With PWM control, as soon as my VFD powers on the spindle is going to 6000 RPM even if PWM at 0V.
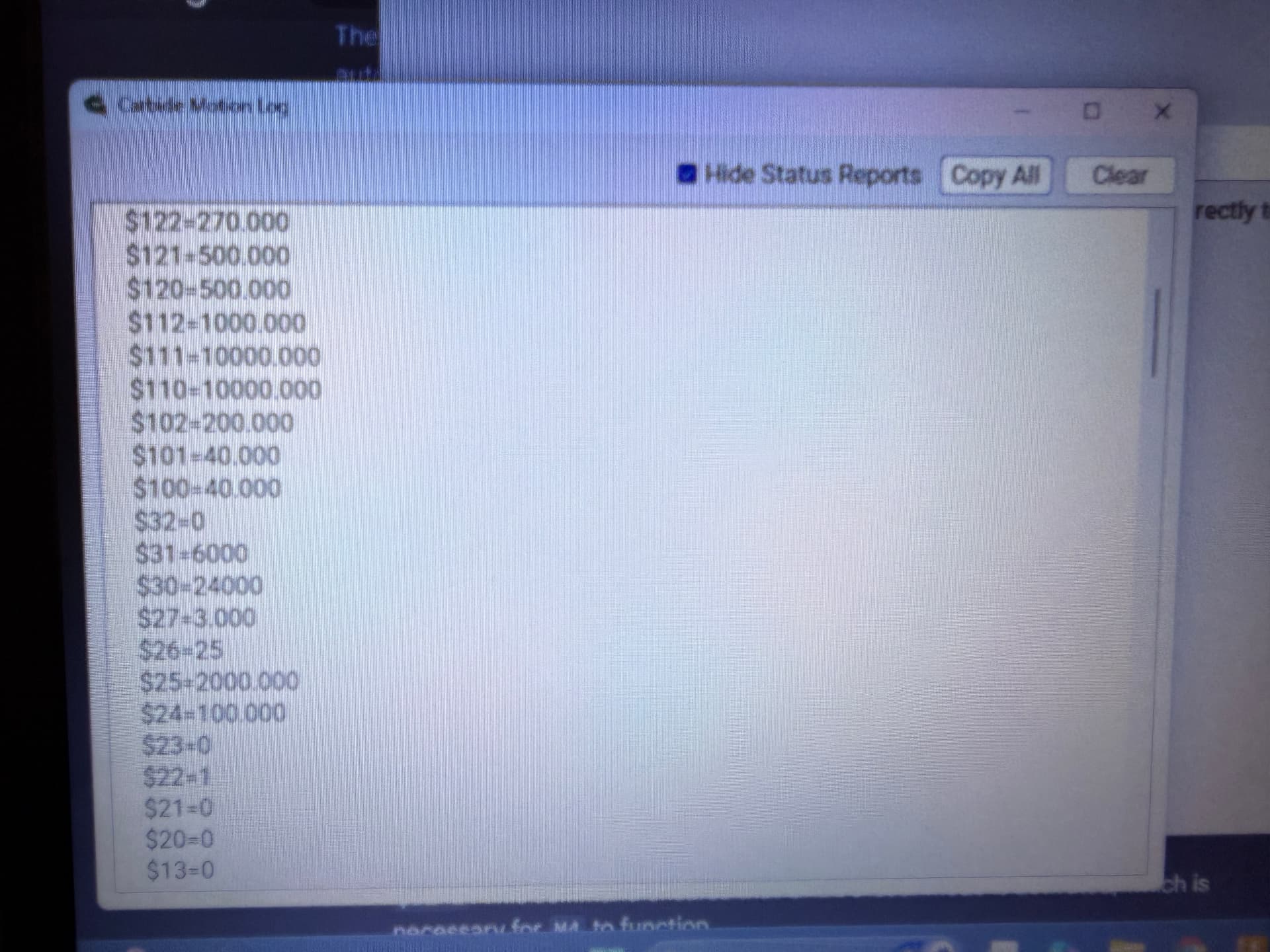
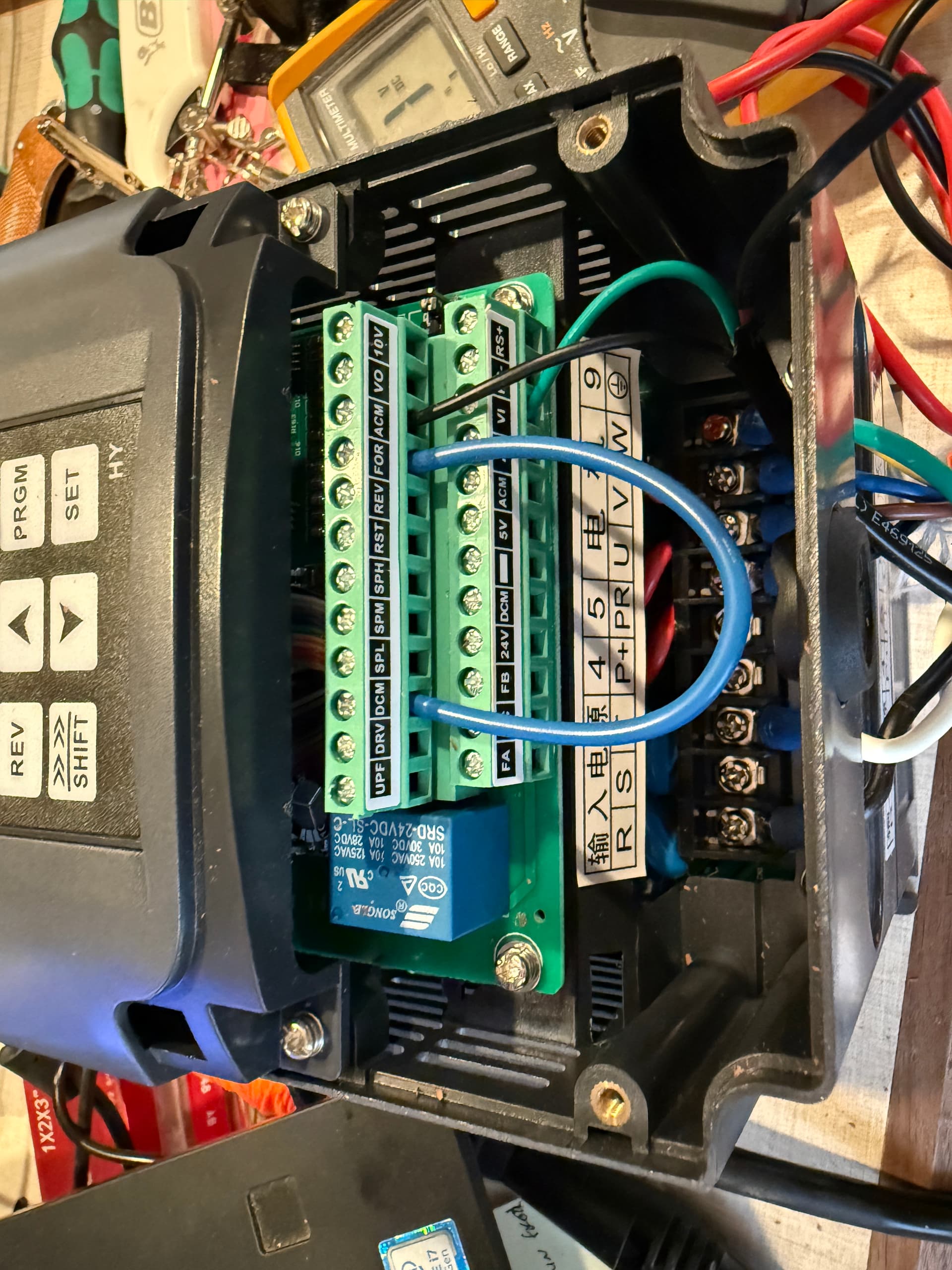
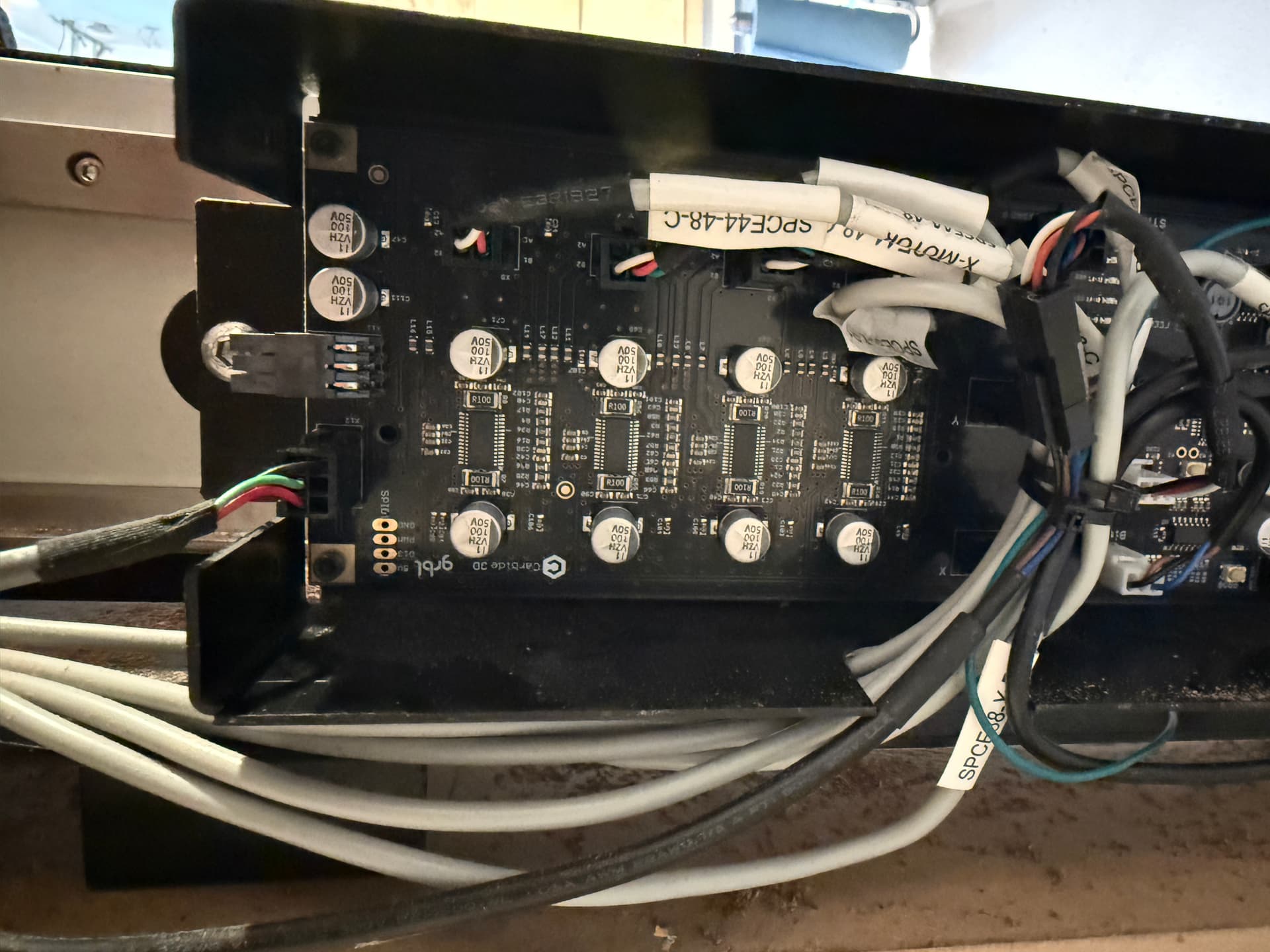
I have a Huanyang VFD ( HY Series-110v 1.5kW 2HP Model) and G-Penny spindle ( G-Penny 1.5KW Air-Cooled). I was able to get the spindle controlled independently with the VFD and moved on to PWM control from my Shapeoko Pro XXL. I had a BitRunner and the cable, but I didn’t want to cut the cable so instead i used my short spindle adapter cable to connect to X11 instead of X12, found that green was wired to PWM, black to ground, so connected those to VI and ACM on my VFD respectively. I jumpered DCM to FOR, and set the VI/VR jumper to VI. I also set $30 to 24000, $31 to 6000 using MDI in Carbide Motion and verified they set.
