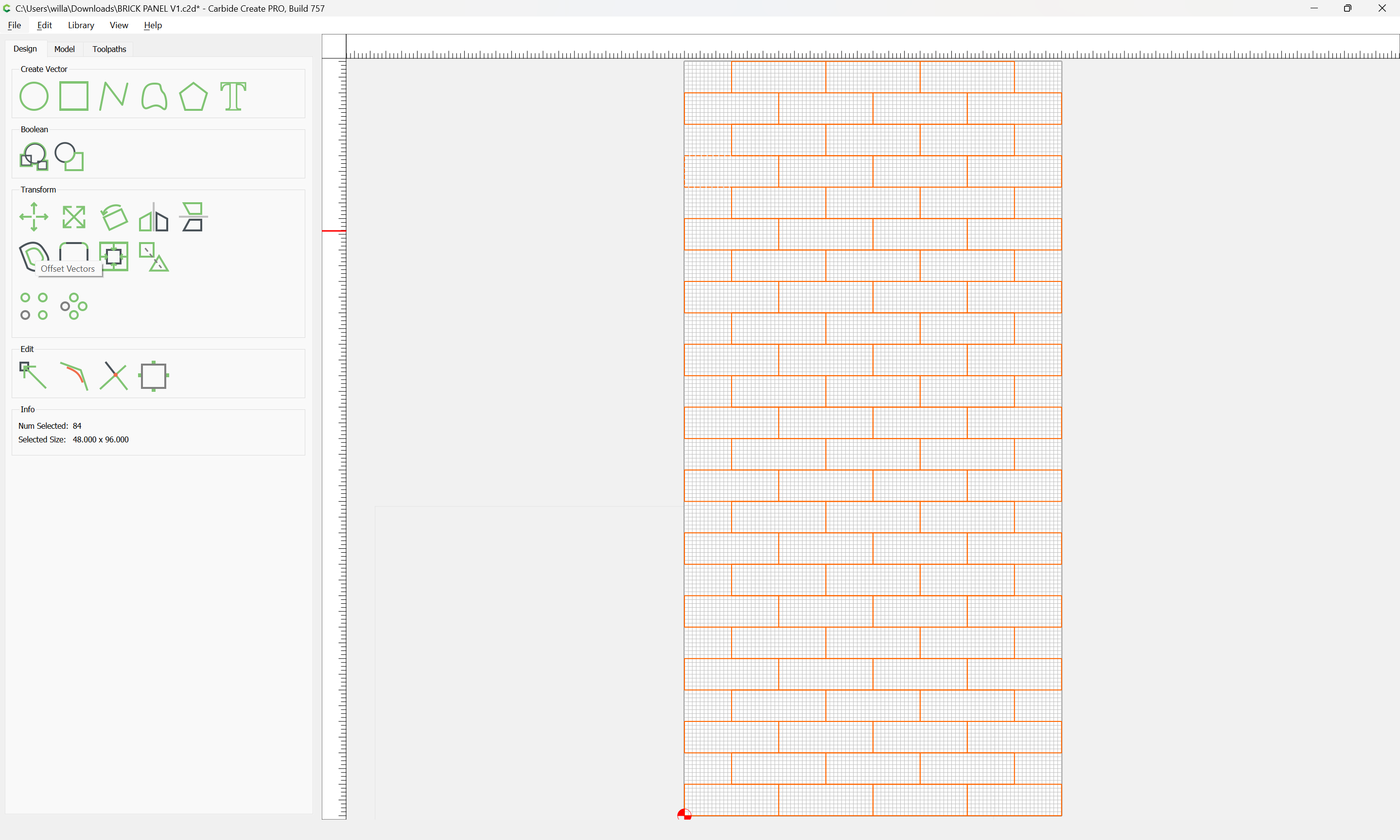
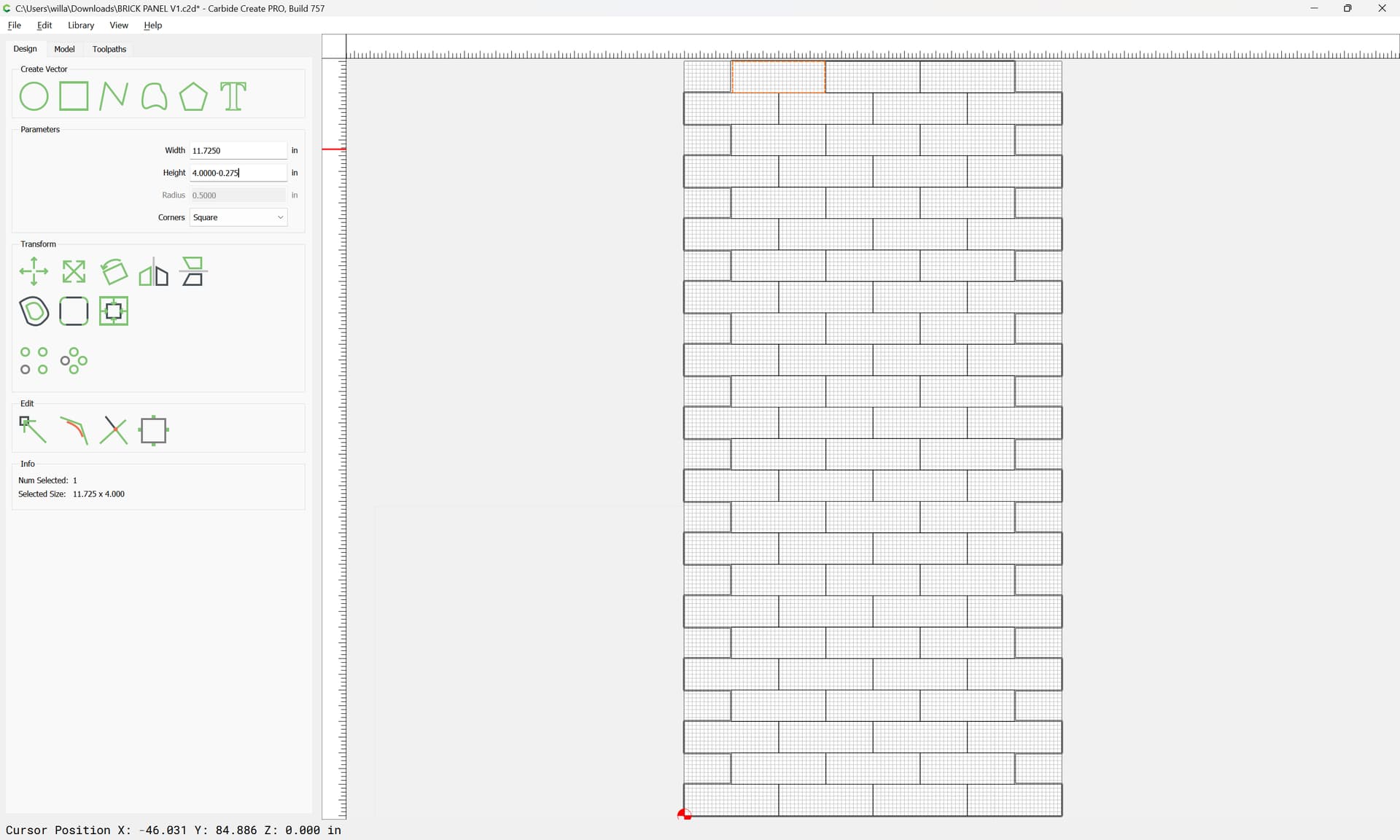
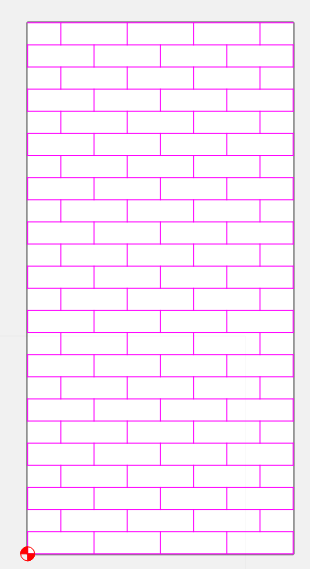
I’ve got a theater set project where I’m hoping to use my Shapeoko 5 Pro XXL to carve a lot of 4’ x 8’ sheets of 1" insulation styrofoam into a brick pattern.
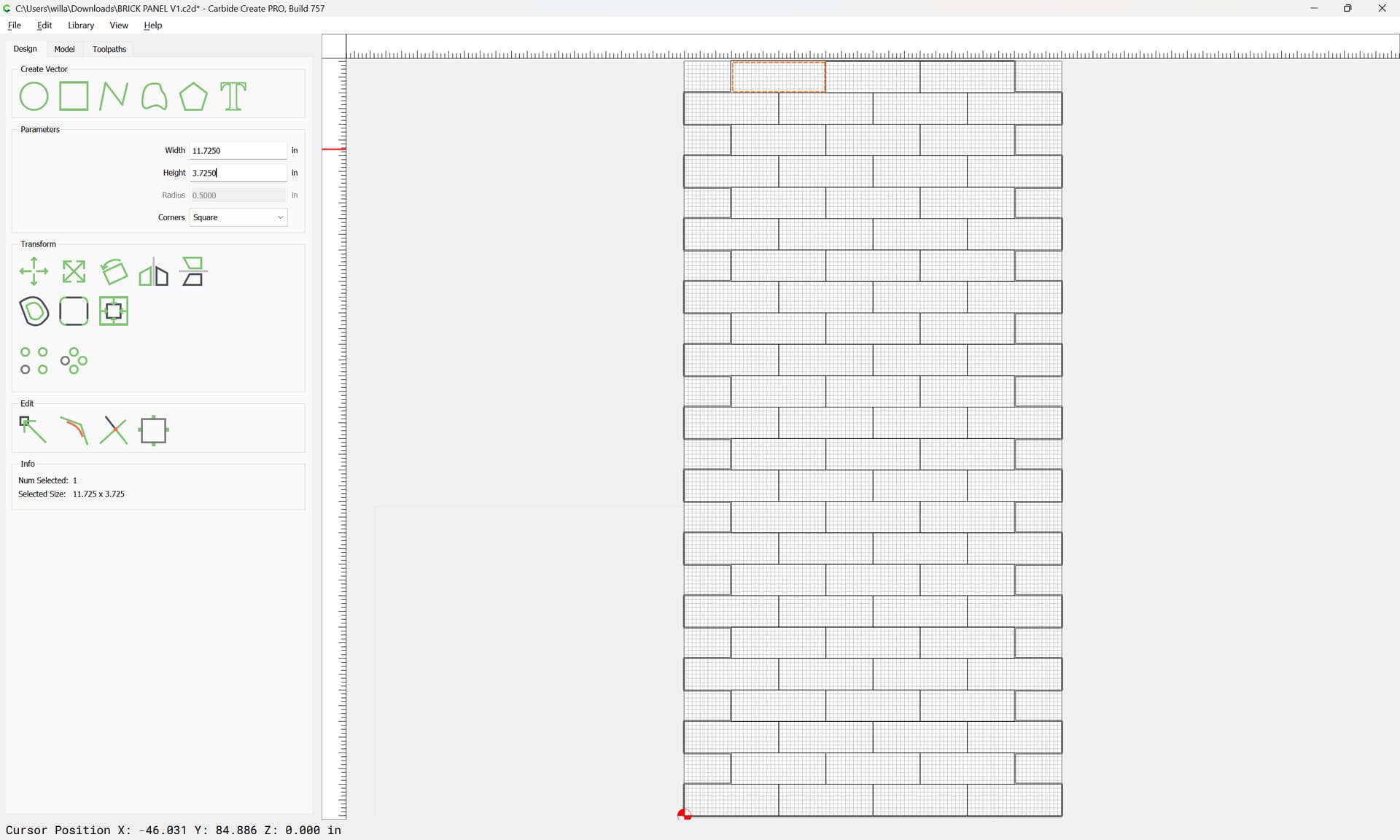
I’m going to be using the 90 degree vee bit to cut a 4" x 12" rectangle pattern repeated filling up the whole sheet.
