I’m in the process of planning out an ambitious project that will require me to cut 529 different parts (2D contours) across 250 setups (sheets of material).
For reference I have experience running a Single Setup with Multiple toolpaths in CM, but I’ve never run anything that required 250 setups with multiple toolpaths.
All of my material will be identically sized ~30x30" and I’ll create some sort of reference / index on my spoilboard to prevent me from having to fiddle with re-zeroing x,y, or z 250 times. I’m also going to be using vacuum workholding so I’m not double-side taping 250 sheets of material.
What is not immediately clear to me is how Carbide Motion handles multiple setups all loaded at once… I believe the feature in F360 that sounds correct is “Create an NC Program”; but I haven’t gone down the rabbit hole yet because I’m trying to figure out how much of this can I automate.
I presently have a Bitsetter and a BitRunner (the latter which I have yet to install because I need to solder the connecter to the PCB).
My utopic vision for this project would be:
Load 1 NC Program with a all 250 setups and toolpaths into Carbide Motion via a single NC file / program
Press Start Job and CM turns off the router via bitrunner between each time it wants to me to feed it another sheet of ~30x30 stock. Bonus if it can go to the home position and get out of the way. Double Bonus if it doesn’t use bitsetter at the start of each of the 250 setups consisting of 500 separate tool paths (2qty toolpaths per setup)
Since this job is so big it might be better to break it into smaller chunks. If something goes wrong you start the section over without starting all over from the beginning. As long as you dont power off the Shapeoko the zeros will hold. If you power off recheck zero due to small variance in homing. The zeros may be dead on but check.
In addition to @gdon_2003 's comment about making manageably-small batches (25 each may be a good compromise?) I would check upfront what the resulting NC file size would be with those 500 toolpaths in it. If you end up with a file in the several-hundred-Megabytes range, and while I seem to remember Carbide Motion was optimized at some point to allow for virtually unlimited file size (as long as there is enough memory available, that is), I would maybe not risk it.
Depending on how deep you are willing to go into that rabbit hole, you should be able to customize the post-processor in Fusion360 to automatically add a G0 line with suitable coords to move the gantry out of the way between each set of 2 toolpaths. Pro tip: challenge @neilferreri to do it and wait
so today I tried a little beta test of using “Create NC program” in F360 on a piece of shop furniture I needed to make and it DIDN’T work. Or at least it isn’t as simple as clicking my 3 setups and followed by “Create NC Program”.
After cutting the first toolpath in Setup 1 it jump right to the next toolpath in Setup 2 with no pause in-between for anything. Both Bitzero and BitRunner are disabled.
Not quite, but it could probably be done in the Post Processor. I’ll look at it tonight or sometime tomorrow and see what I can come up with.
EDIT/UPDATE:@MarkDGaal
OK, if you’re not using a BitRunner, another automatic spindle control, or you’re ok with manually turning off the router between Setups this should help.
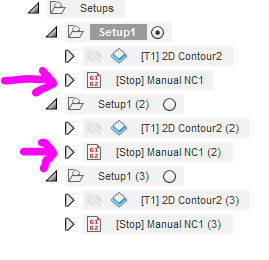
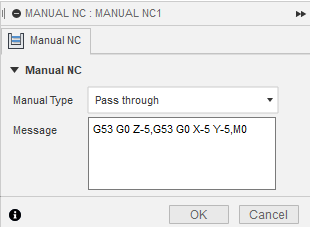
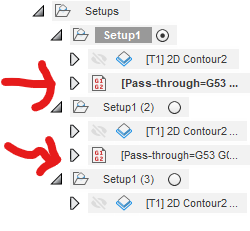
Instead of a Manual NC “Stop” at the end of each Setup (except the last), use a Manual NC “Pass Through” with a “Message” as below. This will retract and move to back right before the Pause.
You’ll need to use a capable Post Processor. Here’s the one I just modified. grblFerreriTEST.zip (5.7 KB)
Make sure to test the output first please. Here is a sample file to play with (note: No attention was paid to the actual feeds/speeds/DOCs/etc in this file as I never meant to actually cut anything) Multiple Setups NC.zip (80.7 KB)
@neilferreri I gave it a go cutting some air on my OWN file and your Ferrari Post Processor and between setup 1 and setup 2 it just decided that it needed to plunge below the Z zero point.
