Abracadabra B!
3 Likes
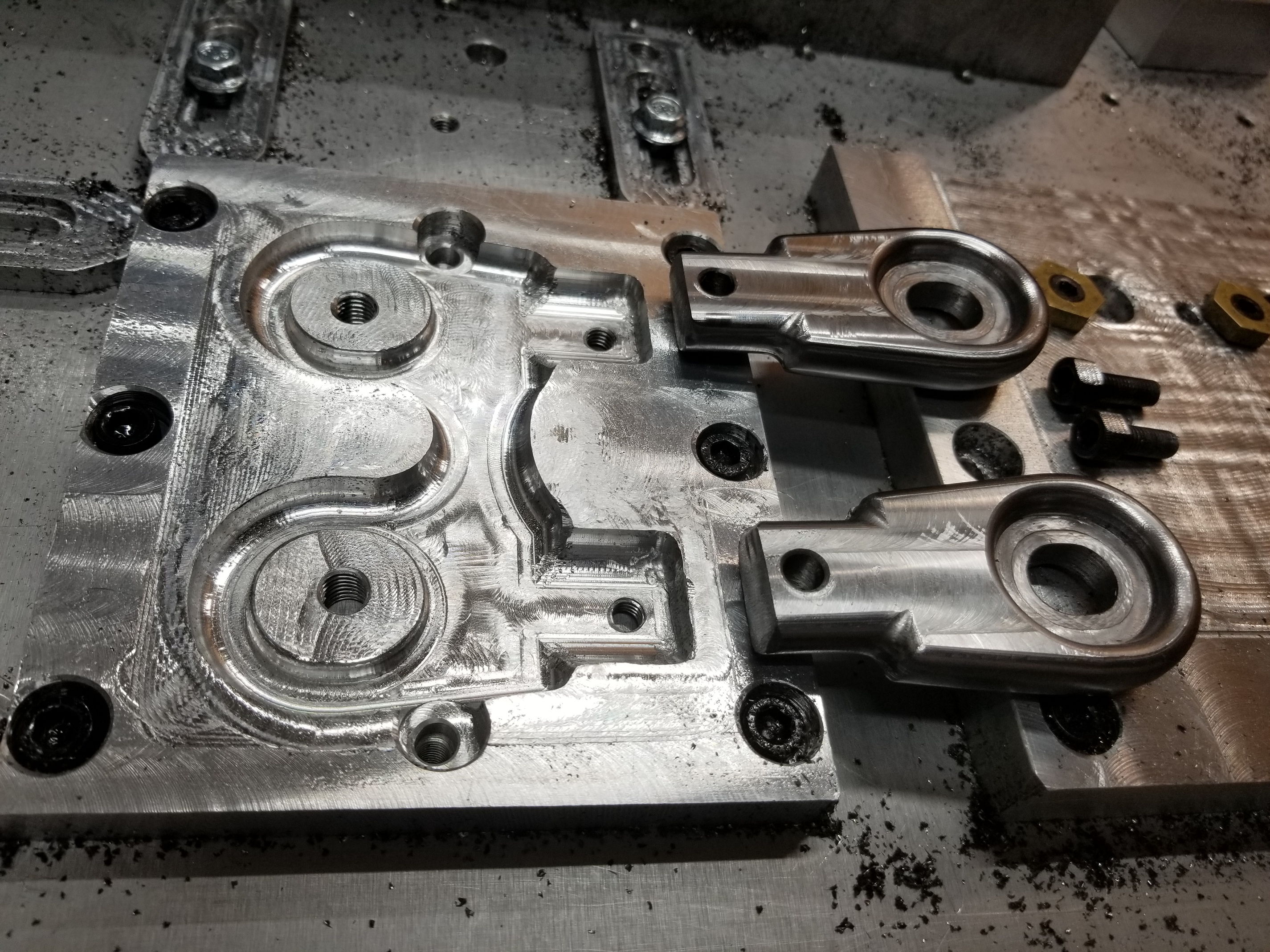
Testing out a photo light box at work, love the way steel looks. Might cut a test part in aluminum and try to get the part alignment a little better.