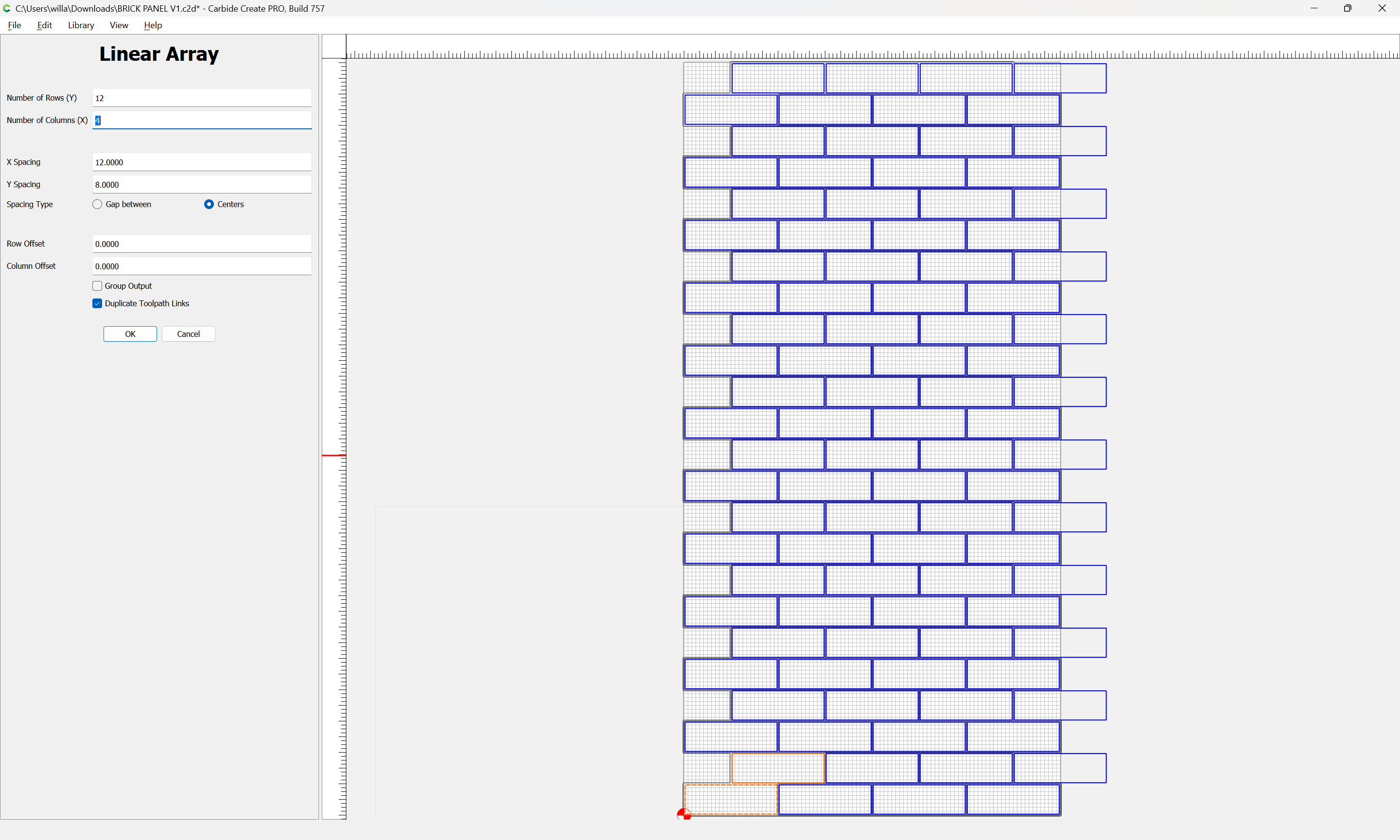
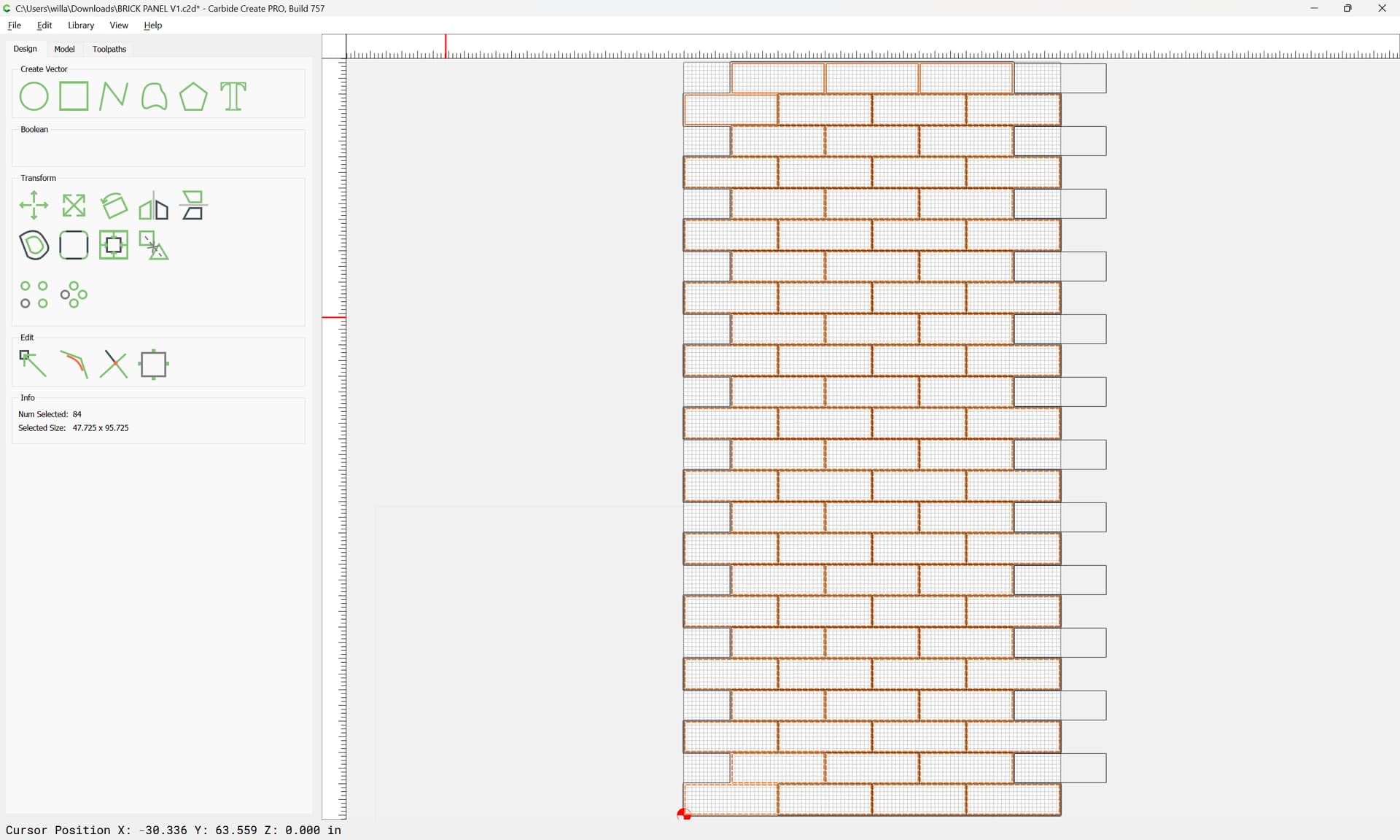
I’ve drawn it up in Carbide 3D but the carve time using stock settings is 184 minutes a sheet.
I’m trying to figure out if I’ve designed it incorrectly, if there are settings I can tweak, or whatever might be possible to reduce the carve time.
