I’ve used dial indicators in spindles to square jaws for years and never had an issue. The energy required to rotate the spindle is MUCH higher than the friction of the tiny ball on the end unless the surface of the jaw is rough. But bolting on on a magnetic mount removes the small chance it will happen. I’ve done a couple counter sunk holes in a piece of steel bar stock and mounted it in the holes on the sides of the C3D spindle mounts to add a magnet mounting location quickly.
2 Likes
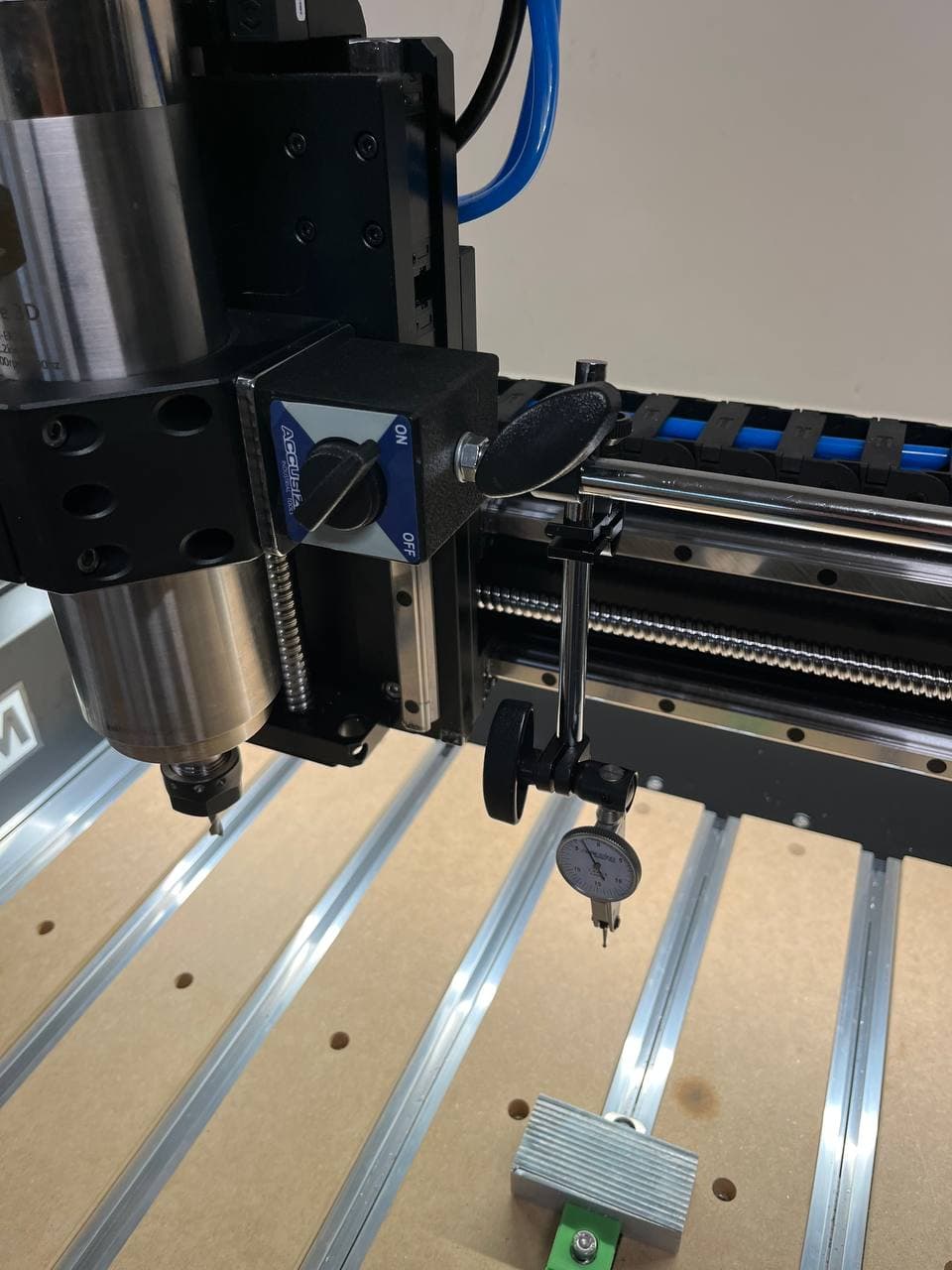
The use of a dial indicator will be best as your can then move the indicator across and up/down on your spoil board to determine the level of in in relation of the indicator stylus. Then, once performed will serve as a reference when you surface a carve piece.