4 Likes
Alban threw down some beautiful welds on the parts and thin chromoly, I’m in process of designing and machining the engine mount threaded 3d brackets. Hot rolled is gross but I’ll do a hot vinegar dip in the ultrasonic then finish the surface before machining. Probably a fixture and run of 3 or 4. Don’t be scared by the highly technical drawerings




This first batch will be two bars but with the cnc its easy to create stock on demand. Helps not having a ton of money and man hours in inventory
2 Likes
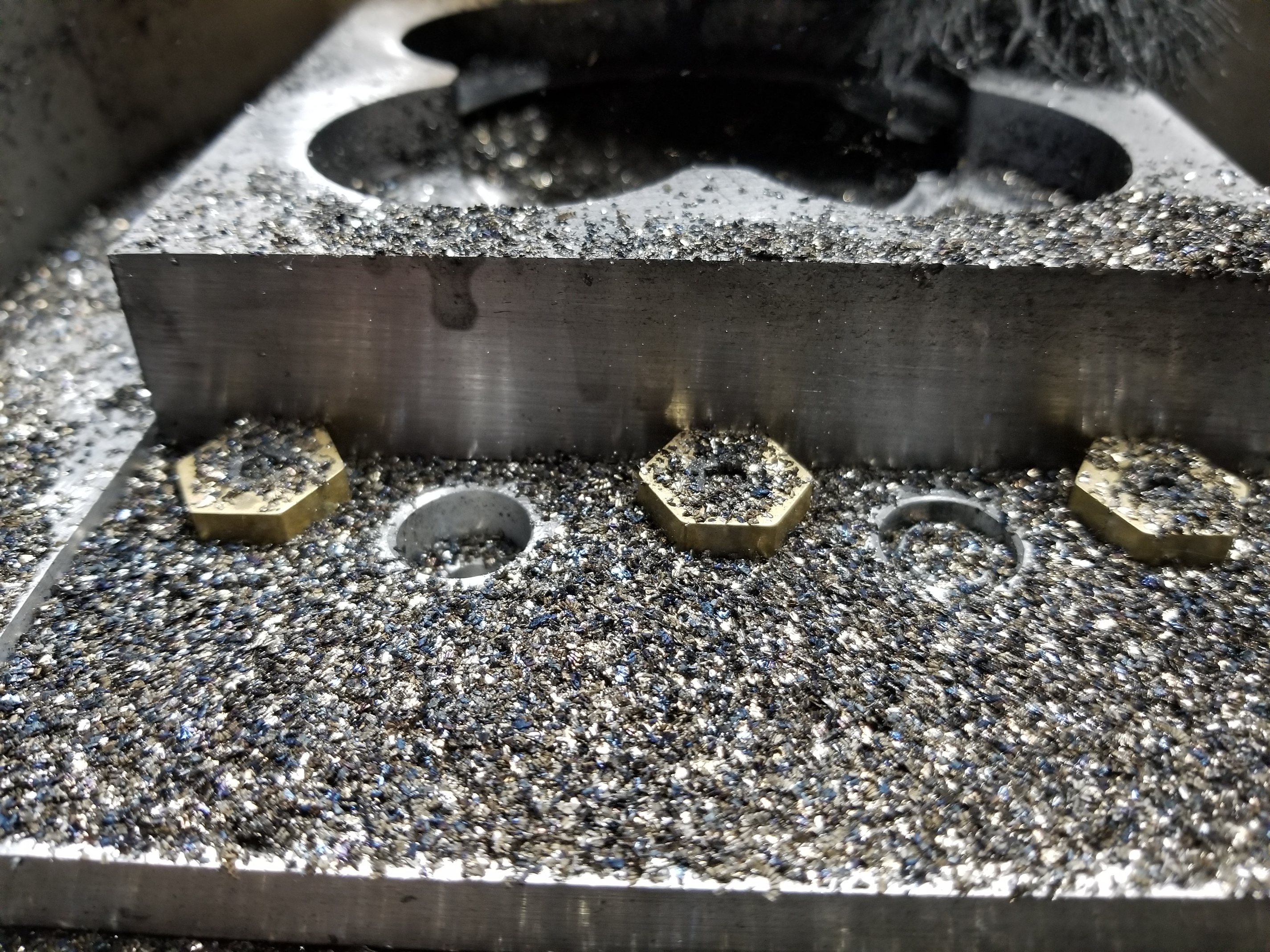
Four part flip fixture for double sided machining on some cleaned hot rolled steel. These will be those sharpie brackets, hand tapped after. Decided to skip the fillets for times sake and they were only 0.0625 rad
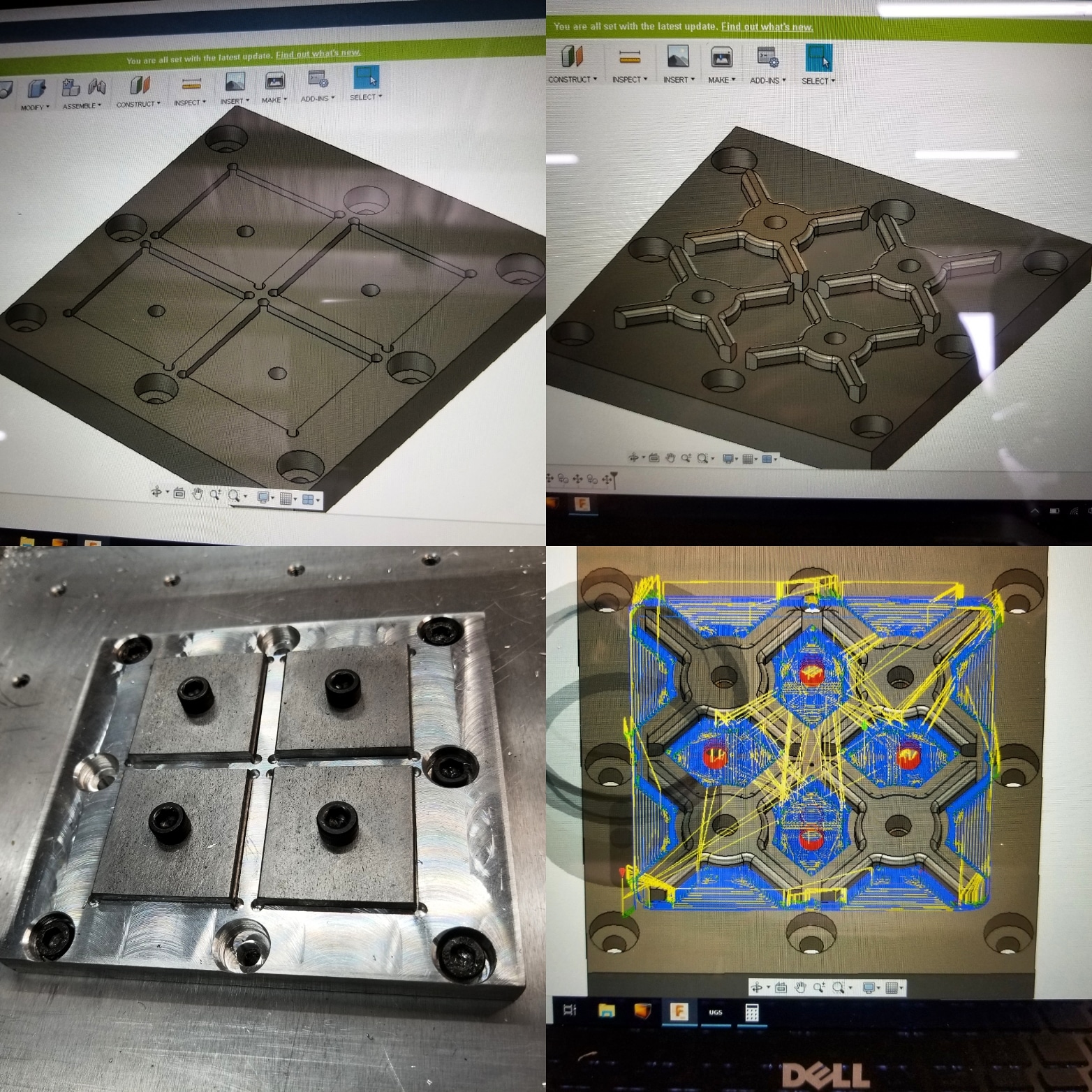


Getting the hang of this! Didn’t even cut into the fixture plate lol. The new Z brace is working amazing! Definitely a measurable improvement… just haven’t had time to measure.
