I’ve been having lots of trouble with my machine lately. Unit is about 6 months old. I’m getting bad stepping when I try and do pockets. Same thing happens when I try to surface the wasteboard.
Seems like the z-axis is drifting down for some reason. The belt tension is pretty darn tight. V-wheels are smooth and adjusted so no wiggle. I have an aluminum plate as a base so it’s quite rigid. The unit is square and I trammed the spindle so it’s within .003 over 3 inches. Runout is only .002. The X & Y seem fine as the test shapes are accurate sizes.
Using CM v 3.0.366 on a mac running Sierra OS. GRBL version 0.9g
Looks like you Z-axis belt is skipping teeth. Known as skipping steps. Try to tighten the belt or look and see if the teeth on the belt are damaged. You may need to replace the belt
Just took the belt off and it looks good. I rotated it about 90 degrees so the stepper is using a different area. Belt is really tight. Feels as tight as I can get without bending the motor shaft.
Another strange thing I noticed is the outside of the circle is the perfect depth. Right at where I set it. Like it’s starting high in the middle and slowly spiraling down.
Okay, if the machine is working hard to reach full depth, then one looks at the things which it has to use / overcome — two which you haven’t mentioned are:
Z-axis springs — it may be that you have too-strong springs — try removing one — if the machine then cuts accurately, let us know at support@carbide3d.com and we’ll see what we can work out
The other thing to look at is the endmill and if it’s sharp.
Thanks Will. I checked the pulley set screws. They were tight and one was set on the flat so that’s not moving. I’ve tried different combinations with the spring with no change. I even block up the material so the z-axis didn’t have to go so low. The thing is if something is slipping I would think that the zero would change but it doesn’t. I’ve had stepping slip happen before and the machine makes a real specific sound.
I get the same thing with a brand new amana bit with a shallow DOC.
The only other thing I can think of is that the pocket gets clogged as one is cutting w/ debris, but then gradually gets cut deeper as it broadens and the chips can be cleared — have you tried making a finishing pass?
Perhaps this could be software — are you ramping in? What CAD/CAM are you using?
I made those shapes in Carbide Create build 305 and sent them to Carbide Motion. It did a very light pass at the end right before depth. I don’t think Carbide Create ramps in.
The motors almost never go bad — please send the .c2d file and the G-code you’re generating in to support@carbide3d.com (or post it here) and we’ll try to puzzle it out / duplicate it.
Out on a limb here, but the Z axis is belt is super tight? Could be so tight that it’s actually inducing drag in the system? Also, are you in a “Not fit for dogs” kinda cold weather garage (like the one I’m sitting in right now)? Belts can get stiff, I had this problem last year around this time. Also, are you using a dust boot that moves with Z axis, not fixed height (like a Suckit)? My old dust boot brush would foul on pockets just enough to do what you’re showing.
looking at the pictures is one side i.e. the left of the design shallower/deeper than the other? It almost looks like the bit is cutting at an angle, which would suggest your router/mill ins’t aligned vertically?
Thanks for all the tips. Been spending the last few days trying to test things. I’ve ruled out software. I’m guessing v-wheels or belt if the steppers do not really go bad.
Here are some of the things I checked: Some pictures to follow.
