First Post:
My shop lacks the means of a semiautomatic method for cutting metal bar stock for my S3, so I’m a maker, and I decided to make a Power Hacksaw. I fell in love with David Abbott’s (YouTube) simple but effective design, so I purchased a set of plans.
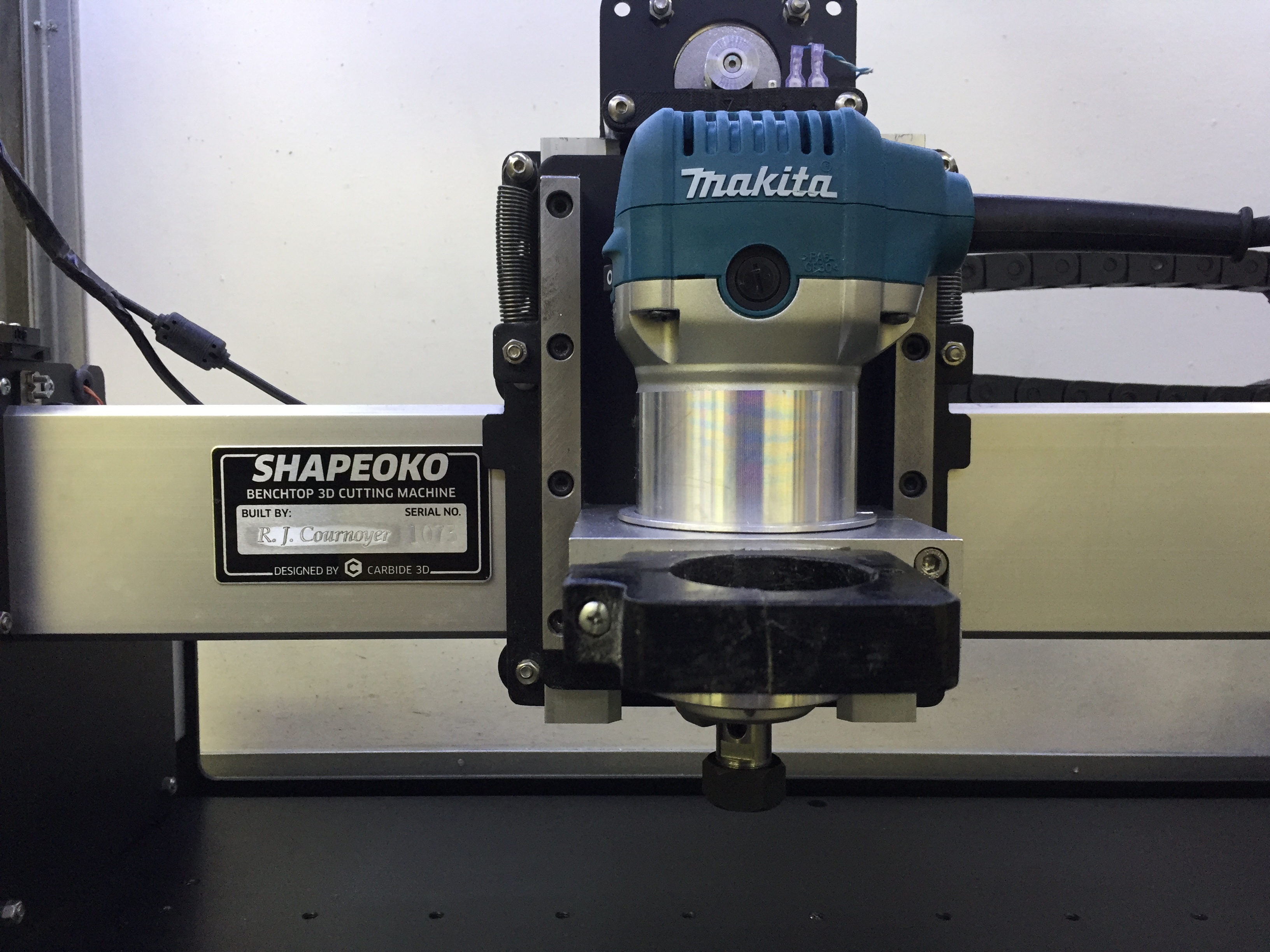
I soon realized that about 3/4 of the parts are made out of steel, and the Dewalt DWP611 Router/Spindle is just too fast to use 1/4 carbide end mills (the tool of my choice) so I decided that I would purchase the new Makita RT0701C (1 1/4hp) router that has a low end speed of 10k, This speed get me within the 700 SFM speed that I needed. PS, I looked at the Super PID, but wasn’t impressed with it.
