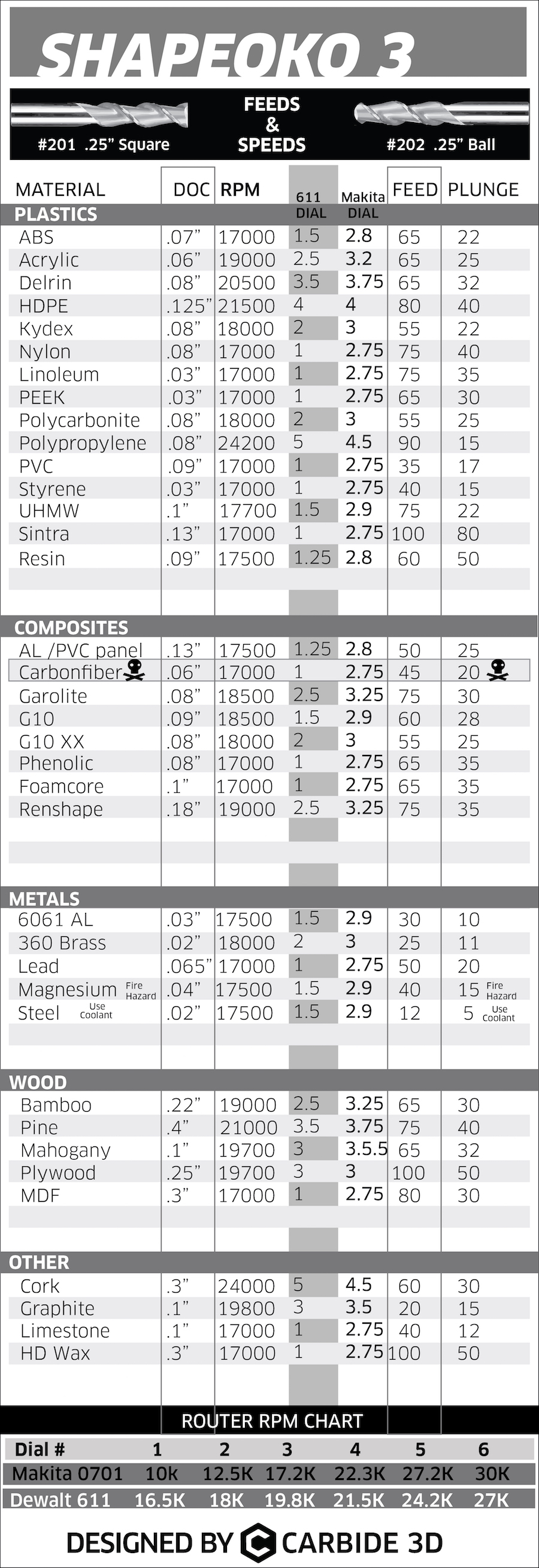
Hi, I use a 2 flute 5mm endmill for beech wood. With CC the speed is automatic calculated with 838mm/min. Having a look at https://docs.carbide3d.com/support/supportfiles/S3_feeds_250.jpg
and selecting bamboo the speed and feed is higher in the table as calculated by CC.
So it seems as if this shall fit.