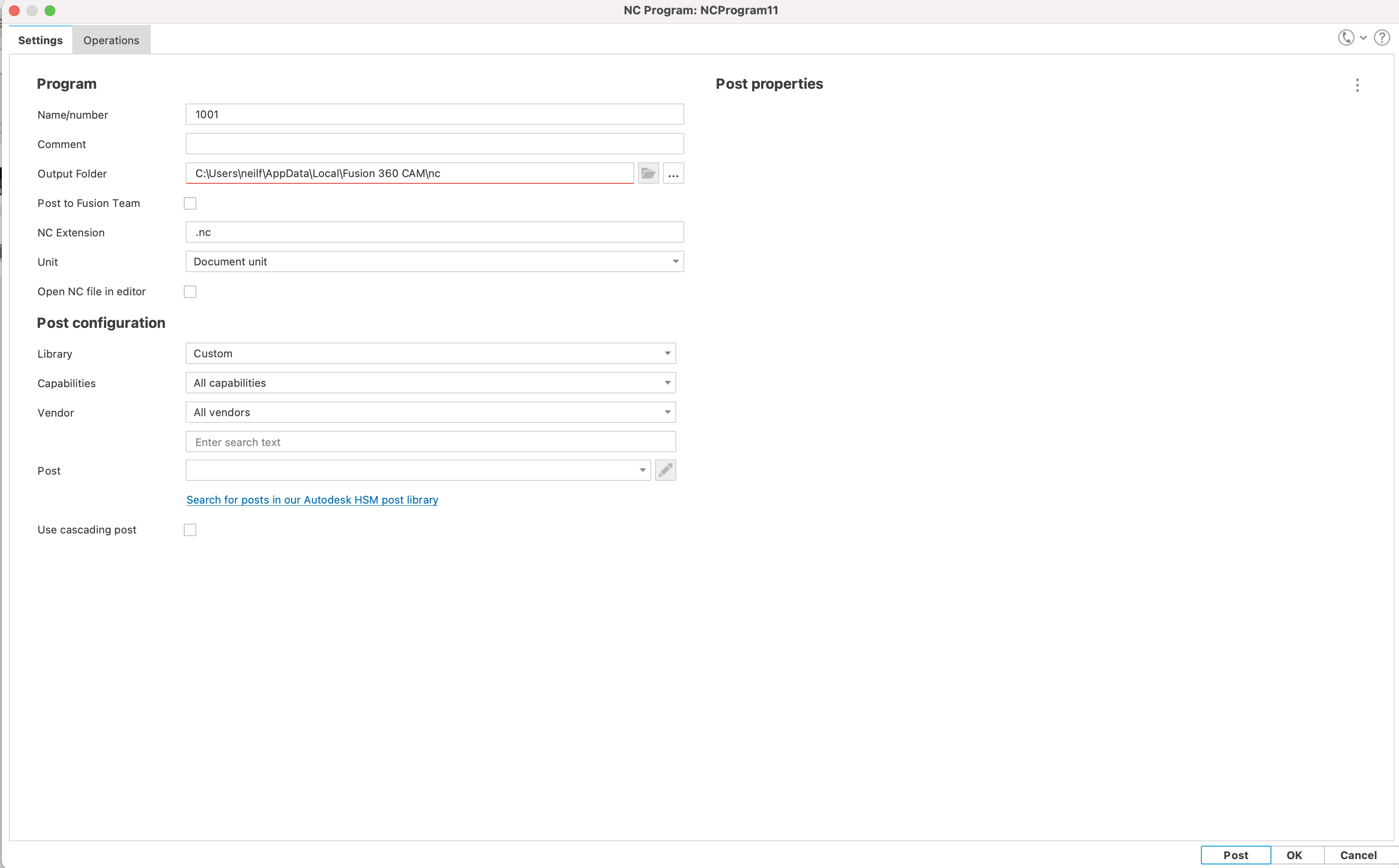
Please note that when I go into your test file and try and view the setttings of your NC program it just looks like this so if you’ve modified those checkboxes I’m unable to tell :
EDIT I’ve tried with that checkbox on and/off and it does it regardless which begs the question why is it doing it and looking closer isn’t that what your Manual NC is instructing it to do?
PS it doesn’t go “home” before plunging past z=0
Hey @MarkDGaal,
Without looking at your file, I’m going to guess it’s a unit thing. I always use mm. If you’re using inches, G53 Z-5 will send your Z to the location five inches below the Z limit.
Change the -5 in your Pass Through commands to -0.2 and you should be good. If you ARE using mm, I’ll have to take a look later.
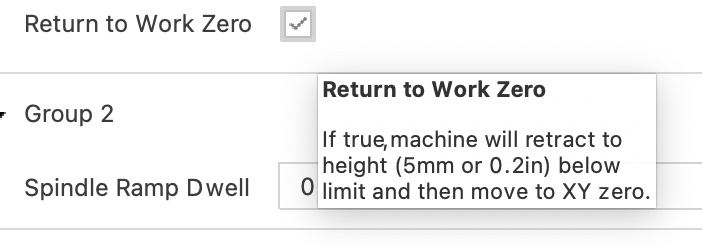
The return to Work Zero option just returns the cutter to XY zero at a safe height at the END of the job. That won’t matter, and I wrote the post to take units of measurement into account.
The Manual NC commands are passed straight to the machine, so it has no idea what units you are using.
Just got the opportunity to try, and YES it does work (so long as you initialize the machine with either mm or in set vs. flipping them interchangeably in the settings of CM).
This should work well, thanks. Time to scale it up to 50 sheets per program and press run!