensions in the Y-axis to shift across the X-axis?
Along the X-axis there’s only the one belt — if you’ve checked that the pulley set screws are tight and each is against the flat on the shaft, then the belt should be the most likely culprit — try a new one there as well? I always worry about belt tension as well — one thing which some folks do is drive the gantry against the front endplates so as to force everything into alignment / tension (this sort of thing is why I prefer the idea of a drive shaft).
Check your V-wheel for equal friction slip. Rotate each v-wheel and note the amount of rotational force required to rotate the v-wheel. You will have to restrain the axis from moving.
Since the Y axis has a belt on each side, if these belts are tensioned differently then there will be different numbers of belt teeth from end to end and even if the gantry is square at the front it won’t be at the back. This will result in different numbers of steps/mm in Y as X changes.