I’m planning on running a feedrate test on some scrap tonight to figure out how fast I can push it beyond the stock feed settings. So that may cut my carve time down some.
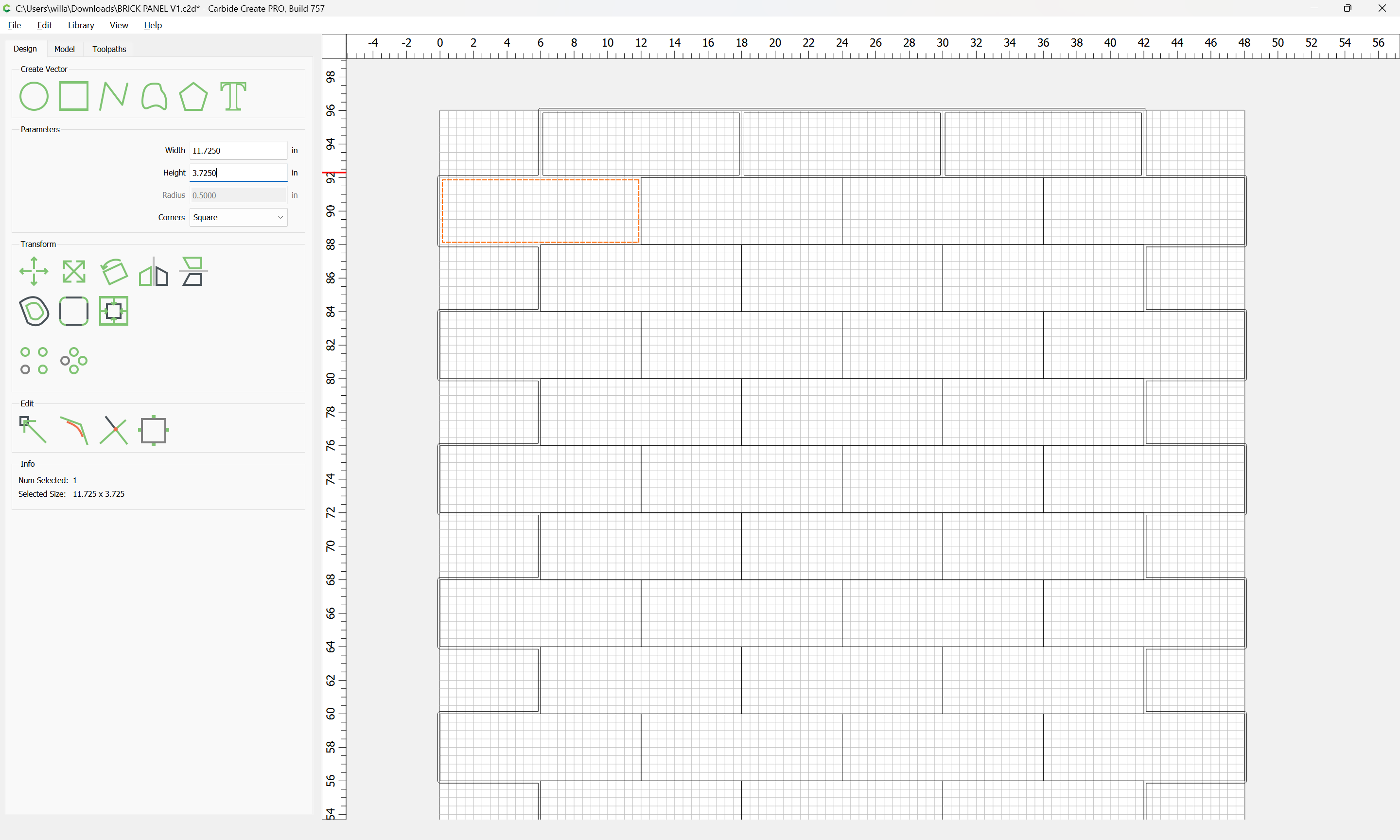
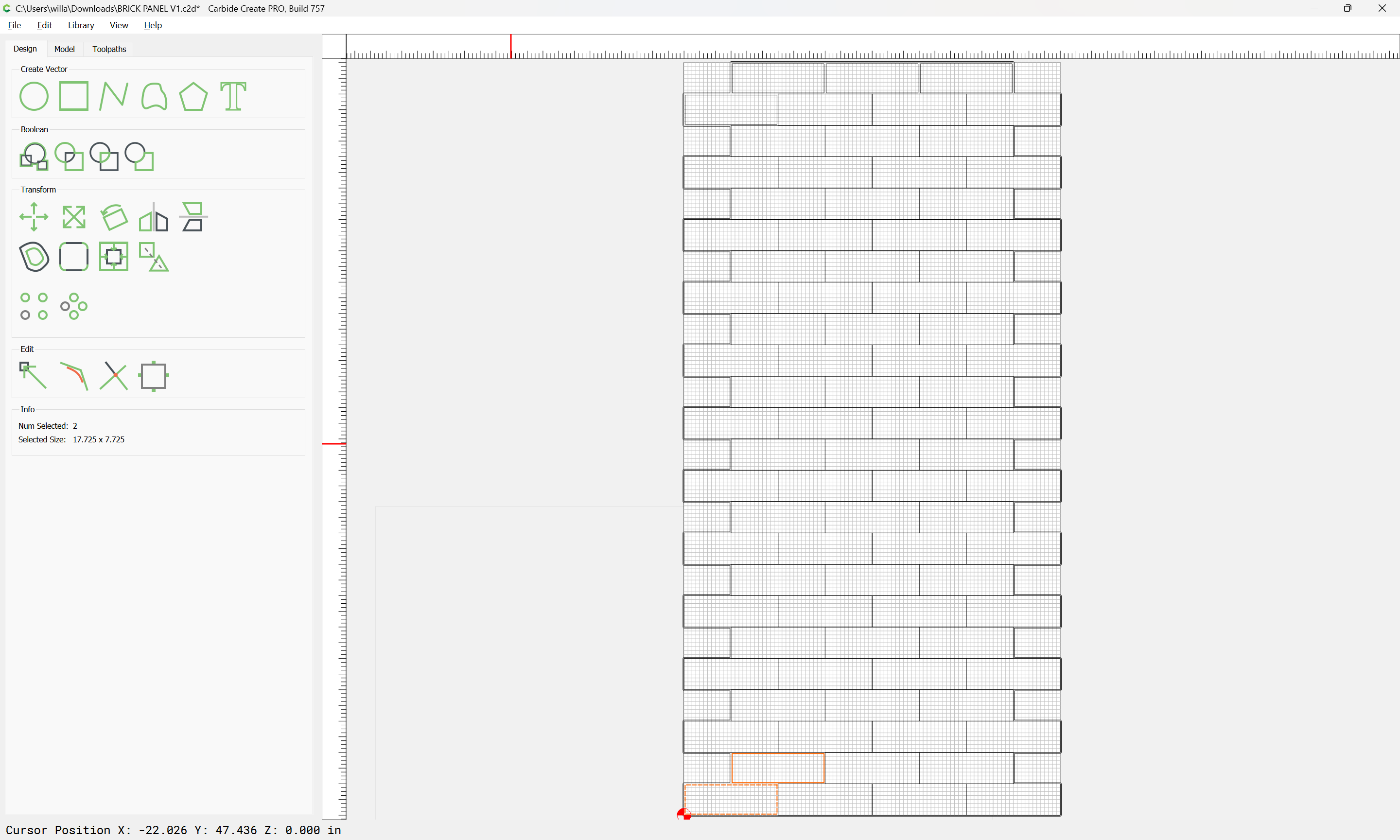
I’m just wondering if there was a better way (more cut efficient?) to design it other than to repeat a rectangle over and over.
I don’t see why it wouldn’t look good. We looked at an assortment of end mills, ball mills, and vee’s in the simulation and decided we like the 90 vee the best.
To get the rugged brick look we plan on lightly torching/heating the surface after it’s carved.
I believe this will go faster if you don’t have redundant geometry, and agree w/ @CullenS that a ball-nosed tool will have better verisimilitude.
