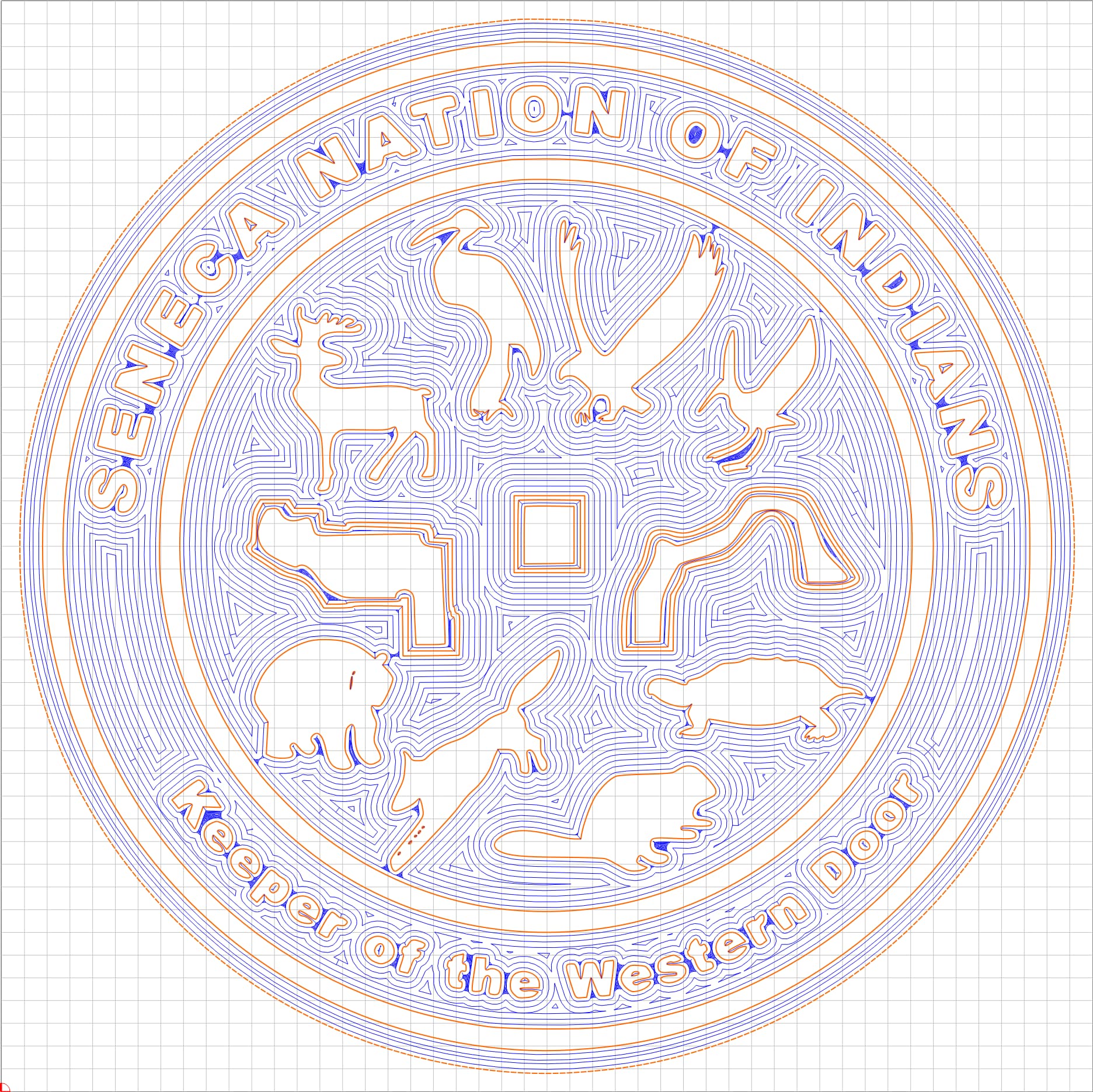
Looking for suggestions on toolpaths for this image. I would like to have the letters, center circle and symbols raised.

Any help is greatly appreciated.
Looking for suggestions on toolpaths for this image. I would like to have the letters, center circle and symbols raised.
Any help is greatly appreciated.
Add an additional circle with the offset tool to keep the raised circular profile. Then select everything and use an advanced V-carve tool path. You can then use that new outer circle as the outline for cutting the plaque from the stock. Add another circle with the offset tool at least 10% wider than your endmill and cut a pocket between the new vectors. You have many options to fit how you want the outer edge to look.
Any idea what I did wrong? I apologize ahead of time, this is all new to me, and I am just trying to learn.
Either add an additional circle on the outside and incorporate it into the toolpath, or edit the toolpath and deselect the outermost circle.
Any advice on what end mill I should use for the pocket tool? I selected the # 102 1/8” and I am looking at a 11 hour job. Does that sound about right?
Are you using the #102 default? It’s intentionally slow so as to discourage folks from using it.
You’ll probably need a small tool such as the #102 to get the necessary detail.