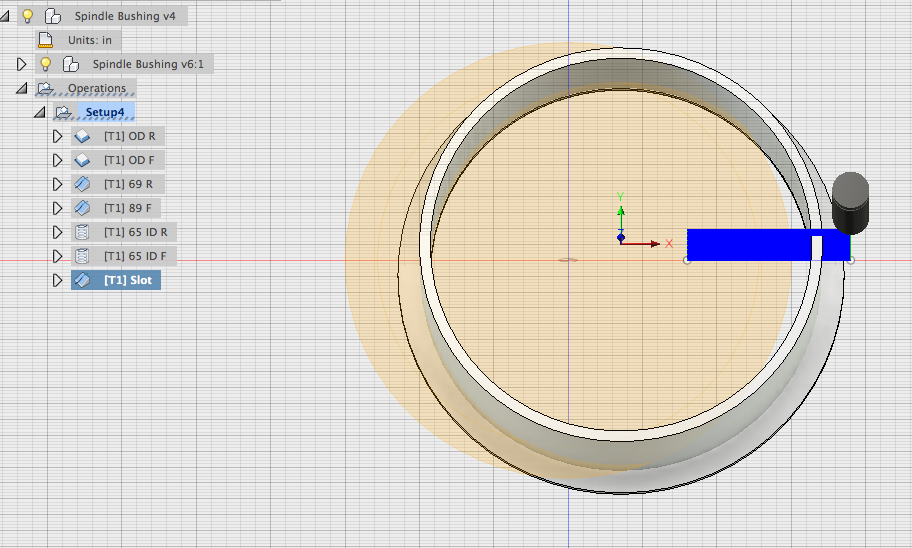
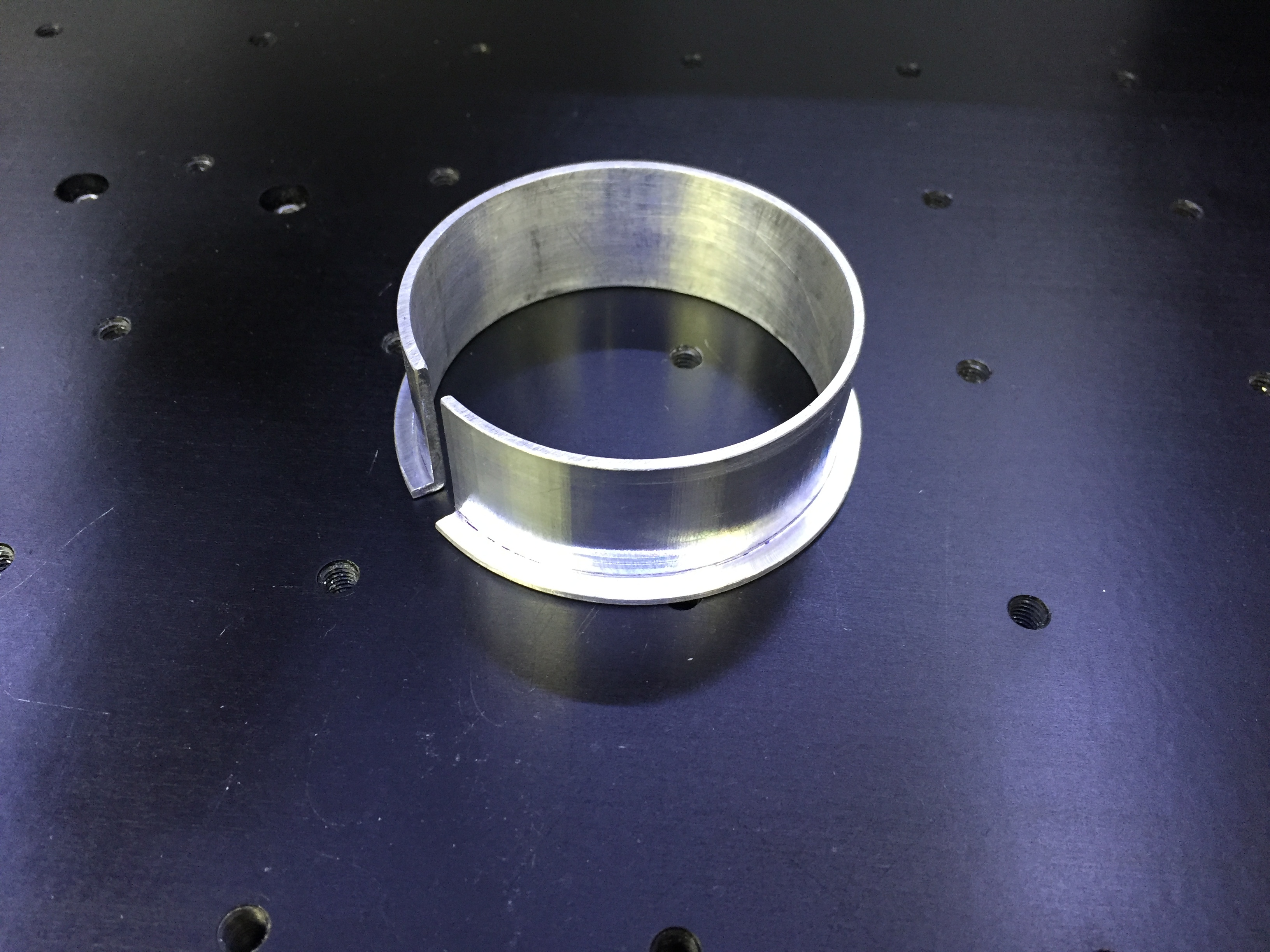
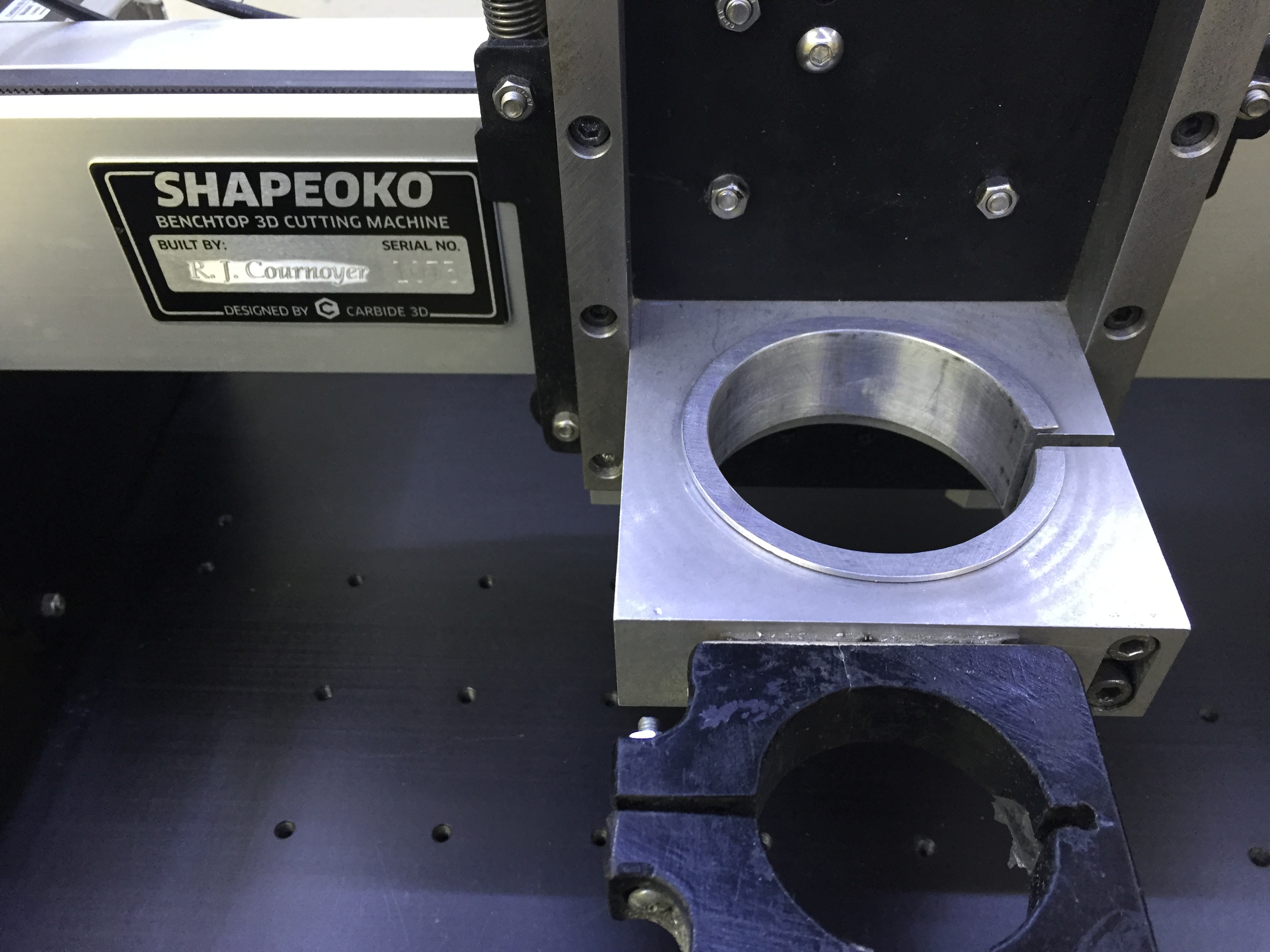
I could not locate a 65mm Spindle mount, so what does a maker do, we make one. Designed in Fusion OD 68.85 mm X ID 65.1 mm x 1.0" long. I was amazed that the ID and OD was round within 0.001" great surface finish and the size was spot on. Fits like a glove and holds the new spindle rock solid.
I have no idea how the new Spindle (or the machine) will hold up to the upcoming STEEL project, but I’ll keep you guys informed. Phase 1 is complete
I’ve been in this business a long time (40) years, and have a few ideas up my sleeve on what works best for me. If I had a machine with some real horsepower, rigidity AND I was in a hurry, I would gladly use a 2 flute for aluminum (because of the larger gash between flutes to allow for more chips), but this machine is not strong enough to produce a chip that large, so the frugal side of me come in to play. Four flutes have double the cutting edges, and for me that means longer tool life. In fact, this tool that cut this large bushing is the FIRST tool that I started cutting with when I bought this machine last October (2015)
Now I actually used to teach a manufacturing course (college) that dealt with the mathematics, forces and friction that occurs when a cutter removes material, and it was there during some research that I learned that a coated end mill will out perform a non-coated end mill when cutting aluminum, Why? Aluminum becomes VERY sticky when heated (think peanut butter) and it loves to stick to the cutter. A coated end mill (TiN, AlTiN, etc) ads a friction fighting coating that resists the adhesion of metal in the primary friction zone. That’s one reason why this end mill has lasted 7 months (I took 2 months off) of nearly daily use (90A% Aluminum, 10% Poplar wood)