I’ve been using my HDM for the past couple of months and love it. However, I have a question the cutting federate seems to be limited? if I put in a 60in/min cutting feed rate and it seems like it is no different than 30in/min. Is there a speed limit config setting that is set by default by chance?
Yes, if you loaded the defaults for your HDM on the CM settings page, it should be 5000mm/min (196 in/min).
To see the settings, you have to connect a serial terminal app to the COM port on your computer.
I just recently was experiencing lost steps due to excessive speeds & acceleration. I changed the speeds to 4000, 4000, 3000 mmpm and acceleration to 400, 400, 300 mmpm² (variables $100 - $122)
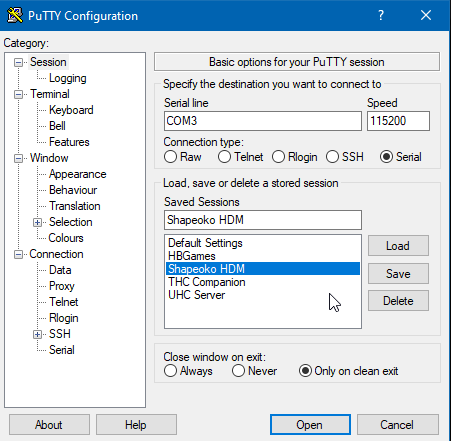
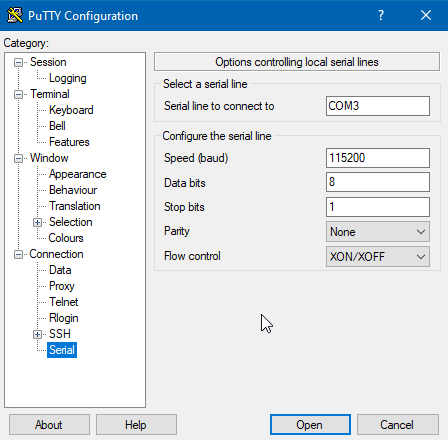
If you want to use Putty to connect (when CM is not connected) here are my settings.
You may have to try several com ports. Mine started out on COM4, but changed to COM3. (I may have moved my usb)
Griff, it wasn’t unique to any one file. I was using the “Carbide 3D Shapeoko” post, and the Pro machine selected in settings in CC, and the “Soft Plastic” version of the cutters. And it randomly happened when moving RAPID from one region to another.
I was cutting pockets, then it should have retracted, moved to the next pocket, then plunged again. It left out the retract & just rapid’ed to the next pocket, wiping out the wall between.
The rapids were originally fast enough to shake my 250 lb table pretty good. So, I’m definitely more comfortable with them slowed down a bit. It’s still really fast.