If you have a BitSetter you could instead use Advanced V carving w/ the pocket clearing option which would be more flexible and allow the use of a #201 which should cut faster.
Also note that the feeds and speeds in Carbide Create are quite conservative — w/ a bit of testing one can go faster.
Great I do have a bit setter. Thank you again
None of the speeds and feeds are set to discourage use, they’re conservative values that should always work. Feel free to bump them up in Carbide Create, or run the program with the feedrate override set to over 100% in Carbide Motion.
Yes I am using it. Sorry for the delay in responding
If you are using the #102 Default tool, you’ll get much faster cutting using the feeds and speeds for that same tool in a suitable material.
Post your file?
The .nc file or the one from carbide create
The .c2d file from Carbide Create.
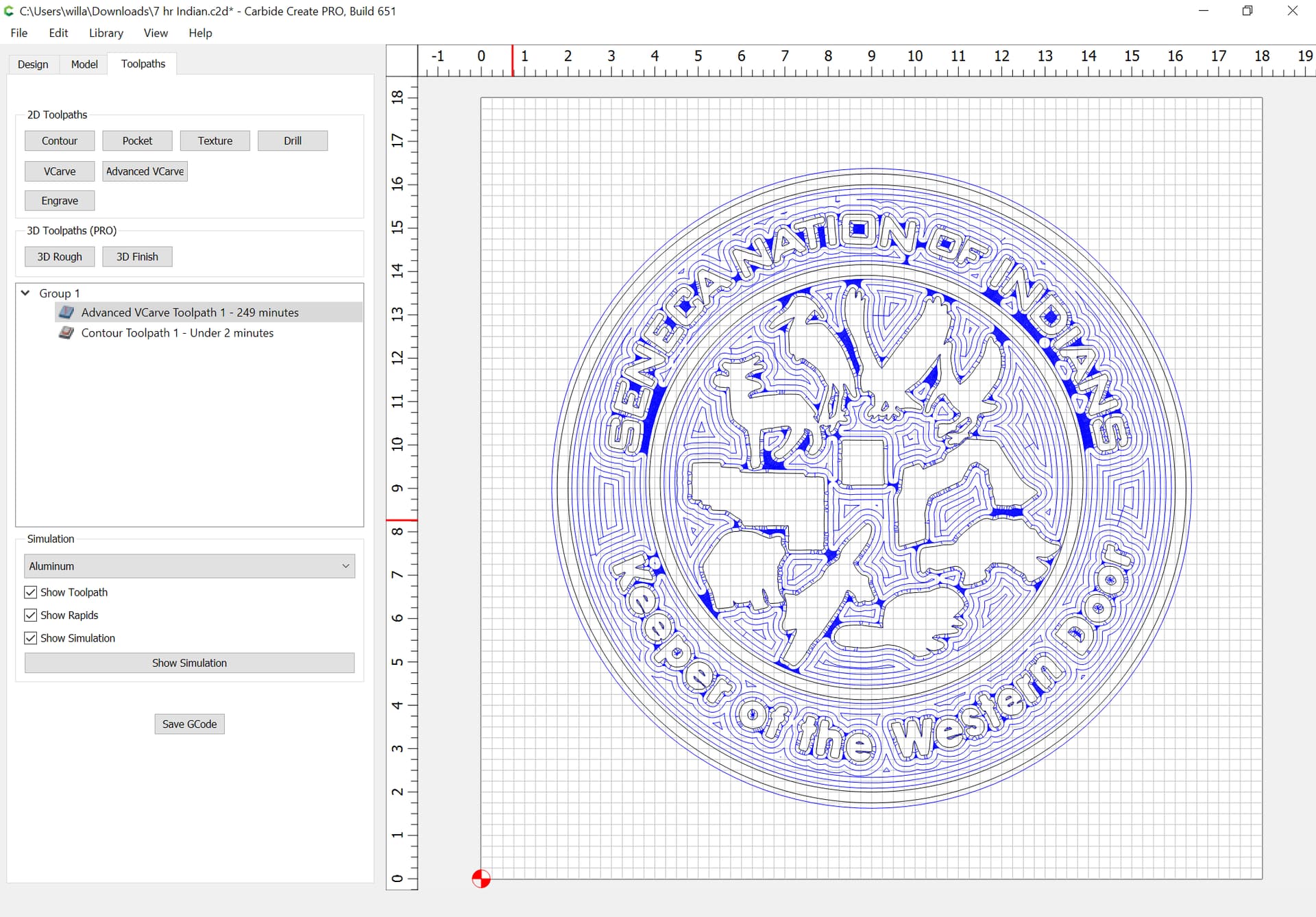
7 hr Indian.c2d (828.1 KB)
Okay, I was able to get this down a bit by increasing the feeds and speeds and the depth per pass for the tool:
I’d suggest some test cuts in a piece of scrap to work out optimal feeds and speeds before committing to such a large project.
I will keep tinkering with it. I appreciate all the help. Thank you.
Beautiful! Nicely done!
This topic was automatically closed after 30 days. New replies are no longer allowed.