Carbide 3D Community Site
Speeds, Feeds, Power, and Force (SFPF) Calculator History
gmack
(Gerald Mackelburg)
August 10, 2019, 6:40pm
16
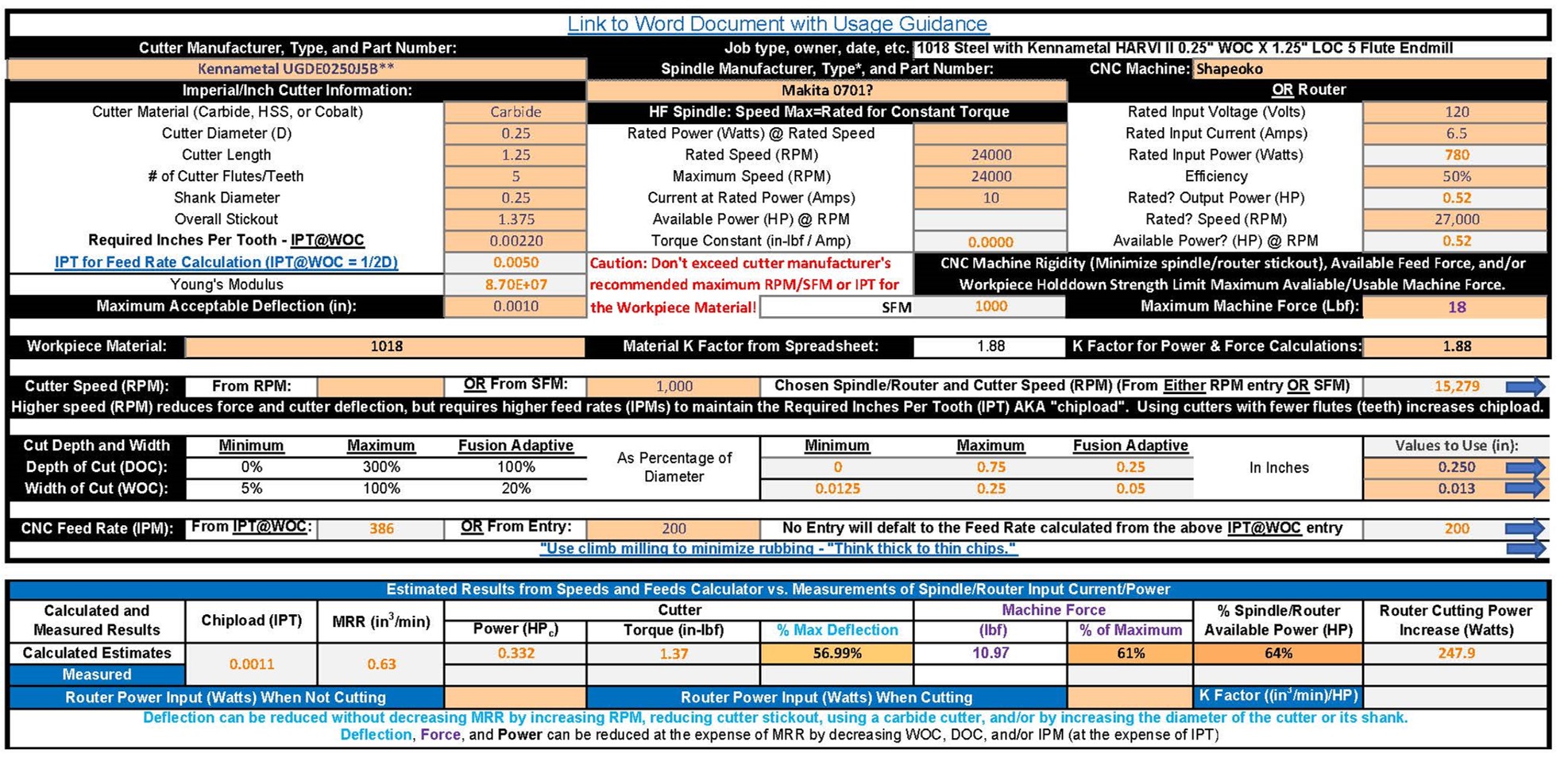
It looks like he could have achieved about 3 times the MMR with a Kennametal endmill.