4 Likes
You are really taking things to the next level with this machine, thankyou for sharing so much 
When I get home from work I’m going to tram my XXL to within an inch of its life and get into some Aluminium!
edit - I see your Z-brace in your other thread, looks great!
1 Like
Guess you can float with enough hard work. Off to powedercoat, saved almost 5lbs off of stock part with 100% functionality

Sold two but I made two sets of billet parts to begin with because #safetynet
My business model is 100% reinvestment so…I was able to purchase Fusion 360 at a $310 locked rate with Generative design. If I don’t sleep for a few days I’ll be able to purchase a Prusa MK3 3d printer and start mixed media subtractive and additive manufacturing
4 Likes
With the 3D printer have you considered using it to make parts to make molds for casting?
2 Likes
Since the crash erased it.
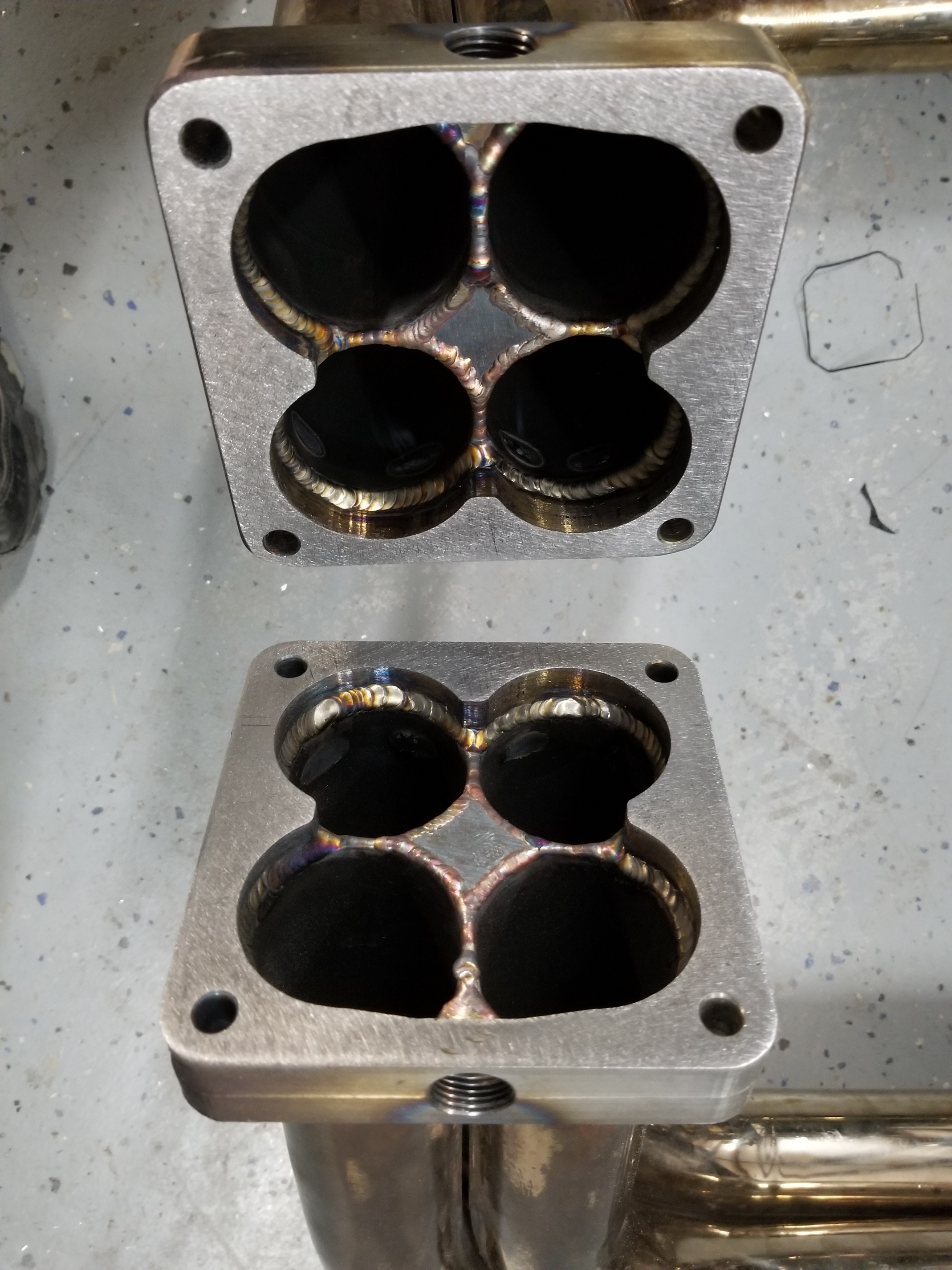
17 pounds of 1018 steel stood no chance against the mitey Fireplug. Cut into two pieces with bandsaw, used holesaw with wd40 mist to predrill. Double side machined the inside and outside. Drilled and tapped o2 by hand (one day I’ll get a threadmill)



3 Likes
0.250 lakeshorecarbide fireplug
80ipm, 10krpm
0.0008 maximal chip
0.250 adoc 0.010 rdoc
3 Likes
@Julien will have to add this data point to the F&S calculator, I think you will get more people to try their hand at cutting steel. I see you are using a carbide endmill not coated. Amana recommends AlTiN Coating for steel and ferrous metals. Have you tried them?
1 Like
Or is it ?
I guess I missed that at first glance.
So I’ll add this interesting data point for steel (@Vince, what kind is it please?)
The most interesting value for me is the 4% rdoc (I had captured 5 to 10% for aluminium, so steel will be “below 5%”)
Chipload target of 0.0008" for 1/4" using adaptive, at 4% rdoc chip thinning calls for a target chipload of 0.002, hence your 80ipm divided by 4 flutes x 10.000 = 0.002"
And 100% D adoc, which is typical for adaptive clearing. It all checks out ![]()
3 Likes
Its 1018 cold rolled and imo bad things happen when rdoc goes below 0.010 so it was just a starting point. And the stub fireplug has a minimum chipload of 0.0007.
