Thanks!,
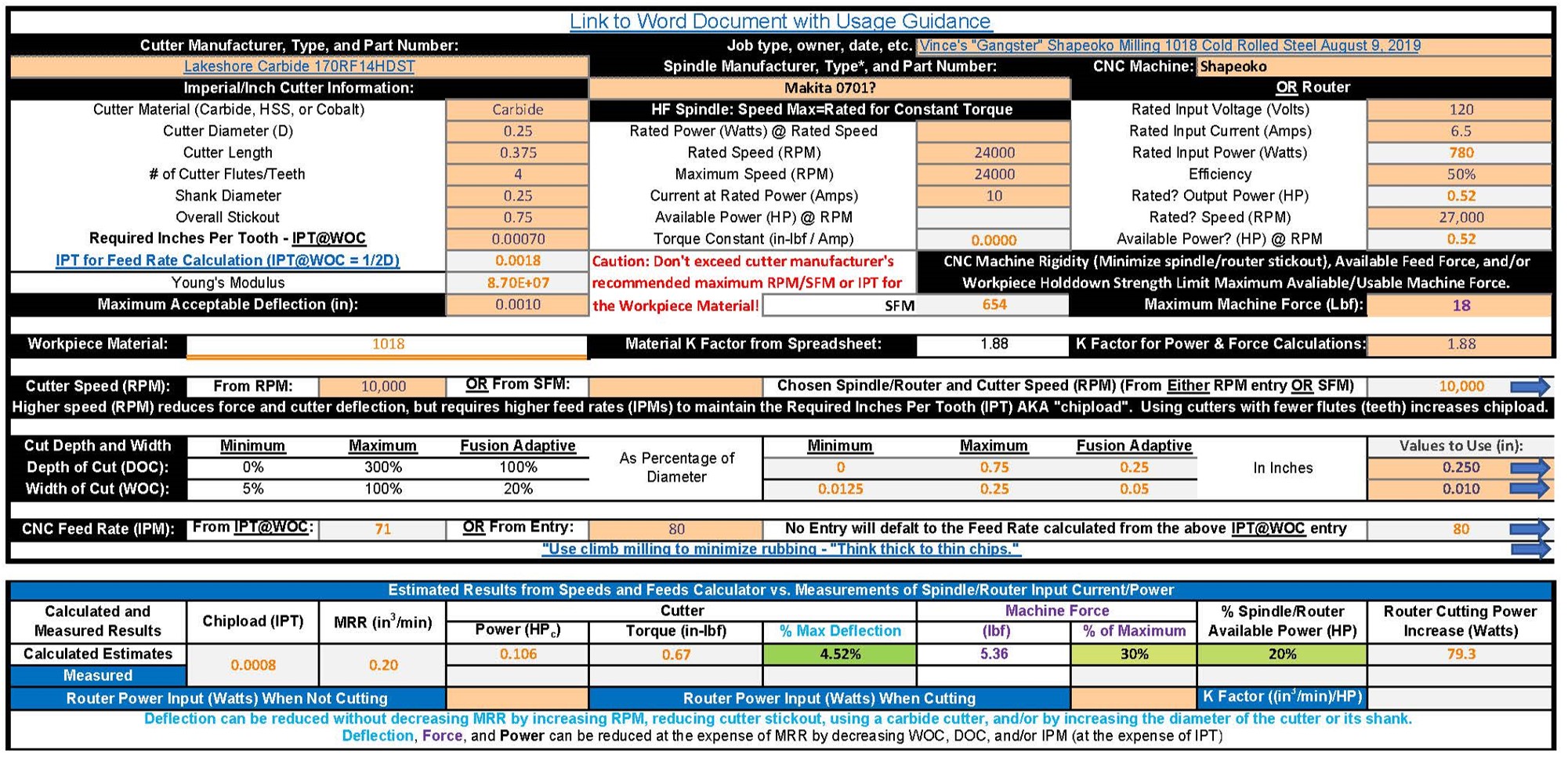
The 5.5 lbf predicted cutting force would cause about 0.025" of machine deflection (measured at the tip of the endmill) each time an endmill flute entered the workpiece in our stock Shapeoko. It would be interesting to see if that is workable. Note that the 654 SFM (200 m/m) Vince used slightly exceeded the manufacturer’s recommended 550 SFM and was well below the “HSM” cutting speed threshold.
1 Like