1018%20Steel
1974×963 511 KB
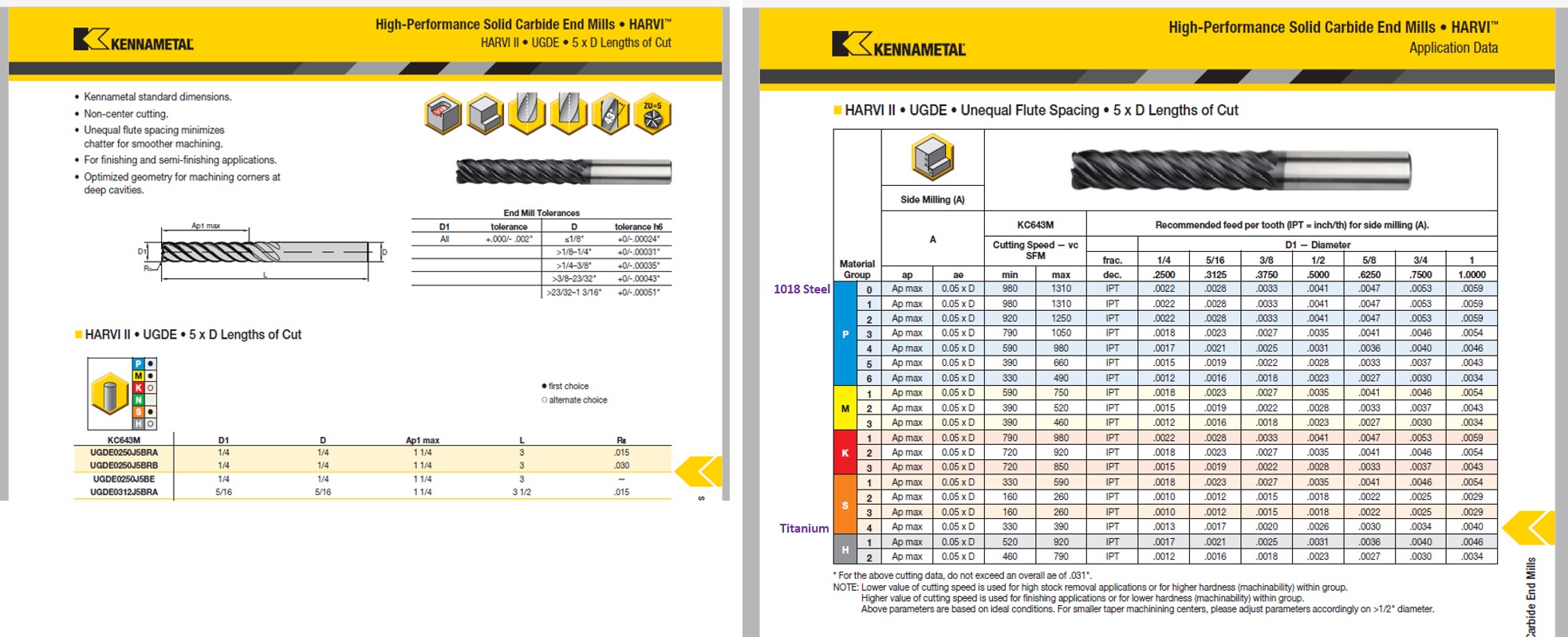
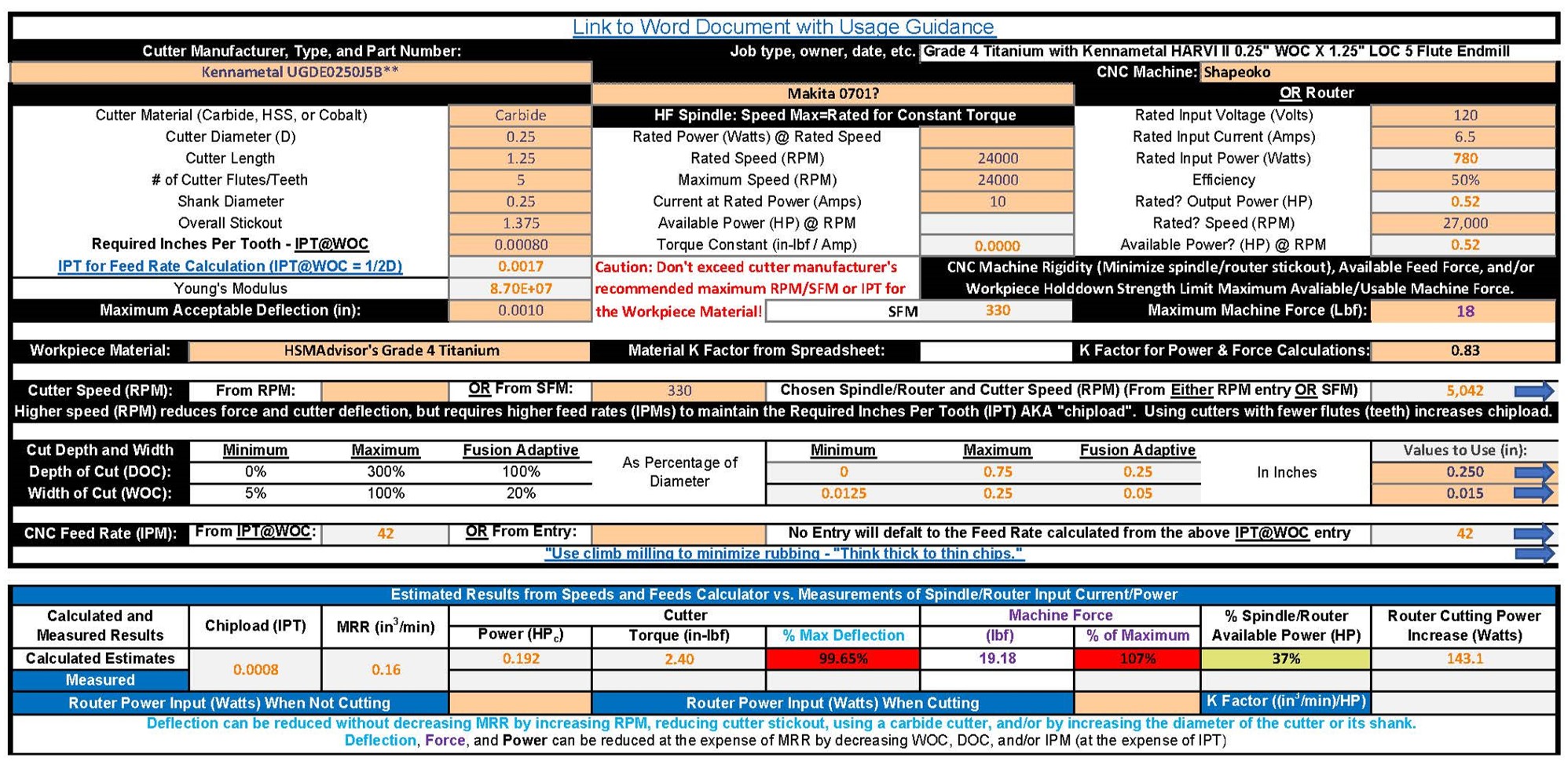
That endmill would also probably be a good choice for Titanium.
HARVI%20II
1966×799 318 KB
Grade%204%20Titanium
1996×974 535 KB
1 Like
Hardcore Aluminum milling on an S3
show post in topic