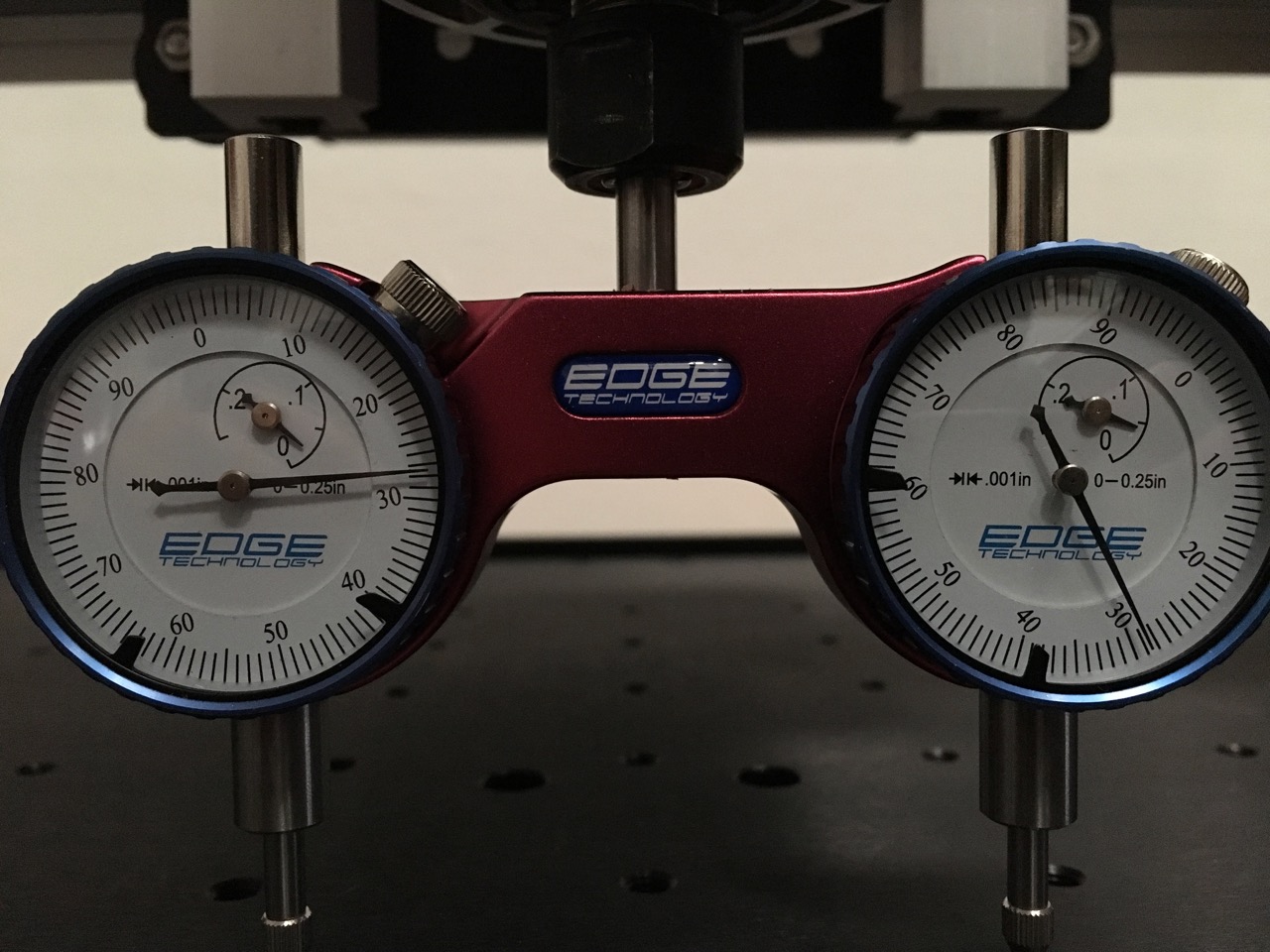
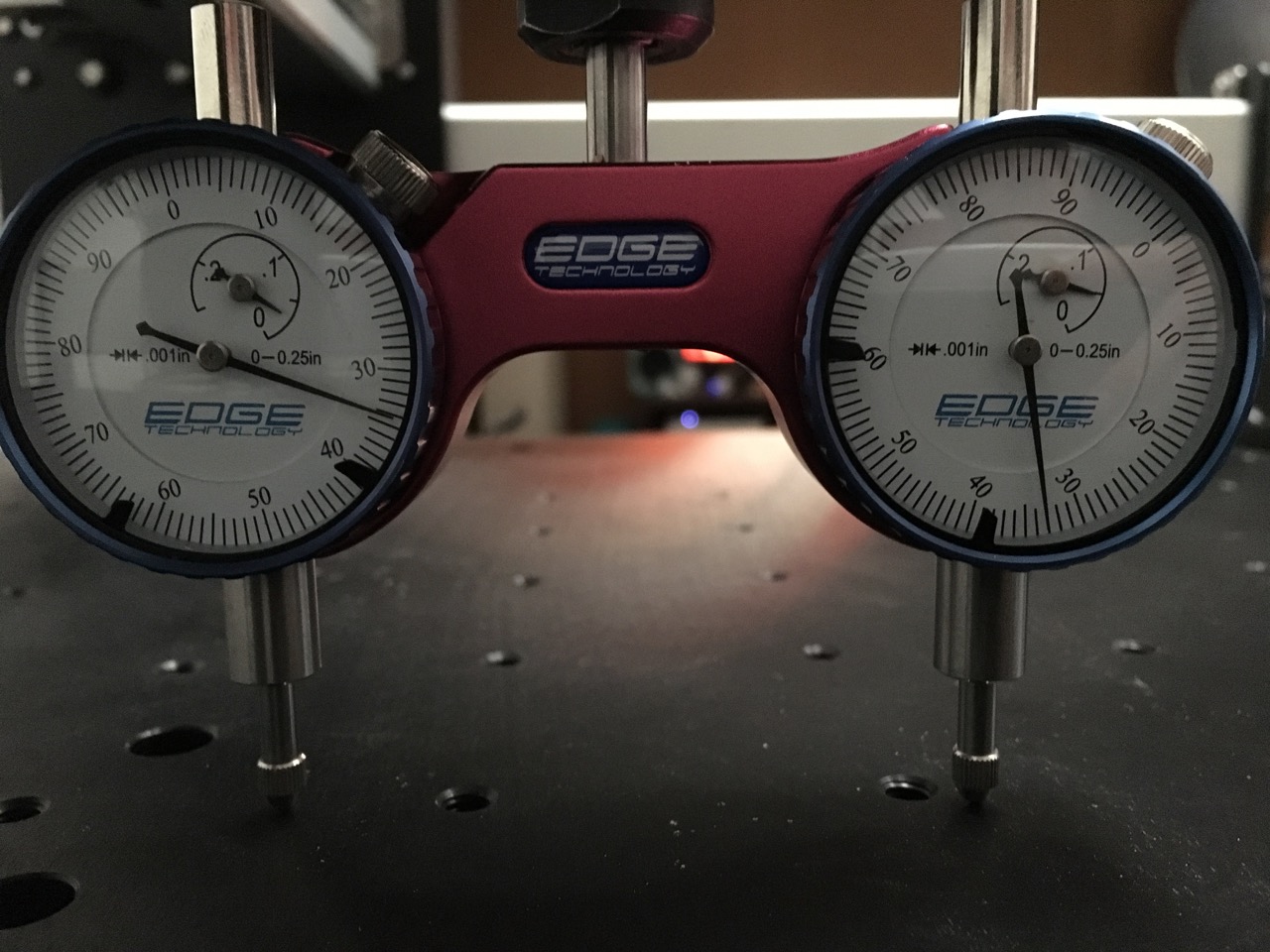
Using the Mini Pro Tram gauge I am square to the aluminum table within .002 in each direction.
