@anton42, could you zip and attach the gcode from the model you show in the Dropbox please? I’ll run it through CutViewer and see if the “groovy” move was commanded. I expect not, and at some point the Nomad X axis stalled at some point and was out of position from then on.
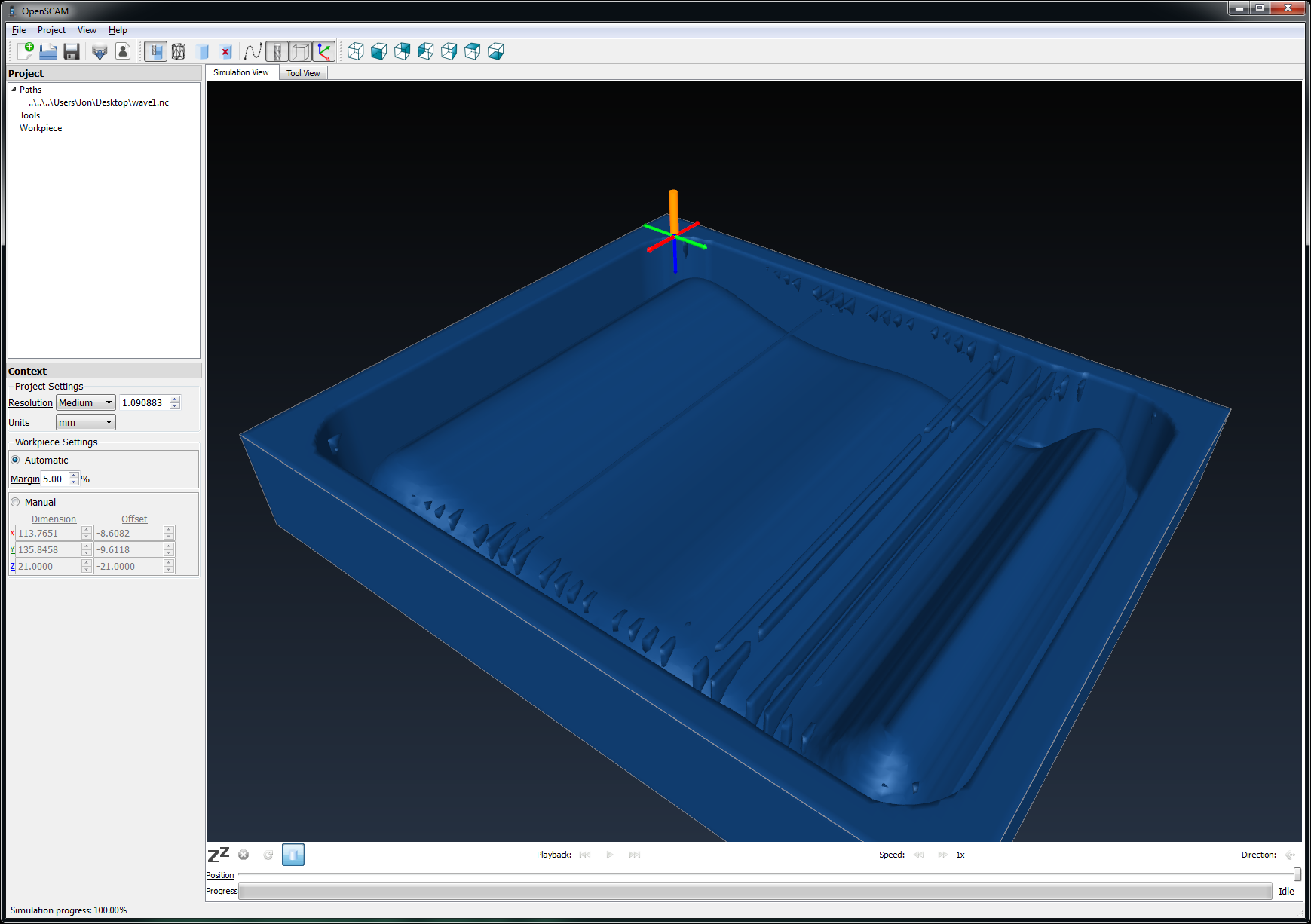
I ran the .nc file through OpenSCAM simulation and that cut doesn’t appear to be in the file. You must have lost steps somewhere during the cut. Check your speeds and feeds and make sure you weren’t too aggressive.
@Randy@jonniemac I am using OSX Carbide Motion 2.0.314 and Caffeine.app to prevent the sleep.
the cut was done while rough cut (first 30 mins)…
I did run it via OpenSCAM as well and it looked with no cuts.
How I can prevent “drop step” issue? This is not the first time I am getting such and wonder if there is a remedy…
If you’re using Fusion360, the tool library and all of the speeds and feeds are up to you. Look into GWizard or HSMAdvisor … both good calculators that help you calculate the proper settings based on material and cutter.
@anton42, your roughing stepover might be a little large. It looks like you are using a stepover almost equal to the cutter diameter? But your roughing stepdown is not much more than 1/10 your cutter diameter. I’d try (just “seat of the pants”) maybe making the roughing stepover 1/2 the cutter diameter and the stepdown 1/4 the cutter diameter. I like to keep roughing stepovers not more than 1/2 the cutter diameter and adjusting the cut by the stepdown.
It looks like cuts disapeared after I leave macbook alone with the job and stop coding and compiling multitasks:)) I wish I could just upload the job into Raspberry pi and leave it there alone.
sorry for bothering you about stepdown… but what if I drill 3 times cutter diameter and go with 1/10 or 1/5 stepover at 10k rpm? : ) is there a practice of roughcutting by side of the drill?