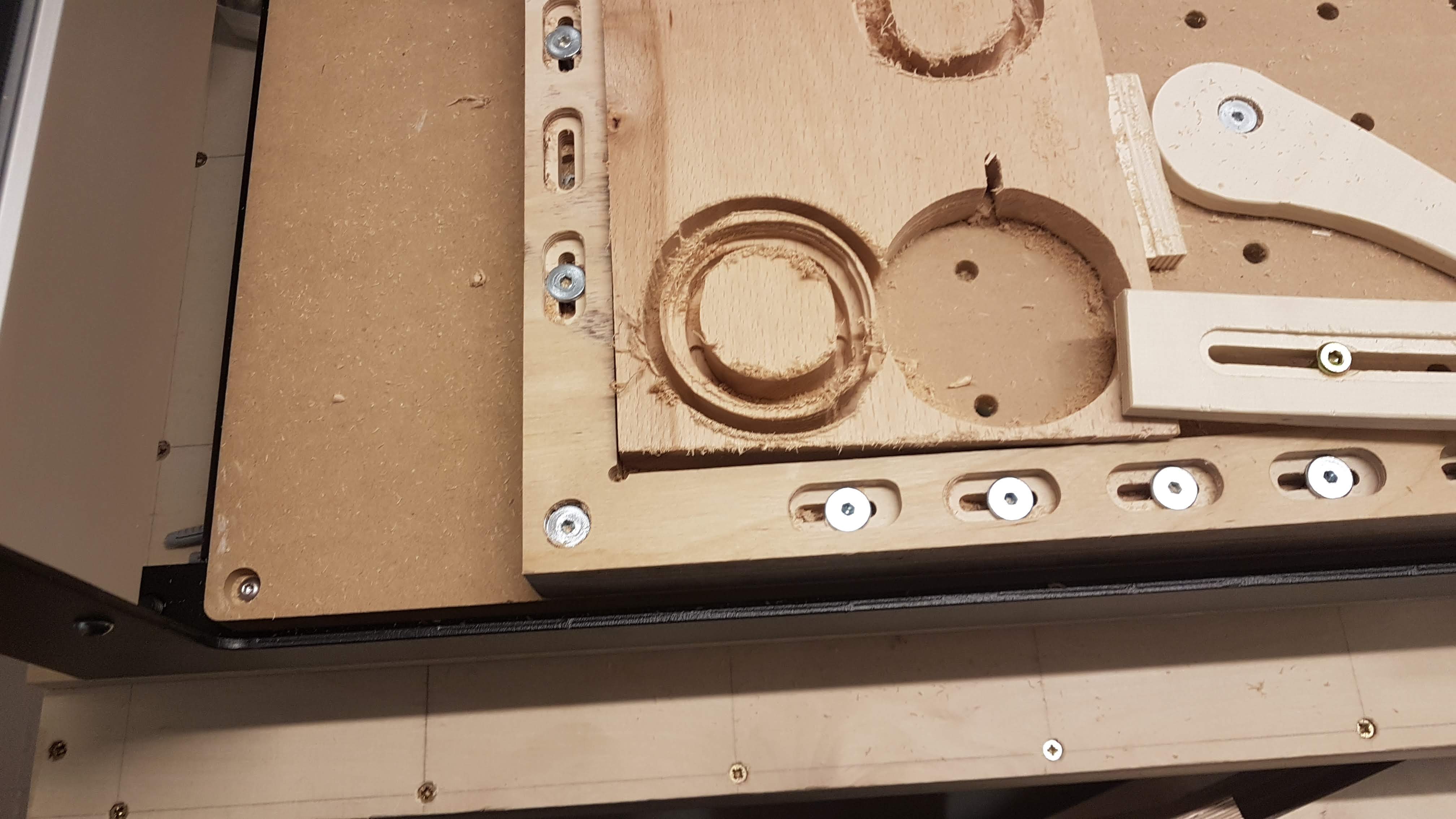
At the end 3 circles shall be created by my XL.
The result looks not like a circuit
File is fine, your cut should look like the preview. So this points to a possible mechanical problem.
Go over the belts, v wheels,
Have you tried just one circle and check to see how round it actally is? Offset oval in one direction? That could let you know if x or y axis belt may be loose.
I had some problems working up suitable feeds and speeds for bamboo and solved them by leaving a roughing clearance and slowing down the feed rate slightly and setting the router a bit faster: 1652mm/min. and 16,000 RPM or so — also decreased the stepover a bit — this may have been because of using a #251 downcut though.
This is a good day. After EMI problems and the problem explained in this thread I was nearby to throw the XL out of the window. Luckily there is no window in shop and trying different things I found by exicant the problem.
Last thing I want to do today (after checking belts and wheels and using lower speed …) was: using another cutter. The machine was powered and while I try to loosing the nut I could move the x axis several mm. Problem was the pulley screw of the x axis .
The delivered smales HEX seems not to fit 100% but it was ok to tighten the screw.
And now I get circles again .

 .
. .
.{kind=link}