Not quite, but it could probably be done in the Post Processor. I’ll look at it tonight or sometime tomorrow and see what I can come up with.
EDIT/UPDATE: @MarkDGaal
OK, if you’re not using a BitRunner, another automatic spindle control, or you’re ok with manually turning off the router between Setups this should help.
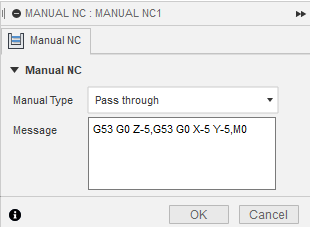
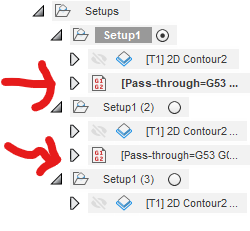
Instead of a Manual NC “Stop” at the end of each Setup (except the last), use a Manual NC “Pass Through” with a “Message” as below. This will retract and move to back right before the Pause.
You’ll need to use a capable Post Processor. Here’s the one I just modified.
grblFerreriTEST.zip (5.7 KB)
Make sure to test the output first please. Here is a sample file to play with (note: No attention was paid to the actual feeds/speeds/DOCs/etc in this file as I never meant to actually cut anything)
Multiple Setups NC.zip (80.7 KB)