Now I wouldn’t exactly tell poeple to try even close to that kinda of axial on a stocker. This was 5x more than I had ever done on steel, the linear ridgidity definitely helped. Sfm is a little high at 10k but that’s also why it was programmed on the conservative side.
I’ll need to check out this calculator but there is also something to be said about feeling it out.
2 Likes
http://www.lakeshorecarbide.com/fireplug14variableflutestubcarbideroughingendmill.aspx
Please keep in mind in mind that this is the first fireplug ive ever used, has three projects and at least 10 hours in the cut previous to this test. For a $22 endmill it’s an absolute unit
3 Likes
Can you please tell me where on the lakeshore site these minimal chipload specs are ?
I usually see max chiploads, I can’t remember seeing min chiploads, but I may not have paid attention.
Oh and it was climb milling right ? (unless the video is flipped or something ![]() )
)
If on mobile you need to request the desktop site, it’s under technical resources, they actually have some good data
Plain ol climb adaptive, never felt the need to run conventional unless two way adaptive
2 Likes
Since this is a highly modified Shapeoko, we would probably need to dial down for a regular Shapeoko, so can we even get to the min chipload with a regular Shapeoko?
1 Like
Good point. I think I saw a video from @wmoy a few days ago, about cutting steel on a Nomad. So chances are it can be done on a stock Shapeoko. How much we would need to dial down the adoc/rdoc/feedrate is a good question, maybe Vince will chime in
2 Likes
The Nomad speeds and feeds for tool steel were especially problematic because at lower RPM (required by the SFM limitation) you are relying a super rigid structure to compensate for the vibration/cutting forces (and the Nomad was near its limits there). If you cut something like 303 stainless steel, or certain steel alloys (which are a lot more forgiving with respect to SFM), you can run 10k+ RPM on the Shapeoko and let the sheer mass of the machine dampen out vibration. That’s why Vince has such good success at higher RPMs IMO.
5 Likes