Issues I’m having -
As soon as the VFD powers on the spindle goes to 7200 RPM even with the PWM cable disconnected.
Setting M3S8000 for example, send full 4.99V via PWM and the spindle goes to 24000 RPM.
Which prompted these 2 questions for me -
Is the X12 connector ok to use for the PWM input? Or am I seeing PWM go to 5V because it is a different signal in X11? I wasn’t clear why they are labeled different on this pinout: Carbide Motion PCB v3.0b pinout - #2 by Julien
Is the spindle starting up at 7200RPM the correct behavior since it is air cooled? I saw a thread about adding a relay to get it to stop is that necessary? Could someone provide a link to the relay if so? I guess my expectation was that the spindle could sit at 0 RPM with the VFD on, but if spinning, would need to stay above 6000 RPM (6000 is what G-Penny instructions mentioned).
My VFD parameters were set mostly with this thread: VFD Parameters (Huanyang model), though I adjusted for 60hz in US and my 1.5kW air cooled spindle.
Hi Will, Thanks for the reply! I’m assuming since you say that then the spindle starting up at 7200 RPM (or the minimum RPM) is the correct behavior once the VFD is powered on - right?
I can’t speak to “correct” — I simply want to be in full control over the spindle and for it not to power up except for when I am ready for it to be powered up.
Thank you - I made some progress along those lines last night by resetting the VFD to factory and going through and inputting my parameters again. I was able to get the spindle to sit idle until I gave it a command (ex. M3S6000) in MDI. What was odd though, was that even though I set $30=24000, it appears that I am still getting 5V PWM output for anything greater than 500. I tested this by giving M3S0500, and then M3S0501 and it goes to full output for anything higher than that.
I’ve also verified via $$ that $30=24000 - so…I need to look into that further tonight. Insights/ideas welcome.
Hi Will, I did go back and reconfigure it with the set up wizard. Thanks for the idea though.
I actually did it twice because I found another post where someone mentioned they hadn’t disabled the BitRunner before they made the Spindle selection and I realized I had done the same thing.
Just wanted to thank everyone for your help. In the end what worked for me was to set PD11 and PD73 (Frequency Lower Limit and Lower Analog Frequency respectively) to 0. This was what allowed me to power on the spindle without it automatically starting up to 6000RPM which was a behavior I did not like. I will work to add an emergency stop to my set up as well for safety.
The other thing that seemed to be causing issues was weird (to me) behavior not with $30 in MDI for the GRBL board being set to 24000, but actually setting $31=6000. I’m not sure why, but what I measured was that it would cause the PWM voltage to be low but non-zero for values <S6000, and then had some weird scaling before maxing out at 24000 but it caused descrepancy between the VFD measurement and GRBL output. In the end I’ve set $31=0 and I’m not seeing any issues.
So, in the end I have no protection against running my air-cooled G-Penny spindle below 6000RPM, but the other behaviors are as I’d expect and like, so I’ll likely leave it as is (other than wiring in an emergency stop and likely a reset to the VFD).