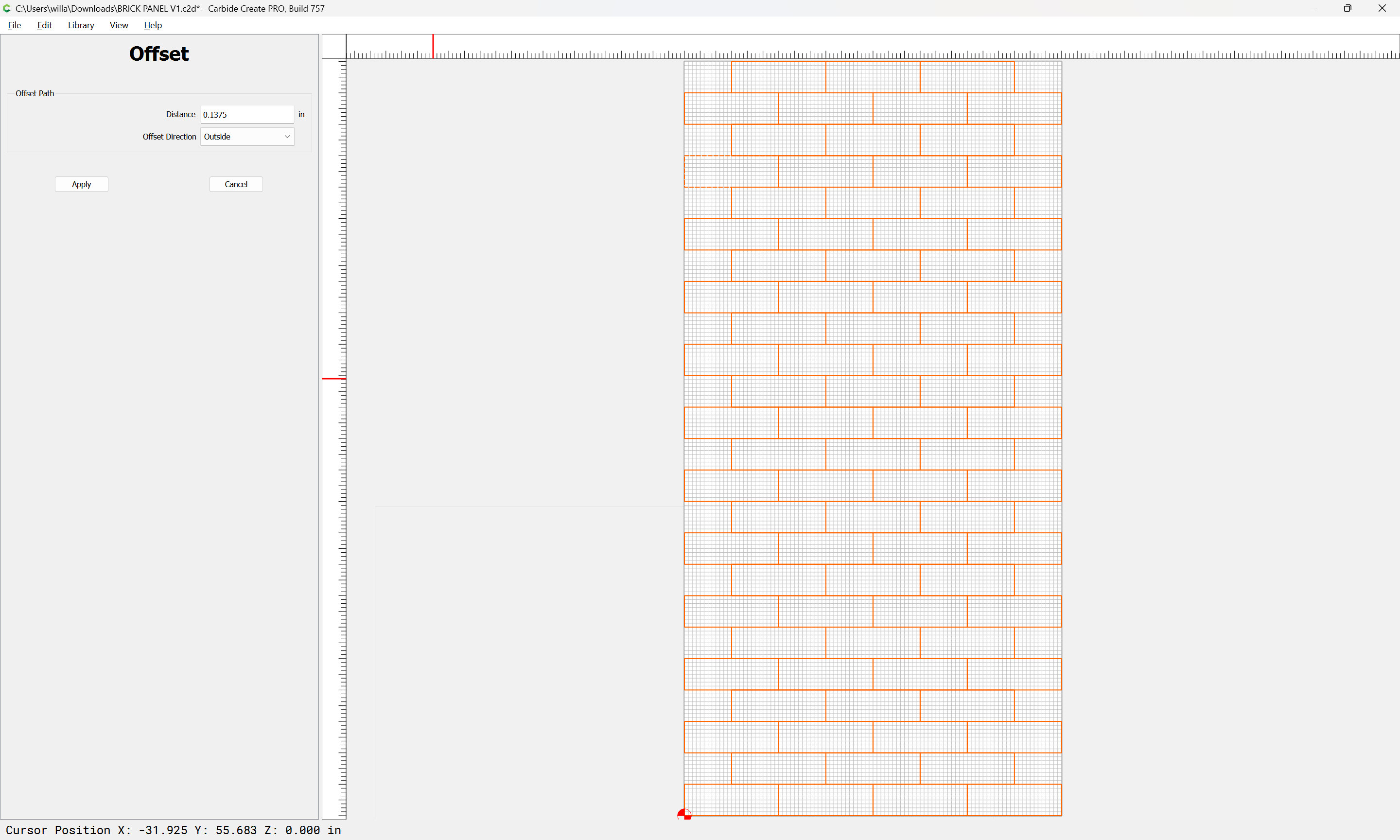
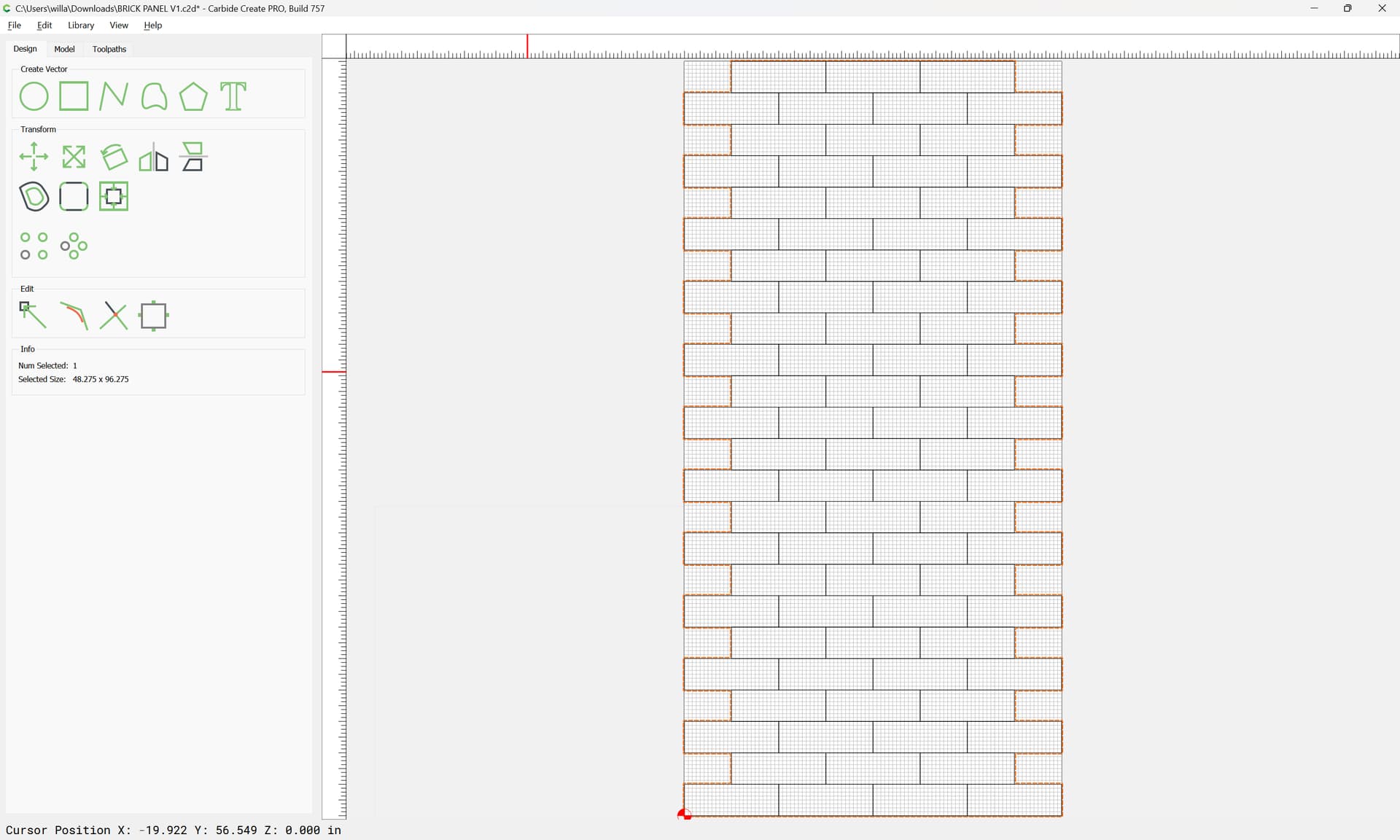
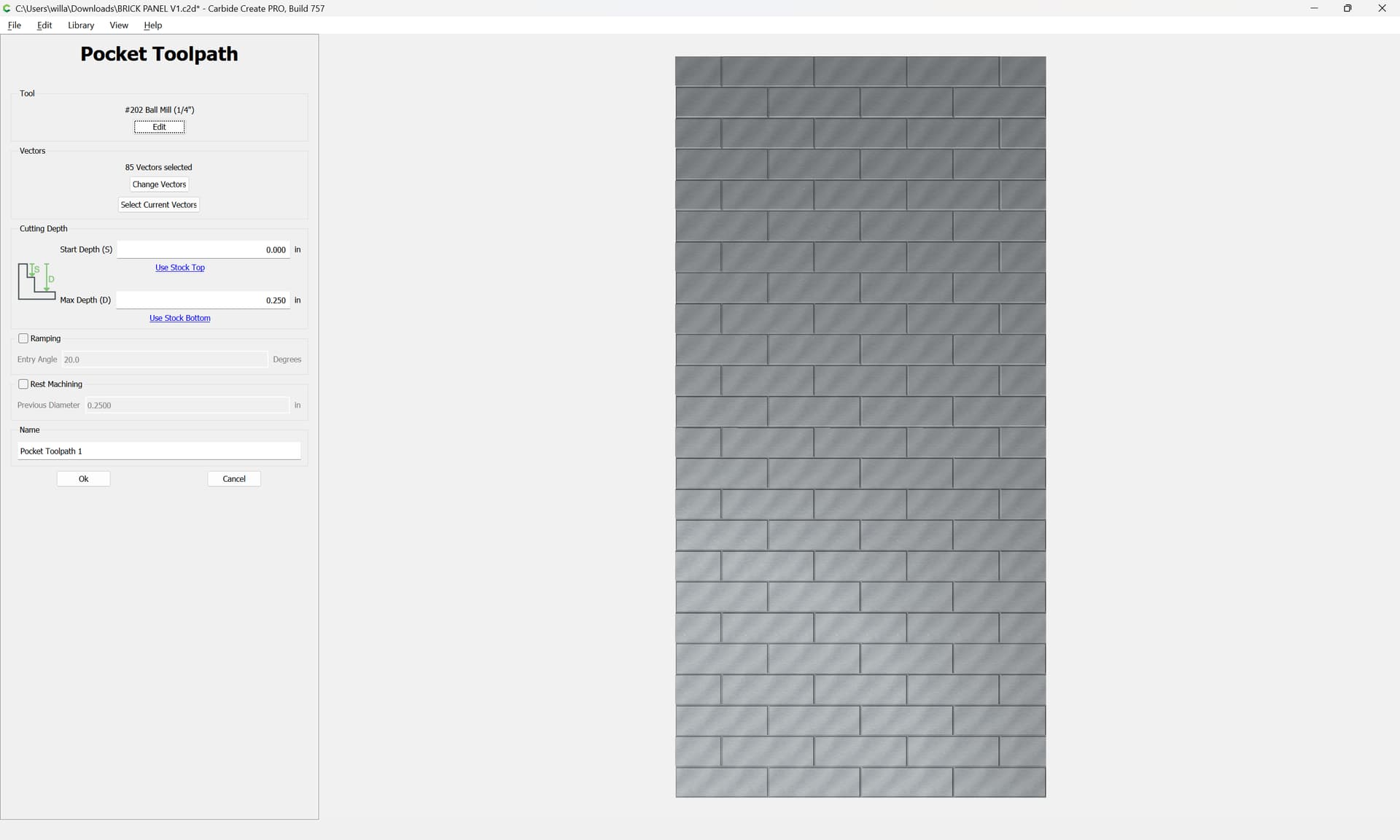
One way to do this would be to offset everything to the outside, and then make all the bricks smaller by endmill diameter plus 10%, then cut as a shallow pocket — should go a bit more quickly:
If you are cutting stryfoam you can crank up the IPM very fast. The foam has little resistance compared to cutting wood. So you could test on a foam scrap doing a full depth cut in one shot instead of the incremental passes you would normally use on wood. When you choose the tool you can match the depth of cut to the depth of your pocket and cut much faster than traditional method. Hopefully you have dust collection because stryfoam makes an awful staticy mess.