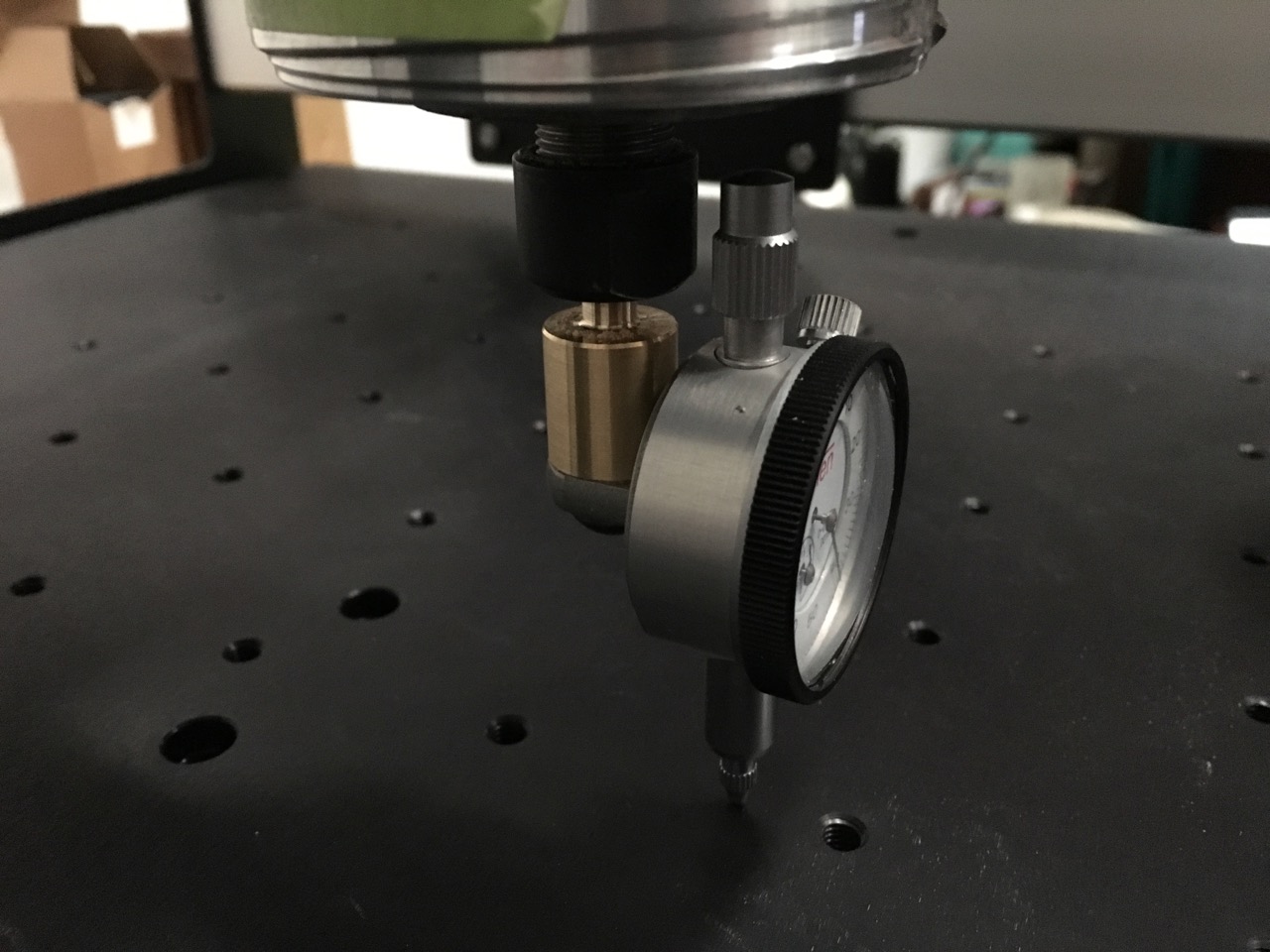
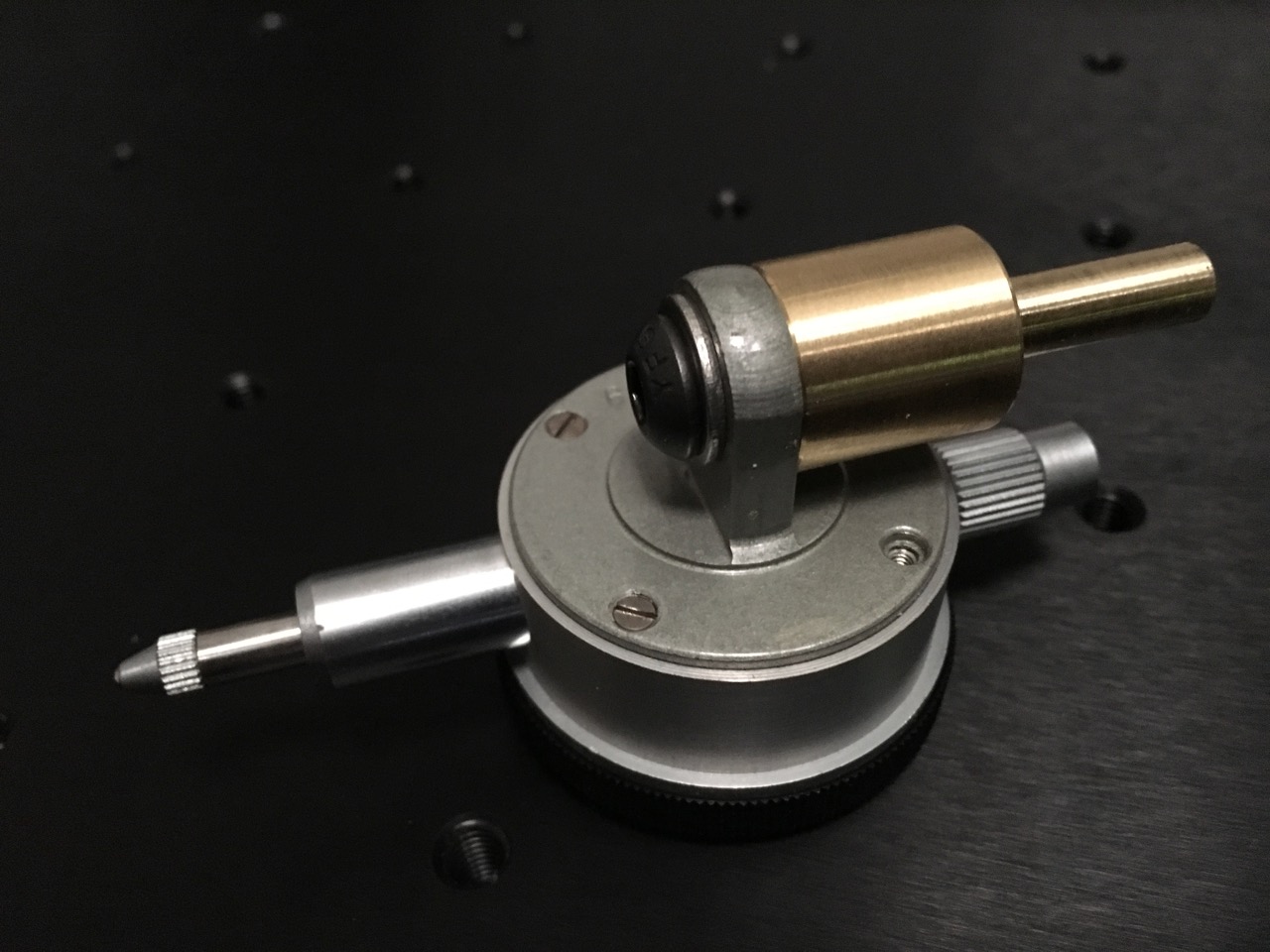
Made a dohicky to attache a small dial indicator to the spindle. This is direct to the 1/4 collet. This gave me the best info. It looks as if the z-cannot move consistently. I ran some circles with the indicator and it didn’t vary as much.
I clicked through .001 and .010 steps with the indicator and found it moves around a lot. I adjusted the belt from real tight to real slack to find the best place and there is still some drift. I’m thinking worn belt. Also messed with the z-axis v-wheels a lot and it didn’t seem to make a major difference. I know this unit is supposed to be accurate within ~.004
I think I’ll order a replacement belt and some v-wheels and rebuild that area. I did do a long run of engraving with a drag knife so I’m thinking the belt was worn going up and down so much. I did rotate the belt but it didn’t seem to help.
That thread is pretty old and the Shapeoko has changed quite a bit since then. It’s best if you post details about your specific issue (pictures and description) so that we can help you troubleshoot it more efficiently.
Feel free to contact support@carbide3d.com too
I’m pretty sure the belt is slipping. The pocketed hole should have gone all the way through the board and the first pass of the remaining steps started out above the board. I’m thinking either the belt needs tightening or replacing. What should my next steps be?