Yep, I also run a standard edge finder in my ER20 collet 80mm spindle, the HuanYang VFD happily runs down below 1,000 RPM. I edge find about 800 RPM.
I second the use of a dial indicator in the stationary spindle though, a dial indicator can easily be set up with the stem offset a little so that any rotation of the spindle reduces the distance.
I don’t have any problem with a DTI like this rotating in the spindle whilst tramming in smooth surfaces.
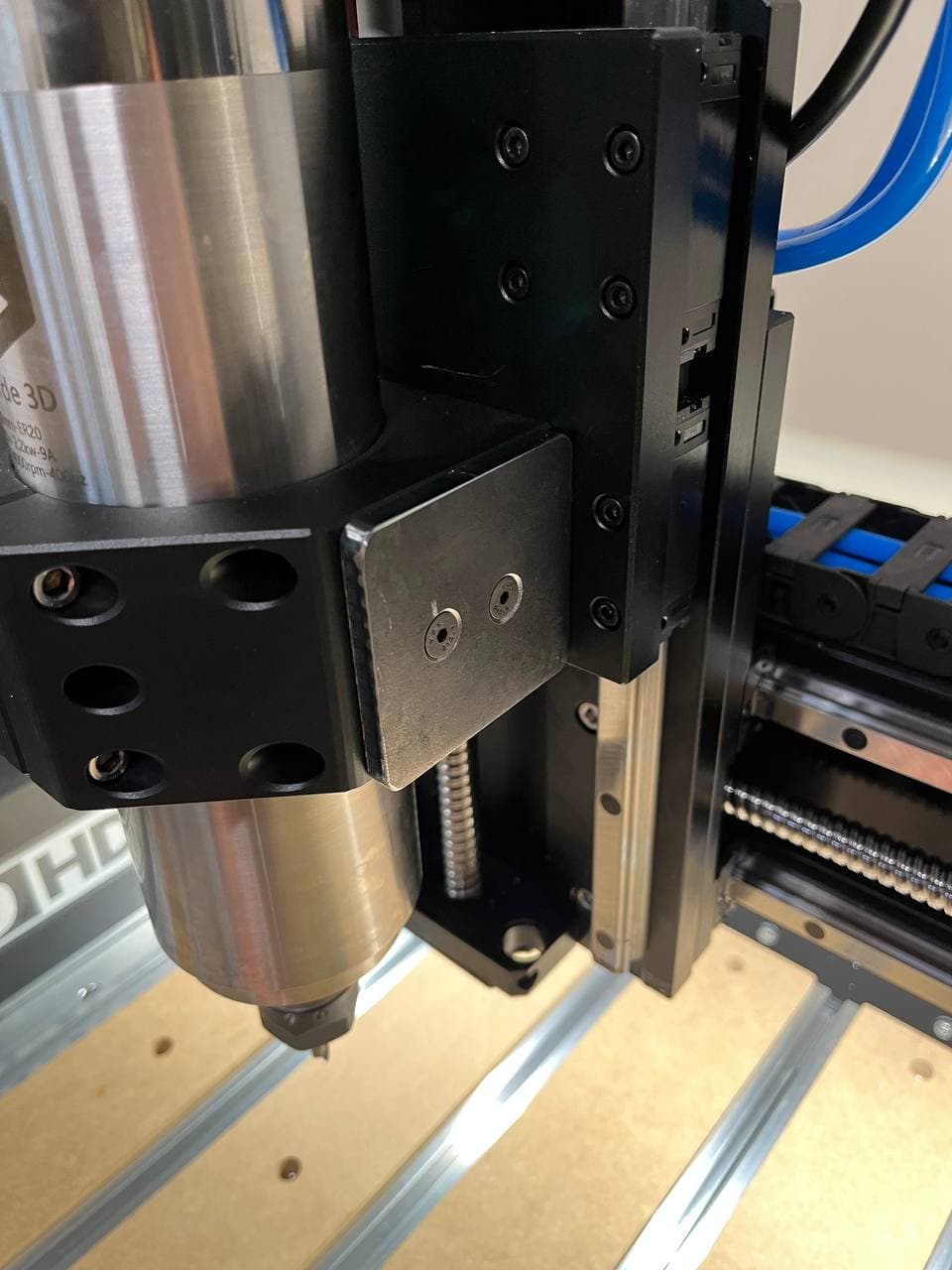
Alright guys sorry for the delayed reply. This is what I ended up doing, I got a buddy of mine in a metal shop to cut a small plate with holes that match those on the spindle mount, I counter sunk the holes and mounted it with some flat head M5.Now I can magnetize the dial indicator arm to something secure. But I’ll try mounting the DTI in the collet as well as some of you suggested.
Thanks for the support.
3 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.