Can anyone recommend end-mills, feed rate and spindle speeds for cutting HIPS (high impact polystyrene) on an SO3? I’m driving myself crazy trying different feeds and speeds using this material. I’ve been playing with this for a day now and all I seem to do is melt plastic.
I have no experience with HIPDS, but be careful with styrene-poisonous fumes when melted…I am not sure you can get the speeds slow enough to cut and not melt-but try increasing the feeds and shrink depth of cut to even it out,
1 Like
As @YoMan noted, please be careful and keep potential toxicity in mind — I’m really sensitive to plastic fumes (give me a nasty headache) and even cutting acrylic on my Nomad at the recommended speeds and getting good chips get a headache (and I’m rather dreading my next project, but I need to cut some nicer hex bit holders).
We do have official numbers for styrene in our charts: http://docs.carbide3d.com/support/supportfiles/S3_feeds_250.jpg — is that number not working? What is your source for it? Are you sure it’s not some variant (e.g., like to cast vs. extruded acrylic) which makes cutting more difficult?
I’m afraid there’s not much in the wiki, just a metric version of the official numbers, and some untested numbers and a note on the difficulties of it: https://www.shapeoko.com/wiki/index.php/Materials#Extruded_Polystyrene
and put pretty much the one idea I could think of into that discussion — single flute O-endmill intended for plastics — there was one post which noted success and had some hard numbers, but they may not be applicable to your situation: https://www.reddit.com/r/hobbycnc/comments/3ty0tq/issues_with_milling_extruded_polystyrene/cz1ie1o/
Might work if you have a Makita and dial it down to 1 — if you’re using a Dewalt, do you have the adapter ring? If so, willing to try picking one up along w/ an endmill suited for plastics? List at: https://www.shapeoko.com/wiki/index.php/Endmills#Plastics
1 Like
Thanks gentlemen. I played around with this all day trying to find the sweet spot. I’m sure others have had different results as there are so many variables however…
Using the Makita with a 1/16 single flute carbide at the lowest spindle speed (10k) and a feed rate of 30 per minute offered up pretty good results on .125 inch HIPS sheet. I also set it up to cut through on 3 passes. I started with a much lower feed rate of 10 PM and continually increased it from there. The material chips out very nicely using the 1/4 inch end mill supplied with the machine at those same speeds so I’m inclined to think a very low spindle speed is the most important consideration with this material.
3 Likes
See my prior posts about chip-load as the primary driving factor when cutting materials if you want a more in-depth answer, but in short:
-
As you’ve done, it’s important to buy and use single-flute cutters for ‘soft’ plastics. Anything that produces ‘buttery-smooth’ chips is soft, anything that makes dust or shavings is ‘hard’. Acrylic is a hard plastic, while nylon, UHMW, and styrenes are generally soft plastics (even though it’s HIPS). You can find some single-flute cutters from bitsbits.com in their surplus area, and sometimes they’re even the 1/4" shank instead of 1/8".
-
With most materials that we’ll machine on a So3, I look up recommended feed-rates in a given material (HIPS in this case) in as many places as I can find, and then test and try things from there to take as big of a bite as the machine can take while still running smoothly. You don’t want to introduce vibration and chatter, which can break tools and leaves a crappy finish. The more aggressively you machine, the less heat you’ll build up and less likely you are to melt the material and weld it to the tool, and the faster you’ll be making parts.
-
It’s not about a low spindle speed alone, it’s all about the right spindle speed to get you proper chipload. There are formulas for this. That’d be the next area to look into
 Good luck!
Good luck!
 Good luck!
Good luck!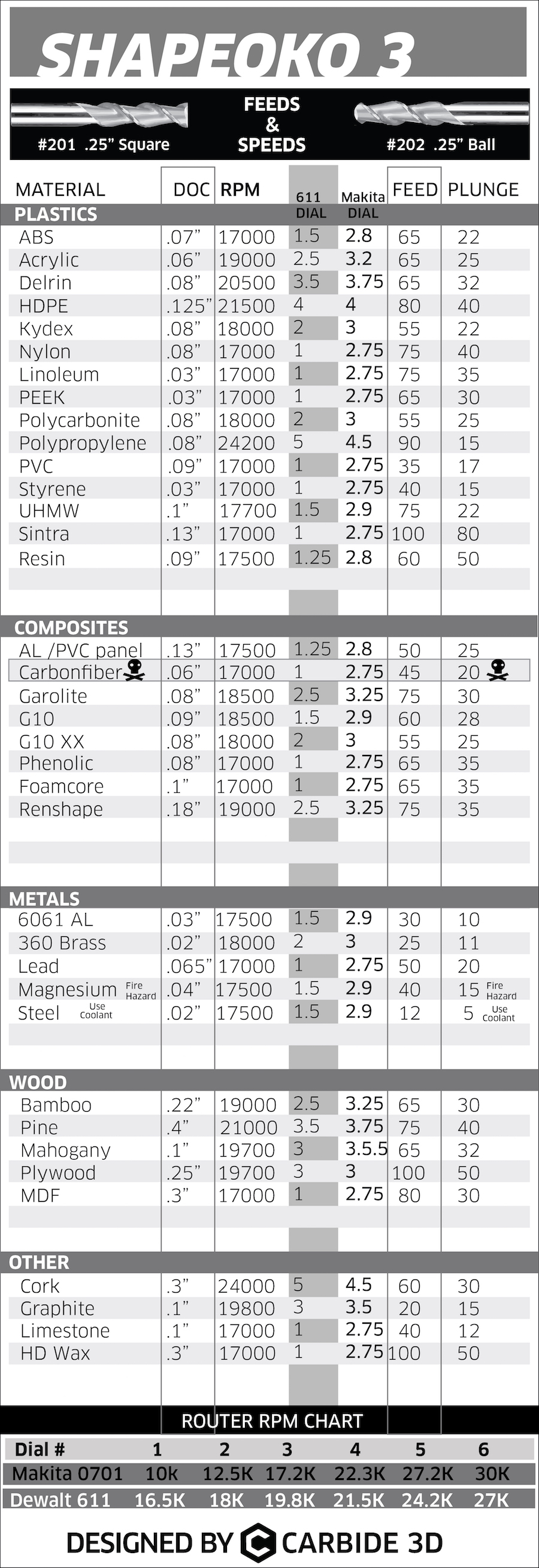{kind=link}
2 Likes