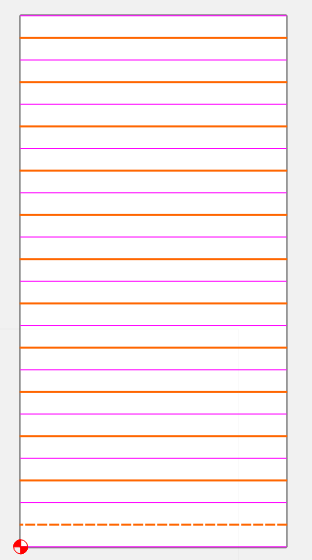
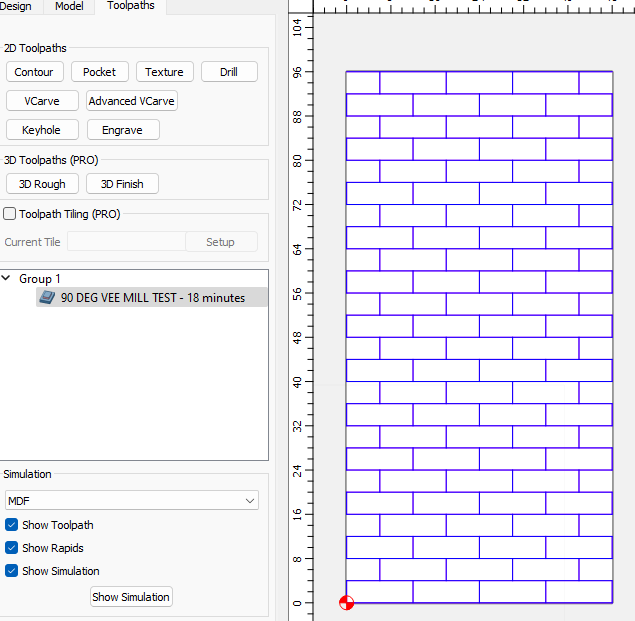
Instead of rectangles, try using single lines. Create a bottom line, use array to duplicate it, then select every other line & mirror it. (this will improve the cut time).
Set your depth per cut to 0.25 so you only get one pass. drop the spindle speed to 8000 - 12000. Increase the feedrate to 150 IPM. 18 minutes (CC time. Actual time ~12 minutes)
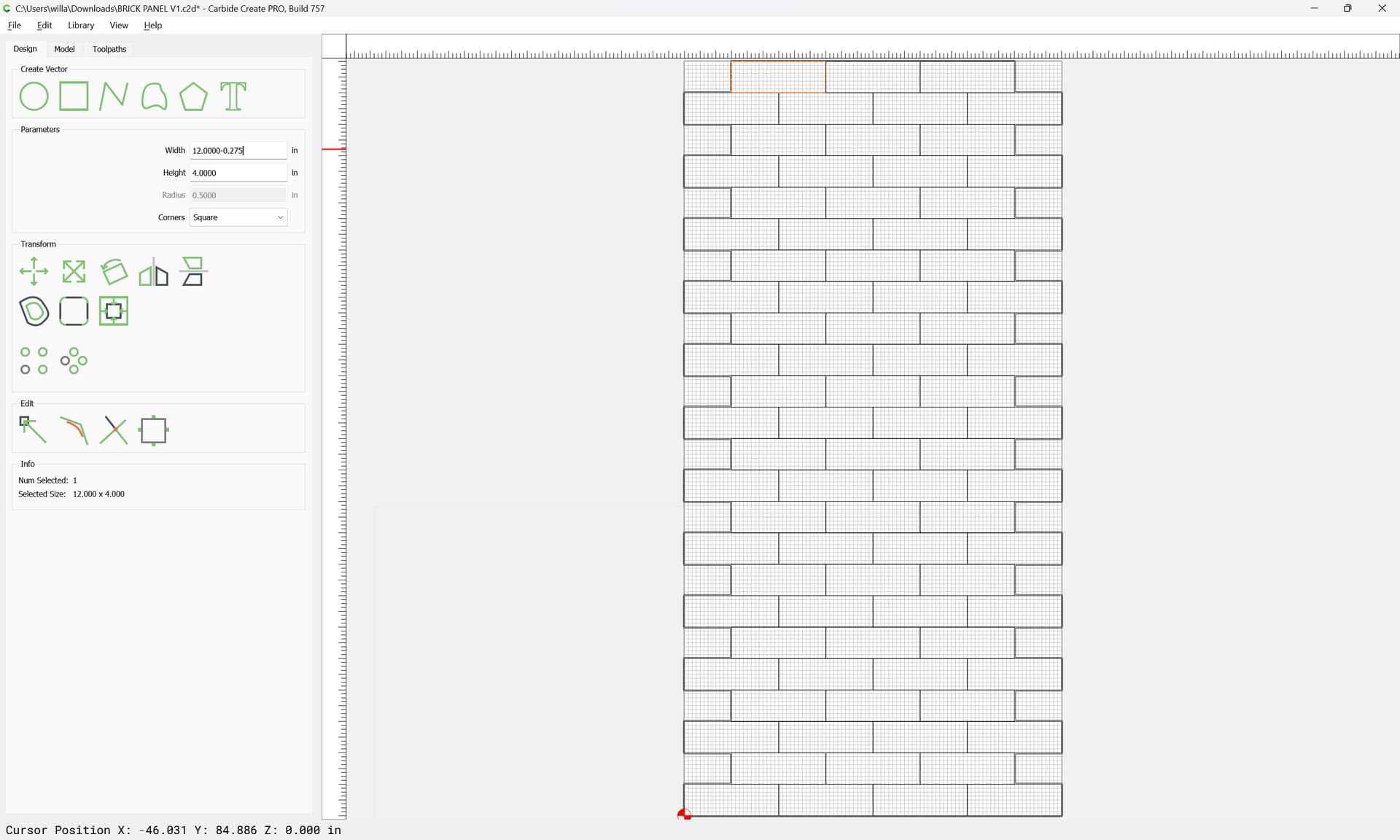
Note: Your mortar lines are 1/2" wide. Will’s are just a smidge over 1/4" (0.275).
I might consider a flat end mill (Single / O flute). Better chip extraction, less melting, and a Vee bit will make imperfect lines if the surface is not nearly perfectly flat. Of course, imperfect might actually look more realistic, so…
I think @Tod1d is on to something. As a theater prop it is viewed at a distance so just the impression of a brick wall is all that is needed. You could spray paint the whole thing with the motar color and then just use a cheap sponge roller to color the bricks red/brown.